
水泥窑余热发电窑头取风烟气阀门的选型与试验
2012-07-15 08:01石海英魏永杰陈金环
华北水利水电大学学报(自然科学版) 2012年3期
石海英,魏永杰,陈金环
(1.洛阳矿山机械工程设计研究院有限责任公司,河南洛阳 471039;2.瑞安市阀门一厂,浙江瑞安 325204)
水泥窑余热发电窑头取风烟气阀门的选型与试验
石海英1,魏永杰1,陈金环2
(1.洛阳矿山机械工程设计研究院有限责任公司,河南洛阳 471039;2.瑞安市阀门一厂,浙江瑞安 325204)
针对水泥窑余热发电窑头取风口高温烟气阀门高故障率问题,对3条典型的水泥窑余热烟气取风阀门进行了选型与试验研究.通过对3组阀门研究,给出了烟气阀门在选型和使用中存在的问题以及其解决方法,并结合工程实际提出了阀门在选型和设计中的建议.
烟气阀门;水泥窑;余热发电
水泥窑余热发电系统取风阀门是调节余热锅炉入口烟气参数的关键部件,对余热锅炉的安全和效率起着决定性作用.窑头篦冷机和窑尾预热器的高粉尘低温度烟气会对余热锅炉烟道及其辅助部件造成严重的磨损.实践表明,水泥窑余热发电系统故障率最高的部件是窑头取风口高温烟气阀门.阀板严重磨损时,进入锅炉的烟气量增大,引起蒸发量增大,影响锅炉正常运行;造成篦冷机出口风量不平衡,影响水泥线风量调节和熟料线生产.为此,笔者针对3种典型的水泥生产线余热发电系统取风烟气阀门的选型选材进行研究,并对3种阀门进行试验.
1 水泥窑余热发电系统烟气参数及阀门运行问题
1.1 余热发电窑头烟气参数
新型干法水泥窑余热废气温度一般在350~450℃,瞬时可高达600℃.取风阀门承受着夹杂固体小颗粒与粉尘的高速气流冲刷,阀板在较短时间内极易磨损,会导致余热发电系统停机或频繁开停机,缩短余热发电设备使用寿命,影响余热回收设备正常发电及水泥熟料烧成系统正常运行,最终导致经济效益下降.水泥窑烟气碱性粉尘含量大,且窑头烟气中灰粒硬度较高,受热面、阀门及管道虽然没有酸腐蚀,但存在严重的磨蚀问题.阀门与管道受磨损程度与烟气温度、含尘浓度、烟气流速等密切相关,也与管道的材质和结构相关.选择3条典型的水泥窑余热发电设备,表1为选取的3条水泥窑余热发电窑头烟气的参数和阀门管道的结构特征.表中No.1 表示第1 条生产线,产量2 500 t/d,No.2 表示第2条生产线,产量2 500 t/d,No.3表示第3条生产线,产量5 000 t/d.

表1 3条不同余热发电窑头废气参数对比
由表1可知,所选取的3条干法水泥窑余热发电生产线具有广泛的代表性,代表了我国当前水泥生产线的主力机型.3条生产线的部分参数相同,相互之间具有可比性.No.1和No.2生产线生产能力相同,但是No.2和No.3生产线的排烟温度较高;No.3生产线生产能力与烟气流量是No.1和 No.2生产线的2倍.No.2生产线烟气含尘浓度较低,除此以外3条生产线的其他参数基本相同.
1.2 阀门运行中的一般问题及解决方法
干法水泥窑余热发电烟气侧管道、部件和受热面工作环境非常恶劣,工作在高温、高风速、高含尘环境中,会出现形变、磨损和金相迁移的问题,导致阀门失效和损坏.
1.2.1 阀门形变
阀门受热形变会导致2种问题:一是形变会使阀门启闭动作卡涩甚至卡死,严重影响余热锅炉运行;二是增大漏风量,导致发电机组输出功降低.水泥窑篦冷机烟气流量和温度不稳定,瞬间流量的突增或温度的陡升,会导致阀门永久性形变,甚至报废.烟气中的灰粒进入阀轴和滑动轴承会造成阀门动作卡涩[1].目前取风口阀门一般为百叶式闸板阀[2],其使用寿命比蝶阀长,较陶瓷阀不易断裂,但闸板阀容易发生形变,使用寿命一般为6个月.
在阀门选材时,材质最低应选择304双面焊龟甲网,浇注耐高温、耐磨、高强度浇注料,以增强阀门强度.目前常用浇注料以刚玉、碳化硅为基体,并添加钢纤维、防爆纤维.刚玉硬度大、熔点高、化学性质稳定,对酸、碱都有良好抵抗性,碳化硅同样具有硬度大、熔点高的特点[3];采用正确的浇注、养护、烘烤方法,就可确保浇注料的质量,从而大大提高阀板使用寿命.为防止阀门受热变形,阀体应浇注与管道同样厚度的隔热材料和浇注料.若条件允许,在保证阀门启闭不卡涩情况下,加焊梅花筋,增强机械性能,避免变形.为防止阀板过热,还可以在阀板表面喷涂隔热涂层,隔热涂料主要由高熔点低导热率的Al2O3,CaO,MgO,Y2O3,CeO2和 ZrO2制成多孔材质.为提高氧化物隔热涂层与基体的结合力,常用NiCr,NiAI,NiAlCrY 等作为结合涂层[4].
1.2.2 阀门磨损
受磨损程度是阀门使用寿命的最重要指标,轻微磨损会导致漏风增加,影响锅炉运行与控制,降低机组发电功率,严重磨损会导致阀门报废[5].
阀门在高温环境中工作,机械强度降低,灰粒对阀板的磨损会更严重,因此对阀板在高温下的耐磨性要求较高.阀板必须采用加焊高强度龟甲网,浇注材料应具有高温结构强度高、高温蠕变率低、热膨胀小、抗化学侵蚀性强、抗热震等优点.阀板在经过高温烘烤或进行表面喷涂处理后才具有较强的抗高温和耐磨特性.目前火焰喷涂、电弧喷涂和等离子喷涂3种喷涂方法比较常用,常用的喷涂材料主要有镍基合金和钴基合金、碳化物、硼化物、氧化物等.
要提高阀门抗磨损能力,提高使用寿命,单纯采用高温耐磨材料阀门也会较快地磨损掉,必须根据生产实际对阀门的结构进行改进[6].
1.2.3 阀门材质的迁移和蠕变
碳钢中的渗碳体在高温环境(大于425℃)中获得能量会发生迁移和聚集的金相相变现象,渗碳体的聚集晶体变大会导致金属变脆、强度下降.晶体逐渐变大,会从片状逐渐形成球状,球化的闸板强度很低,容易被灰粒磨损,当受到烟气气流冲击时,容易发生断裂和塑性形变.
碳钢、合金钢的闸板在高温环境中(大于300℃),受到外力作用会发生蠕变,塑性变形增多,变形量会逐渐增大.而水泥窑篦冷机出口烟气的温度普遍在450℃以上,高温时段会超过600℃,并且能维持2 h的时间,16Mn、20号锅炉钢和304不锈钢在此温度下均不存在机械强度[5].高温环境还会导致闸板表面被氧化生成复杂的铁锈皮,铁锈皮逐层剥落导致闸板变薄,闸板的强度和厚度迅速下降,导致其使用寿命一般不超6个月.
由于水泥窑烟气温度高于金属相变和蠕变温度,所以必须对阀板和其他构件进行隔热处理,隔热方法与防止热变形方法相同,不再赘述.
2 窑头取风烟气阀门的选材与选型
窑头取风阀门是确保生产线和窑头余热锅炉正常运行的关键部件,可采用电动可调百叶式阀门,采用碳钢或合金钢材质制造,避免碳钢在高温环境中的渗碳体球化问题.在3条水泥窑余热发电生产线中,No.3生产线的烟气流量和含尘量均大于No.2生产线,因此阀体采用16Mn衬高强度高温耐磨浇注料;No.2,No.3 生产线的烟气温度比 No.1 高,考虑熟料颗粒对阀板的冲刷,因此阀板材料采用1Cr18Ni9Ti双面焊龟甲网衬高温耐磨浇注料.所选的阀门材质均满足设计要求.阀门选型选材见表2.

表2 阀门的型材情况
3 窑头取风烟气阀门试验及分析
分别在3条生产线的篦冷机中部靠前端布置对应的3台阀门,安装在距离取风口约3 m的垂直管道上,设计风速12 m/s.试验工作与生产实践结合,3条生产线在投入生产一段时间后进行停机检查,分析阀门的抗磨损、抗形变情况.在试验中,3条生产线烟气的温度通过温度监控记录某一时段的烟气温度,图1—3分别给出3条生产线的温度变化情况.由图3可见,3条生产线烟气温度变化幅度较大,超温频繁,并且超温时间长.3组取风阀门的阀板、阀体和阀轴分别在4个月、6个月、6个月的抗磨、抗形变效果见表3.


表3 3组阀门试验结果
实际上水泥窑窑头篦冷机废气温度较高,而且波动范围大,烟气内含有硬度较高的熟料颗粒,且气体呈碱性,具有碱腐蚀性,导致阀门部件易出现磨损与腐蚀.
阀板金属在高温下出现金相蜕变,强度降低,在高温、高速、富含粉尘的烟气冲刷下短时间就会出现严重磨损.图4是No.1生产线阀门试验结果,显然No.1余热发电生产线的阀门、阀板达不到工况要求.
由于水泥窑运行要根据3次风温度或熟料产量,来调节燃煤、调整篦床的走料厚度,在操作过程中极易出现料层太薄、使料层阻力变小、冷却风量增加、出现飞砂现象.飞砂主要是熟料颗粒和粉尘,颗粒具有温度高、硬度高,直接冲刷在阀门阀板上.同时,阀板在高温环境下,其机械强度急剧下降,因此磨损非常严重.阀板上双面衬高温耐磨浇注料可有效减缓磨损.No.2,No.3两组余热发电生产线的阀门基本相同,但使用效果出现了很大差别,2条生产线的窑头高温取风烟气阀门在试验前和6个月后的磨损与变形比较如图5和图6所示.
No.2生产线阀门在施工时,浇注料分2次浇注,浇注方式是在阀板上设置钩钉,然后直接敷设浇注料.阀板加强筋暴露在外,阀板浇注料表面不平使得废气阻力增加,阀板受气流振动增大,导致阀板在使用中被烟气迅速冲刷磨损.由于浇注料没有足够的强度与耐磨性,钢板热胀冷缩和不断地振动导致表面的浇注料产生涨裂、脱落,最终缩短了阀门的使用寿命.
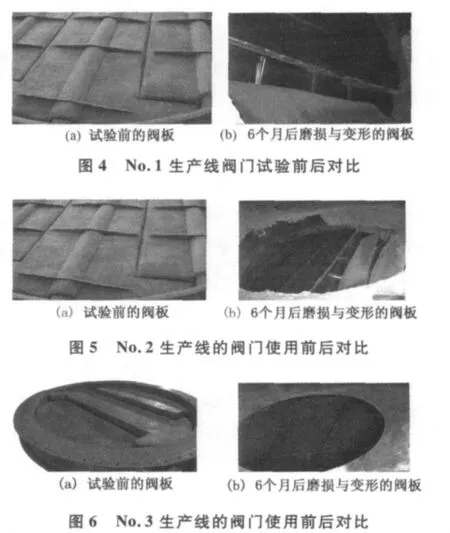
No.3生产线的阀门在阀板外装设双面焊龟甲网,网表面喷涂特殊材料避免板材在高温下产生炭化,浇注料在龟甲网上一次浇注成型.施工方法消除了阀板因热膨胀所产生的应力,表面平整,加强筋完全被浇注料包覆,阀板和浇注料不会产生裂痕和剥落,有效延长了阀板的使用寿命,达到了很好的使用效果.
4 结语
1)水泥窑余热发电取风阀门的选材与选型是解决阀门形变和磨损的重要基础,必须对阀门的工作环境和工作条件进行全面而细致的考虑,才能根据实际情况选择正确的阀门材料和型号,保证阀门在恶劣的工作环境中不出现严重形变和磨损,保证余热锅炉稳定、安全且高效运行.
2)合适的浇注料和正确的安装与施工方法是解决阀门部件磨损与形变的关键.废气中含有的氯、碱等有害成分具有侵蚀作用,因此容易引起阀板浇注料的疏松和剥落,浇注料应该采用密度高、强度大、有足够耐腐蚀和耐磨性能的浇注料,才能使阀板在高温下承受住严重的碱腐蚀和大量细颗粒熟料的高速冲刷作用.
[1]修旭明,陈秀林,陈金环.烧结余热发电高温烟气阀门设计[J].科技创新导报,2011(2):49-51.
[2]李成波,董兰起,魏连友.水泥窑余热锅炉专用烟气阀门的研制[J].中国水泥,2010(12):67-68.
[3]牟斌,陈金环.三次风管高温调节阀在操作控制中的故障与对策[J].新世纪水泥导报,2009,15(2):15-16.
[4]徐维普,邱艳丽,罗晓明.阀门热喷涂技术研究[J].流体机械,2010,38(9):51 -55.
[5]彭岩,郝景周,陈秀林.余热发电系统阀门选型及安装[J].水泥,2010(1):27 -29.
[6]陈宸,张淑贤.新型耐磨自动阀门的探讨[J].煤炭技术,2011,30(1):227 -229.
Lectotype and Experiment on the Flue Gas Valve at the Outlet of Cement Kiln of Power Generation by Waste Heat
SHI Hai-ying1,WEI Yong-jie1,CHEN Jin-huan2
(1.Luoyang Mining Machinery Engineering Design & Research Institute Co.Ltd.,Luoyang 471039,China;2.No.1 Ruian Valve Factory,Ruian 325204,China)
For reducing accident frequency of flue gas valve with the high temperature in cement kiln of automatic quench compensation of power generation by waste heat,three typical valves were selected and experimentally studied.Based on the three typical valves experiment,the selection and solutions of flue gas valves with the high temperature were presented.Combined with practical engineering,some suggestions about the valve selection and design were given.
flue gas valve;cement kiln;power generation by waste heat
1002-5634(2012)03-0062-04
2012-03-28
国家科技支撑计划项目(2011BAA05B03).
石海英(1968—),女,河南永城人,工程师,主要从事工程成套工艺技术及装备方面的研究.
(责任编辑:杜明侠)
猜你喜欢
石油化工自动化(2022年6期)2022-12-19
机械工程师(2022年10期)2022-11-17
水泥技术(2022年2期)2022-03-28
有色设备(2021年4期)2021-03-16
新技术新工艺(2018年1期)2018-02-05
武汉科技大学学报(2017年2期)2017-04-13
智能制造(2016年8期)2016-10-13
新世纪水泥导报(2016年3期)2016-09-22
中国火炬(2014年8期)2014-07-24
水泥技术(2014年4期)2014-02-10
