电磁感应加热技术在加氢反应器弯管加热中的应用
2012-07-12 00:19唐计龙
大型铸锻件 2012年4期
唐计龙
(中国第一重型机械股份公司核电石化事业部,辽宁116113)
加氢反应器是石油化工行业的关键设备,通常运行在高温、高压、临氢、硫化氢等腐蚀介质的工作条件下。目前,加氢反应器的主体材料普遍选用Cr-Mo合金钢,主要为2.25Cr-1Mo钢和2.25Cr-1Mo-0.25V钢。根据加氢反应器的制造技术要求,Cr-Mo合金钢所有承压的焊接接头焊后应进行中间消应力热处理,不得用消氢处理代替。对于反应器的顶部弯管和底部弯管焊缝来说,在焊缝焊接完成后需维持预热温度直至进热处理炉做中间热处理,造成热处理炉负荷大,工件吊装转运次数多,生产周期长,消耗大量的液化气、柴油和电力资源。
近几年,随着感应加热技术的发展,这种高效、节能、环保型技术已被广泛应用于管道的焊接和热处理。本文采用电磁感应加热设备对厚壁管进行局部中间热处理工艺试验,找出影响电磁感应加热效果的主要因素,制定出合理的顶部、底部弯管焊后中间热处理工艺。
1 电磁感应加热原理
电磁感应加热是将工件置于有足够功率输出的通有一定频率交流电的感应线圈中,由于电磁感应而在工件中形成强大的感应电流(涡流)从而使工件加热的一种方法。根据频率不同分为高频(f≥100 kHz)、超音频(f=10 kHz~100 kHz)、中频(f<10 kHz)、低频(f=50 Hz)。高频及超音频主要用于表面淬火,中频广泛用于金属的焊接热处理加热,低频主要用于对大工件的整体加热、退火等。
电磁感应加热具有以下特点:
(1)集肤效应。在感应加热时,当线圈中通以一定频率的交流电时,由于电磁感应,工件中的涡流密度随磁场强度由表面向内层逐渐减小而相应减小的现象。集肤效应跟频率有关,频率越大,集肤效应越明显。
(2)临近效应。两个相邻的通以交流电的导体,由于磁场的相互影响而使导体中的电流重新分配,当相邻导体为同向电流时,最大电流出现在导体外侧,反之,最大电流出现在导体内侧。临近效应对感应加热是有利的,但当工件与线圈间隙不均匀时,会导致电流分布不均匀而造成对工件的不均匀加热。
(3)圆环效应。交流电通过圆环形线圈传输,最大电流密度会出现于线圈内侧。圆环效应对加热圆柱形工件是有利的。

图1 工件简图Figure 1 Schematic diagram of workpiece
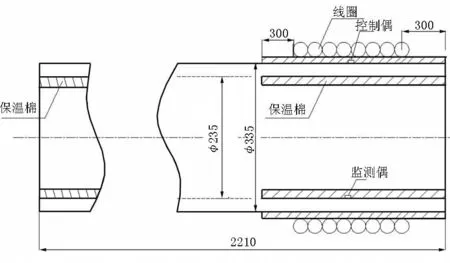
图2 工件附偶、保温及线圈缠绕示意图Figure 2 Schematic diagram of workpiece with coupling, thermal insulation cotton and coil winding
2 试验过程
加氢反应器的顶部弯管与底部弯管壁厚一般在50 mm左右,内径在200 mm~300 mm之间。选用如图1所示工件进行热处理试验,工件材质为2.25Cr-1Mo-0.25V钢。
电磁感应设备功率为P=30 kW,频率f=900 Hz,加热电缆通水冷却。
工件加热区域内外铺设保温棉,外表面附一支控制偶,内表面附一支监测偶,线圈以外表面的控制偶为中心缠绕,如图2所示。
热处理工艺曲线如图3所示。
准备5组试验(表1),按照图3所示热处理曲线进行试验,记录实际工件热处理曲线并分析结果。

图3 热处理曲线Figure 3 Heat treatment curve

线圈缠绕匝数/匝升温速度/(℃/h)第一组第二组第三组第四组第五组4812883030306090
3 试验结果及分析
观察第一组热处理曲线发现,工件在升温过程中内外温差平均在60℃,在保温期间内外温差为50℃。随着保温时间的延长,内外温差没有进一步缩小,不符合保温期间内外温差为30℃的工艺要求。
观察第二组热处理曲线发现,工件在升温过程中内外温差平均在40℃,在保温期间内外温差为20℃,符合工艺要求,试验记录如图4所示。
第三组热处理曲线与第二组热处理曲线基本相同,但是在试验过程中发现设备水温明显升高,工件升温较第二组试验困难。

图4 第二组热处理试验记录(升温与保温)Figure 4 The test records for the second group of heat treatment (heating and thermal insulation)
第四组与第五组热处理曲线同样与第二组曲线基本相同。
通过以上5组热处理试验可知,线圈匝数是影响内外温差的最主要因素,线圈匝数越多,加热区域越大,工件在升温过程中以及保温过程中的内外温差越小。
在线圈匝数一定的情况下,升温速度对工件升温和保温过程中的内外温差几乎没有影响,不会出现由于升温速度过快导致内外温差增大,进而产生较大热应力的情况,所以可以在标准允许的范围内增大升温速度,提高生产效率。
4 结论
(1)线圈匝数是影响升温过程和保温过程内外温差的最主要因素,但是,也不能盲目的为了减小内外温差而增多线圈匝数,否则容易出现温度升不上去的现象。
(2)升温速度对热处理曲线影响较小,在实际生产中可以在标准允许的升温速度范围内选择较快的升温速度,提高生产效率。
(3)工件内外需采取较好的保温措施,尽可能的增大保温棉的覆盖区域。
猜你喜欢
电机与控制应用(2022年7期)2022-08-31
中学生数理化(高中版.高考理化)(2020年11期)2020-12-14
福建质量管理(2020年12期)2020-07-02
河南畜牧兽医(2020年23期)2020-01-10
汽车与驾驶维修(维修版)(2019年4期)2019-09-10
儿童故事画报·发现号趣味百科(2019年4期)2019-05-10
中学生数理化(高中版.高考理化)(2019年3期)2019-04-25
电子制作(2018年23期)2018-12-26
电子制作(2018年14期)2018-08-21
中学物理·高中(2016年8期)2016-08-08