
往复走丝电火花线切割机床电极丝振动研究及抑制措施
2012-06-27 02:13:52程明
电加工与模具 2012年1期
程 明
(成都电子机械高等专科学校,四川成都611730)
往复走丝电火花线切割加工技术作为较成熟的加工工艺,已被广泛应用于生产实际中。如何提高往复走丝电火花线切割机床的加工精度,以满足模具和特形零件加工的高要求,越来越被业内同行们所重视。在往复走丝电火花线切割加工时,由于贮丝筒及导轮的径向跳动和轴向窜动,必然会引起电极丝的振动。近年来,通过对加工工艺规律的研究,大家已普遍认识到除了机床设备、控制器精度、脉冲电源及工作液的性能外,电极丝振动状态也是影响线切割加工稳定性和工艺指标的重要因素之一。因此,要保证加工质量,就要限制电极丝的振动。为了解决这个问题,首先需从理论层面研究电极丝振动模态,然后针对振动产生的原因提出改善和抑制措施[1]。
1 电极丝的振动分析
提高往复走丝电火花线切割加工质量的关键问题之一是抑制电极丝的振动,提高其动态稳定性。但由于柔细的电极丝高速运行,加工时还伴有冷却液的冲击等因素,使电极丝振动的测量和控制都极其困难。电极丝的振动是一种复杂的组合型振动,它既有接近固有频率的高频振动,也有低频振动。其振动的主要机械源是导轮的轴向窜动和径向跳动,贮丝筒的径向跳动、反向冲击及线架的振动,电极丝受热后延伸率不均引起的抖动,电极丝受高速运丝的抛离效应引起的导轮切点的变化,工作液喷射压力不稳定对电极丝产生的扰动等。对电极丝来说,其固有频率和振动模态不仅同初始条件和边界条件有关,也与电极丝的张力和轴向运动速度有关[2]。
对导轮间电极丝微元受力分析所得的电极丝振动的固有频率 fn为:

式中:n为振频阶数;l为上下导轮跨距;T为电极丝张力;ρ为电极丝线密度[1]。
该公式表明对于线密度 ρ、导轮跨距 l和张力T一定的丝,其自由振动时的频率不只一个,而是包括当 n=1、2、3、……的 f1、f2、f3、……等多个频率,n=1的频率称为基频,n=2、3……等的频率称为第一、第二、……谐频。通过调节电极丝张力和上下导轮间电极丝的跨度,可改变电极丝的固有频率[3]。
2 上下导轮间电极丝的模态振型
利用计算机仿真技术研究往复走丝电火花线切割加工的性能,建立加工工艺模型尤为重要。本文从分析影响电极丝振动的因素入手,利用ANSYS软件模拟电极丝振动,建立模型、网格划分、施加载荷及约束,并进行求解,得出各阶模态振型,从而为抑制电极丝的振动提供理论依据。
设上下导轮间的电极丝跨度 l=0.13 m,张力T=9.8 N,用三维梁单元BEAM4模拟电极丝,得到电极丝的各阶模态振型[1],见图1~图3。
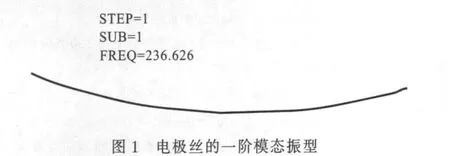
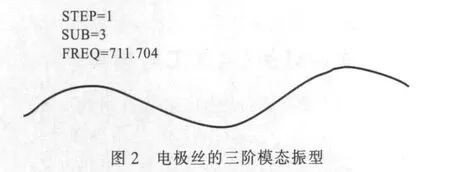
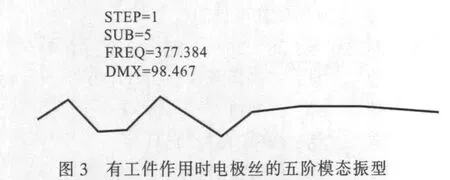
从图中可看出,随着电极丝模态振型的阶数增加即频率加大,振动幅值减小,振幅区间变窄,振型曲线变缓。基频较其他谐频强得多,因此它决定了电极丝的固有频率,而对应一阶模态振型的低频振动主要来自于导轮、贮丝筒和线架等外部激励。对线切割加工质量影响较大的是电极丝低频大振幅横向振动,增大电极丝张力和加工区阻尼、减小导轮跨距,都可提高电极丝的固有频率,避开导轮、贮丝筒、线架的频率,防止出现共振,以减少电极丝横向振幅。
3 稳定电极丝空间形态及减小振幅的措施
根据分析可知,要抑制电极丝的振动主要针对低频振动振源,减少来自于导轮、贮丝筒和线架等外部激励。结合本单位研发实际,本文从新型恒张力机构和限幅器两方面进行介绍。
3.1 新型恒张力机构
走丝速度高时,输入走丝系统的能量也大,电极丝的振动幅值增大,机床电极丝张力不稳定直接影响着振动幅值及其与导轮的偏移量,对加工精度和加工稳定性有很大影响。因此,选用可靠合理的高速走丝恒张力装置,能有效提高线切割加工精度和稳定性。
目前多数采用的是在线架上安装导轨重力式恒张力机构,这对加工区电极丝张力有一定的稳定作用,但存在三点弊端:其一,给电极丝施加初张力的配重机构增加了导轮数量,且使局部电极丝发生较大塑性变形,造成加工区电极丝张力的波动;其二,电极丝运丝路径往返迂回,高速运行的电极丝疲劳应力加大,缩短了电极丝寿命,也增加了电极丝纵向振动;其三,由于线架结构限制,导轨重力式恒张力机构行程较短,须常停机紧丝。
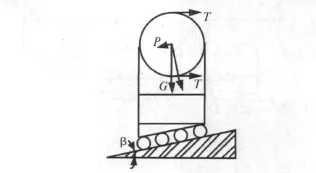
图4 新型恒张力机构简图
新型恒张力机构见图4。贮丝筒部件底部装有直线滚动导轨,导轨安装面与水平面倾斜成一个角度β,贮丝筒部件重力G沿安装面分解的P用来保持电极丝的恒定张力T。直线导轨的摩擦系数小,灵敏度高,可保证张力的恒定。为保证贮丝筒运行的平稳,对直线导轨应施加适当的预紧力,综合分析重力分力、摩擦力、预紧力3个因素,通过实验可得出倾斜角与张力的对应数据,见表1。加工中可根据电极丝直径大小和不同加工要求,调整导轨与水平面的倾斜角来获得不同的张力。新型恒张力机构在电极丝反向造成松紧边的形成点上平衡张力变化,用时短,效果好[4]。
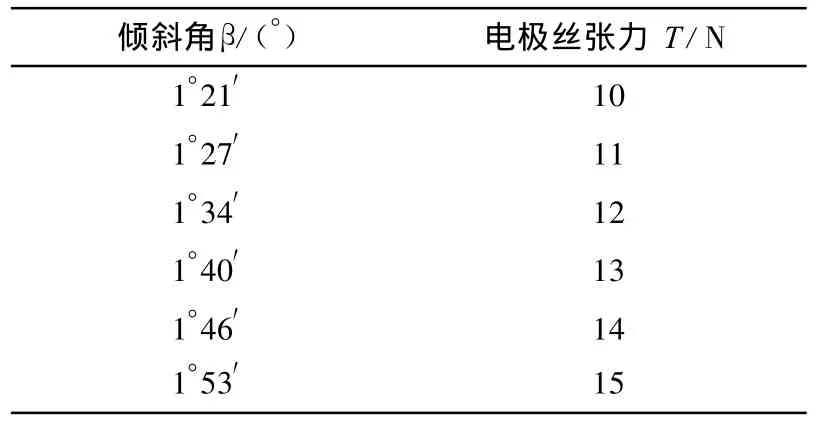
表1 倾斜角与张力的对应数据
3.2 浮动式限幅器
在往复走丝电火花线切割机床上采用结构合理的电极丝导向装置,可消除电极丝与导轮间的偏移量,有效隔离导轮、贮丝筒对电极丝的激励作用,稳定电极丝空间形态,提高工件加工精度和稳定性。目前采用的限位器主要有两种结构:一种是三点式,即120°均分3个宝石接触电极丝,另一种是一块V型宝石和一根圆宝石,位置相对、上下相错接触电极丝。这两种结构的主要问题就是调整困难:其一,要把限位器调整到上下导轮定位的电极丝位置而不干扰上下导轮的定位,是非常困难的;其二,如调整不准,电极丝与限位器产生摩擦,在限位器上磨出丝痕,会影响限位精度,限位器对电极丝的磨损也很大,缩短了电极丝的寿命。
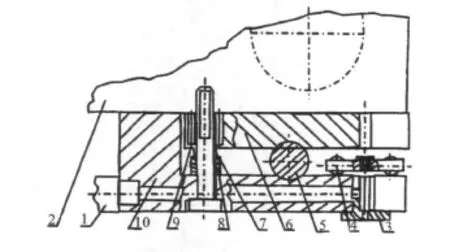
图5 浮动式电极丝限位器
经过多年的实践,设计了一种新型浮动式电极丝限位器,见图5。限位器与阀板2合在一起,分别安装在上臂的上导轮下部和下臂的下导轮上部。转动偏心轴5至图示位置后压缩弹簧9,可取下浮动盘4,在浮动盘上的宝石孔内穿上丝后,放入图示位置,启动贮丝筒,电极丝运行,90°转动偏心轴5,弹簧9压下滑板6,使其压牢浮动盘4,浮动盘4上的宝石孔在上下导轮定位的电极丝位置上对电极丝进行限位。可看出,浮动式限位器有两点优于传统限位器:其一,浮动式结构穿丝方便,自动定位;其二,采用全封闭的孔限位,限位效果好[5]。
在往复走丝电火花线切割机床上采用浮动式限位器进行多次切割,取得了较好的效果。加工40 mm厚的Cr12钢,加工速度为36 mm2/min,表面粗糙度值为 Ra 1.6 μ m,加工精度达到 9 μ m。
4 结束语
本文通过对往复走丝电火花线切割机床电极丝振动模态的分析,得出低频振动是影响电极丝振幅的主要因素。针对低频振动对加工的影响,提出两项抑制振动的措施。实践证明,通过这两项针对性的措施,加工区电极丝振幅得到了有效抑制,加工工件的精度和表面质量得到了较明显的改善。
[1]陈云信,吴福明,邓成文.基于ANSYS的电极丝振动现象研究[J].电加工与模具,2006(4):26-28.
[2]梁璐,张明柱.提高电火花线切割加工精度和稳定性的研究[J].科技资讯,2006(15):100-101.
[3]冯冉,蔡长韬.线切割机床电极丝振动及其有限元分析[J].机床与液压,2010,38(23):127-130.
[4]曹凤.精密高速走丝电火花线切割机研究与开发[J].四川大学学报(工程科学版),2003,35(6):86-90.
[5]卢登星,陈传伟.浮动式电极丝限位器[J].电加工与模具,2001(6):54.
猜你喜欢
中国特种设备安全(2023年2期)2023-03-16 11:09:08
汽车零部件(2021年2期)2021-03-05 01:38:56
汽车实用技术(2020年12期)2020-10-21 04:14:03
国外核新闻(2020年11期)2020-03-14 22:02:44
国外核新闻(2020年7期)2020-03-14 14:54:04
轨道交通装备与技术(2019年3期)2019-07-29 00:41:28
制造技术与机床(2019年7期)2019-07-22 03:43:06
模具制造(2019年3期)2019-06-06 02:10:52
广西科技大学学报(2016年4期)2016-11-21 09:34:28
中国自行车·骑行风尚(2015年6期)2016-01-28 02:49:20
