SiCp/Al窄槽的铣磨实验研究(Ⅰ)——磨削力
2012-06-06 03:04:38李建广姚英学李大博
哈尔滨工业大学学报 2012年7期
李建广,姚英学,赵 航,李大博
(哈尔滨工业大学机电工程学院,150001 哈尔滨)
SiCp/Al窄槽的铣磨实验研究(Ⅰ)
——磨削力
李建广,姚英学,赵 航,李大博
(哈尔滨工业大学机电工程学院,150001 哈尔滨)
针对SiCp/Al复杂曲面加工中大去除量、高精度的需求,以窄槽的铣磨加工工艺为例,实验研究SiCp/Al窄槽铣磨加工中加工参数、铣磨工具对铣磨力的影响规律.实验结果表明:加工参数和铣磨工具均对铣磨力有影响.在实验参数取值范围内,铣磨力随砂轮线速度、进给速度的增大而增大,进给速度对铣磨力的影响最大;采用螺旋槽铣磨工具可显著降低铣磨力,但铣磨力波动较大,并随螺旋角的增大而减弱.在实验条件下,可优选铣磨力波动相对较小的50°螺旋角的开槽砂轮进行窄槽的粗加工.
碳化硅颗粒增强铝基复合材料;铣磨;切削力;加工参数;铣磨工具
碳化硅颗粒增强铝基复合材料(SiC particle reinforced aluminum matrix composite,SiCp/Al)以其优异的物理性能和机械性能,在航空航天、光学仪器、汽车、武器等领域具有广阔的应用前景[1-2].由于 SiCp/Al中增强相 SiCp 的硬度高、脆性大,加工时刀具磨损严重[3-4],加工表面边沿处易于崩碎.因此,SiCp/Al加工工艺的研究受到国内外关注[5],从不同角度研究了 SiCp/Al的加工工艺,如车削[6]、铣削[7]、磨削[8]、激光加工和电火花加工[9].这些工艺方法各有其优缺点和使用范围.传统上,数控车削、铣削是高效的、高质量的复杂表面成形方法,而且技术成熟,但在高效、高精度加工SiCp/Al不同几何形状的表面时需要进一步研究选择合适的工艺.SiCp/Al的车削加工研究较多,但铣削研究较少,在磨床上获得高质量表面的磨削工艺也有了探索性的研究.
随着SiCp/Al复合材料应用范围的日益扩展,如发动机活塞、刹车片、高精密仪表等SiCp/Al复合材料构件上需要加工出的窄槽结构,其铣削加工困难限制了SiCp/Al的广泛应用,而且槽加工是铣加工中条件恶劣的一种特殊情况.根据已有的实验研究,铣磨加工可能是一种可行的方法.哈尔滨工业大学针对复杂表面加工的需求,探索在数控铣床上磨削加工(简称铣磨)SiCp/Al的方法,实验研究了加工参数和铣磨工具对铣磨加工力、表面粗糙度的影响规律,并对铣磨工具和切削参数的优化选择[10],进行了分析.研究开槽电镀金刚石砂轮铣磨SiCp/Al窄槽的切削机理,探讨其对铣磨力的影响规律和工艺的优选.
1 实验
1.1 实验条件
铣磨实验用数控铣床为DMC 75V Linear五轴高速加工中心,主轴最高转速为28 000 r/min.考虑实际加工的稳定性,在实验中最高转速限制到20 000 r/min.
选用的磨削工具主要为电镀金刚石砂轮,其主要参数见表1.

表1 实验铣磨工具参数表
实验材料为SiCp/2024Al复合材料,SiCp的体积分数为45%,粒径5 μm,同文献[10].
为防止实验中冷却液损坏测力仪和机床导轨,铣磨加工在冷却防护水槽中进行.试件固定在水槽中(水槽中的冷却液量应淹没过试件),水槽再与测力仪(Kistler 9257B)连接.实验现场如图1所示.
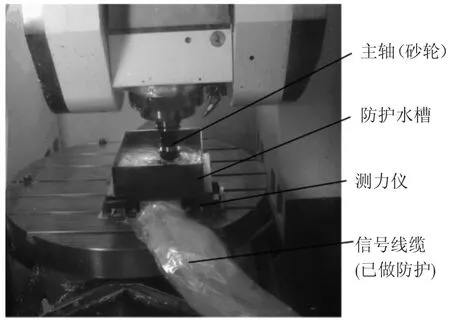
图1 实验现场
1.2 实验方法
本文主要研究加工参数和开槽砂轮对铣磨力的影响规律,在实验中选用表1中不同电镀砂轮,在不同切削参数下在数控铣床上进行磨削实验,单因素实验研究铣磨速度、进给速度、铣磨工具螺旋角等对铣磨力的影响.
2 铣磨力影响因素实验分析
2.1 加工参数对铣磨力的影响
为了研究加工参数对铣磨力的影响规律,设计了单因素实验.所用的砂轮为表1中的1号砂轮,实验加工参数如表2所示.
2.1.1 铣磨速度对铣磨力的影响
固定进给速度vw和铣磨宽度b,在不同的铣磨速度(砂轮线速度)条件下进行铣磨实验,并采集铣磨力.砂轮线速度vs对铣磨力的影响实如图2所示.铣磨分力Fx沿进给方向,Fy垂直于进给方向(下同).

表2 单因素实验参数
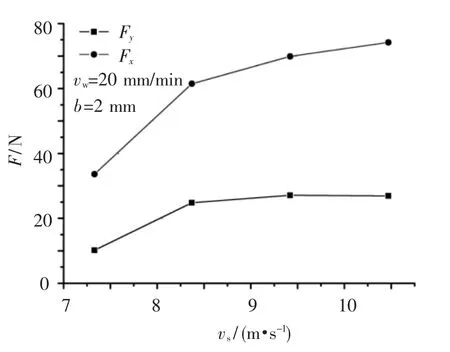
图2 铣磨速度对铣磨力的影响
由图2可知:铣磨力随着铣磨速度的增大而增大,但当铣磨速度增大到一定值(如8.37 m/s)后,铣磨力的增大趋于平缓,且分力Fx的增幅大于分力Fy的,表明铣磨速度对进给方向的铣磨分力的影响更显著.
2.1.2 进给速度对铣磨力的影响
固定铣磨速度vs和铣磨宽度b,在不同的进给速度条件下进行铣磨实验.进给速度vw对铣磨力的影响如图3所示.
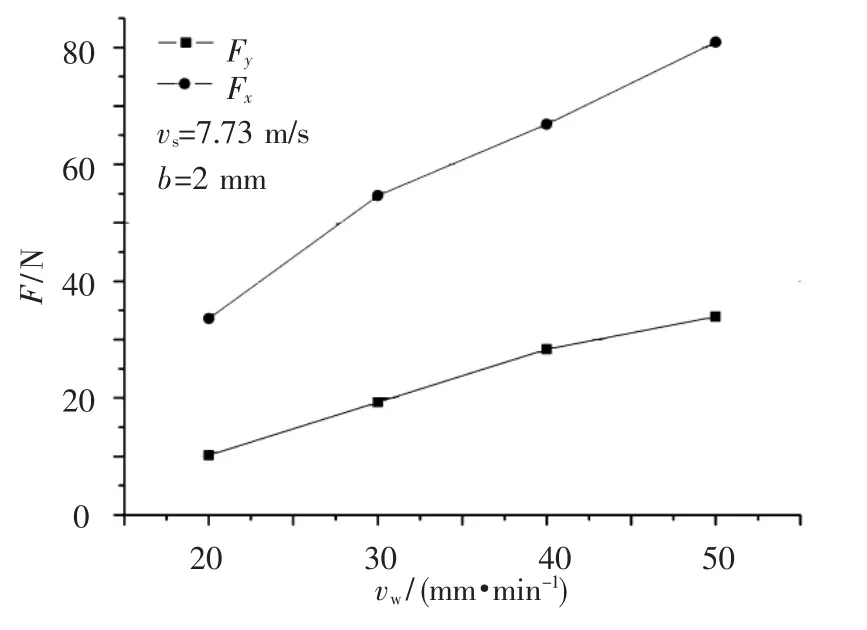
图3 进给速度对铣磨力的影响
由图3可知:铣磨分力Fx和Fy随进给速度vw的增大而近似呈线性增大,但分力Fx较分力Fy增幅大.随着进给速度vw的增大,动态有效加工磨粒的数量增加,而且单个磨粒在单位时间内去除的材料体积也增大,使得铣磨力增大.
2.2 铣磨工具对铣磨力的影响
2.2.1 磨粒粒度对铣磨力的影响
砂轮磨粒粒度的大小对砂轮切削性能有很大影响.实验时固定铣磨宽度b和进给速度vw,选用表1中的1号(磨粒粒度80#)和4号(磨粒粒度120#)铣磨工具在不同的铣磨速度vs下进行窄槽铣磨对比实验.磨粒粒度对铣磨力的影响如图4所示.
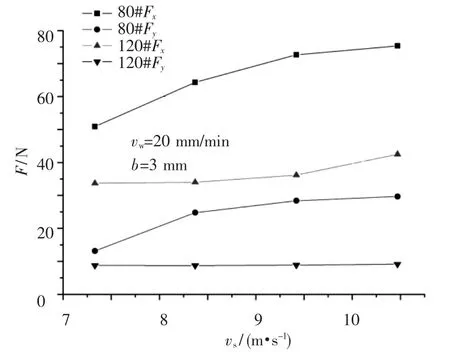
图4 磨粒粒度对铣磨力的影响
由图4可知,粒度120#铣磨工具的铣磨力较粒度80#铣磨工具的铣磨力小.与80#铣磨工具相比,120#砂轮的磨粒比较尖锐且分布更加均匀,在相同的材料去除率下单个磨粒上承受的铣磨力较小;在窄槽铣磨中,铣磨工具与工件表面长时间接触时,120#砂轮的冷却和排屑作用较好.但在选用铣磨工具时,铣磨工具的粒度应和进给速度、磨削深度相匹配.
2.2.2 铣磨工具形状对铣磨力的影响
据研究,采用开槽砂轮磨削时,磨削区温度比不开槽砂轮的低,且可降低10% ~15%的能耗[11].固定进给速度vw和铣磨宽度b,分别选用表1中的1号和2、3号砂轮在不同的铣磨速度vs下进行窄槽铣磨对比实验.砂轮形状对铣磨力的影响如图5所示(图中曲线标识的数值为螺旋角值,未标值的是未开槽砂轮).
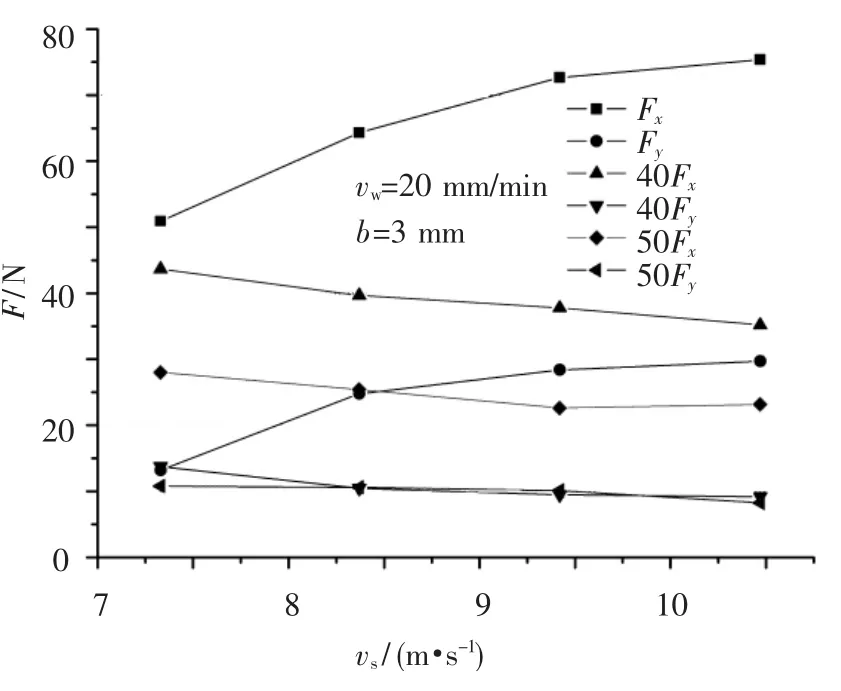
图5 砂轮形状对铣磨力的影响
由图5可知:采用开槽砂轮的铣磨力比未开槽砂轮的铣磨力明显要小,而且随着铣磨速度的变化趋势与未开槽砂轮的相反.开槽砂轮圆周表面上的沟槽有助于增强铣磨时的冷却和排屑性能,从而增强了切削性能.
但由于开槽砂轮在磨削过程中与工件的接触是断续的,与铣刀的切削特点相似,在实际加工中,采用开槽砂轮的铣磨力有明显的波动.
2.2.3 螺旋角对铣磨力的影响
开螺旋槽的砂轮具有开槽砂轮的优点,可有效地降低磨削温度、改善排屑效果.实验时固定进给速度vw和轴向铣磨宽度b,分别选用表1中的2号(螺旋角50°)和3号(螺旋角40°)两种开有螺旋槽的砂轮在不同铣磨速度vs下进行窄槽铣磨对比实验.螺旋角对铣磨力的影响如图5所示.
由图5可知:开有螺旋槽的砂轮的铣磨力较未开槽的砂轮随铣磨速度的增大均有下降趋势,且螺旋角大的砂轮的铣磨力较小,沟槽有助于增强冷却和排屑.即在相同实验条件下,50°螺旋槽砂轮的铣磨力小于40°螺旋槽砂轮的铣磨力.同时,在实验中发现,小螺旋角(包括直槽砂轮的螺旋角为0°)的开槽砂轮的铣磨力比大螺旋角的开槽砂轮的铣磨力波动大,即图5中螺旋角为50°的螺旋槽砂轮加工过程较平稳.
2.2.4 结合剂对铣磨力的影响
文献[12]对采用不同结合剂的砂轮针对SiCp/Al复合材料的铣磨加工进行了系统的研究,在相同加工条件下,铣磨力从小到大依次为电镀金刚石砂轮、陶瓷基金刚石砂轮、树脂基金刚石砂轮.采用电镀金刚石可获得较小的铣磨力和较长的使用时间.
3 结论
1)选用电镀金刚石砂轮可获得较小的铣磨力,可用于低刚度表面的加工.
2)铣磨速度、进给速度对磨削力均有影响,但进给速度的影响更为显著.
3)采用开槽砂轮可以减小铣磨力,但铣磨力波动大,可以选用铣磨力相对稳定的大螺旋角开槽砂轮.
[1]KUNZ J M,BAMPTON C C.Challenges to developing and producing MMCs for space applications[J].Journal of Materials,2001,53(4):22-25.
[2]崔岩.碳化硅颗粒增强铝基复合材料的航空航天应用[J].材料工程,2002(6):3-4.
[3]CHOU Y K,LIU Jie.CVD diamond tool performance in metal matrix composite machining[J].Surface& Coating Technology,2005,200(5/6):1872-1878.
[4]CIFTCI I,TURKER M,SEKER U.CBN cutting tool wear during machining of particulate reinforced MMCs[J].WEAR,2004,257:1041 -1046.
[5]OZBEN T,KILICKAP E,CAKIR O.Investigation of mechanical and machinability properties of SiC particle reinforced Al-MMC[J].Journal of Materials Processing Technology,2008,198(1/2/3):220-225.
[6]ANDREWS C J E,FENG H Y,LAU W M.Machining of an aluminum/SiC composite using diamond inserts[J].Journal of Materials Processing Technology,2000,102(1):25-29.
[7]吴震宇,王学根.SiC颗粒增强铝基复合材料高速铣削工艺研究[J].工具技术,2008,38(3):15-17.
[8]ZHONG Zhaoweig,HUNG N P.Grinding of alumina/aluminum composites[J].Journal of Materials Processing Technology,2002,123(1):13 -17.
[9]MULLER F,MONAGHAN J.Non-conventional machining of particle reinforced metal matrix composites[J].Journal of Materials Processing Technology,2001,118(1/2/3):278-285.
[10]ZHAO Hang,DU Jinguang,ZHOU Zhiyong,et al.Experimental study on mill- grinding SiCp/Al[J].Journal of Harbin Institute of Technology,2010,17(1):179-182.
[11]姚开能.开槽砂轮磨削过程的研究[J].人造金刚石与砂轮,1980(3):29-30.
[12]周志勇.SiCp增强铝基复合材料的铣磨加工实验研究[D].哈尔滨:哈尔滨工业大学,2009.
Experimental research on mill-grinding SiCp/Al narrow slot part I:machining force
LI Jian-guang ,YAO ying-xue,ZHAO Hang,LI Da-bo
(School of Mechatronics Engineering,Harbin Institute of Technology,150001 Harbin,China)
To meet the need of large removal allowance and high efficiency of machining SiCp/Al surface,taking narrow slot mill-grinding as a typical example,the influence of machining parameters and mill-grinding tool on SiCp/Al machining force was experimentally investigated.The results show that the mill-grinding force is increased with the increasing speed and feedrate,and the feedrate is a significant impact on the force.In machining narrow-slot,the mill-grinding force can be reduced obviously by using the grinding tool with helix flutes.However,the mill-grinding force is fluctuant,and the fluctuant amplitude is reduced by reducing helix.Under the given conditions,the recommended helix of the wheel with flutes in mill-grinding narrow-slot is 50°which can perform a relative stabile machining process.
SiCp/Al;mill-grinding;force;machining parameters;mill-grinding tool
TG506.9
A
0367-6234(2012)07-0043-04
2011-08-10.
教育部博士点基金资助项目(200802130006);哈尔滨市科技创新人才研究专项基金资助(RC2010XK006003).
李建广(1970—),男,教授,博士生导师;
姚英学(1962—),男,教授,博士生导师.
李建广,mejgli@hit.edu.cn.
(编辑 杨 波)
猜你喜欢
中国机械工程(2022年2期)2022-01-27 07:53:28
硅酸盐通报(2021年3期)2021-04-18 11:01:42
失效分析与预防(2020年1期)2020-06-17 04:17:14
表面工程与再制造(2019年3期)2019-09-18 01:35:10
制造技术与机床(2019年3期)2019-02-27 07:14:22
红领巾·探索(2018年10期)2018-11-14 02:49:54
制造技术与机床(2017年7期)2018-01-19 02:29:59
制造技术与机床(2017年4期)2017-06-22 11:18:24
娃娃乐园·综合智能(2016年15期)2016-12-01 03:38:35
数学大王·低年级(2015年6期)2015-07-09 18:10:32