
高效现代棉纺关键设备的探索和应用
2012-05-30 05:17
装备机械 2012年2期
0 引 言
现代高效棉纺关键设备是棉纺行业纺纱工序的主力机型,技术含量高、经济影响面宽。在传统的粗、细、络纺纱工序中,采用具有高生产效率的自动化、智能化的新型粗纱机、集体落纱细纱机、自动络筒机的现代棉纺设备,将符合现代纺织企业发展的需要,同时对纺织机械制造企业在产品结构转型、生产技术升级等各方面起到重大的推动作用。
21世纪初,太平洋机电(集团)有限公司在国内率先提出了“数字化纺织机械”的理念,提出了“以数字化纺机推动纺织工业信息化”的发展战略,此观念已成为当前新型纺织机械的普遍要求。数字化纺机是世界纺织机械发展的方向,以数字化单机、车间级自动化和车间、企业信息化系统工程为标志,用信息化改造传统工业是其生存发展的必由之路。
“十二五”期间,棉纺业生产要达到每万锭用工70人。在纺纱工艺流程的装备中,采用多电机传动的粗纱机、带自动集体落纱装置的长细纱机和多电机驱动的自动络筒机是实现减少纺织企业用工的关键设备,具有极大的市场潜力。
上海二纺机股份有限公司顺应这一发展的方向,在高效现代棉纺关键设备项目中率先对新型粗纱机、集体落纱长细纱机、自动络筒机三大类产品的研制、开发、商品化生产等各方面进行了探索,取得了效果,并在纺织企业中进行了规模化推广。
1 高效现代棉纺关键设备的用途、技术参数及纺纱机理
高效现代棉纺关键设备项目涉及新型粗纱机、集体落纱长细纱机、自动络筒机。
1.1 新型粗纱机 (见图1)
用途:适用于纤维长度22~60 mm的普梳和精梳纤维及化纤的纯棉和混纺,将并条后的熟条加工成不同支数和不同捻度的粗纱,供细纱机纺制细纱。
技术参数:
(1)锭距:220 mm
(2)锭数:120
(3)纺纱线密度:1 250~200 tex (0.8~5Ne)
(4)适纺纤维长度:22~60 mm
(5)牵伸倍数:4.5~13
(6)卷装尺寸:最大Ø152 mm ×406 mm
(7)最大锭翼工艺转速: 1 500 r/min
(8)牵伸形式:四罗拉双短皮圈牵伸(罗拉直径Ø28.5 mm)

图1 新型粗纱机
纺纱机理:将并条后的棉条通过纱架喂入到牵伸装置,摇架、罗拉、皮圈等组成的牵伸系统对棉条进行牵伸,利用锭翼和筒管的转速差,将牵伸后的棉条卷到筒管上,形成粗纱管,供后道细纱机纺纱用。
粗纱机主要由喂入纱架、牵伸摇架、牵伸罗拉、皮圈、锭翼、筒管、机架、车头传动、吸棉系统、电气控制装置等组成,见图2。
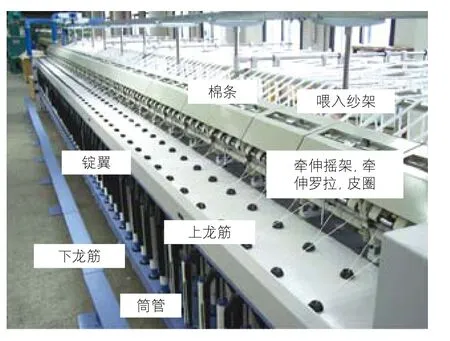
图2 粗纱机纺纱主要部件
机构工作部分的传动有:牵伸罗拉传动、锭翼传动、筒管传动、下龙筋升降传动。四组运动通过计算机控制实现粗纱的纺纱。
1.2 集体落纱长细纱机 (见图3)
用途:适用于棉、棉型化纤的纯纺或混纺,以粗纱喂入、纺制细纱、细纱落纱采用自动集体落纱系统。
技术参数:
(1)锭距:70 mm
(2)锭数:1 200~720等
(3)钢领直径:Ø45、42、38 mm
(4)筒管长度:210 mm
(5)纺纱线密度:49~5 tex(12~120Ne)
(6)锭速:12 500~23 000 r/min
(7)粗纱卷装:最大Ø152 mm×406 mm
(8)集体落纱开车留头率:≥97%

图3 集体落纱长细纱机
纺纱机理:将粗纱通过纱架喂入到牵伸装置,摇架、罗拉、皮圈等组成的牵伸系统对粗纱进行牵伸,锭子高速旋转对纱进行加捻并将纱卷绕到细纱管上,钢领板、导纱板升降运动控制纱的卷绕成形,纺成的细纱管纱供后道自动络筒机络纱用。
集体落纱长细纱机主要由喂入纱架、牵伸摇架、牵伸罗拉、皮圈、锭子、钢领、机架、车头传动、吸棉系统、电气控制、集体落纱装置等部分组成(见图4)。
机构工作部分的传动有:
细纱机主机部分的牵伸罗拉传动、锭子传动、钢领板升降传动由主电机传动,实现细纱的纺纱(见图5、图6)。
集体落纱装置的升降臂运动、输送盘运动、满管纱输送、空管喂入理管运动等(见图7)。
细纱机主机和集体落纱装置的联动控制采用现场总线、计算机控制、光机电一体化,实现纺纱、落纱的全自动化。

图4 细纱机纺纱主要部件
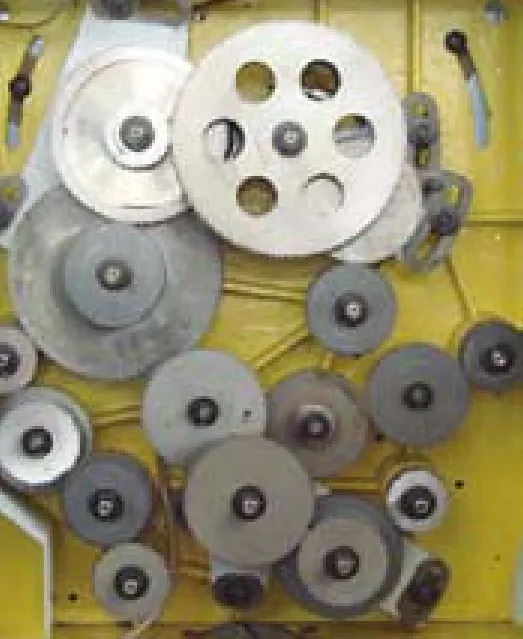
图5 车头传动

图6 牵伸传动
1.3 自动络筒机
用途:将天然和人造纤维的单纱或股纱的细纱管纱络筒至筒子纱,并对纱线进行断纱的无接头捻接和检测(见图8)。
技术参数:
(1)锭数:60锭
(2)纱支范围:333~4.92 tex(2~120 Ne)
(3)管纱长度:180~325 mm
(4)管纱直径:最大Ø72 mm(九孔纱库最大Ø48 mm)
(5)卷绕速度:300~1 800 m/min无级调速;最大机械速度2 000 m/min
(6)卷装形式:圆柱形和圆锥形,半锥角为3°30′、4°20′、5°57′
(7)卷装直径:最大Ø320 mm

图8 自动络筒机
络纱机理:将细纱管纱通过纱库喂入到络筒锭脚,纱通过纱线张力器、纱线捻接器、电子清纱器、曲线槽筒卷绕到纱管上去,络成的筒纱供后道织造用。当出现断纱时,大吸嘴和小吸嘴通过负压各抓住纱头,使纱头进入捻接器的捻接,形成无接头的纱。
自动络筒机主要由喂入纱库、纱线张力器、纱线捻接器、电子清纱器、筒子架、卷绕槽筒、机架、车头传动、吸棉系统、电气控制等部分组成。
机构工作部分的传动:
自动络筒机为单锭模块化结构,每个单锭自成一体,有管纱喂入系统、张力器传动、捻接器传动、槽筒卷绕传动、负压吸风电机传动等,所有的运动通过计算机控制,每锭落纱状态处于上位器控制和检测,实现全自动络纱(见图9、图10)。
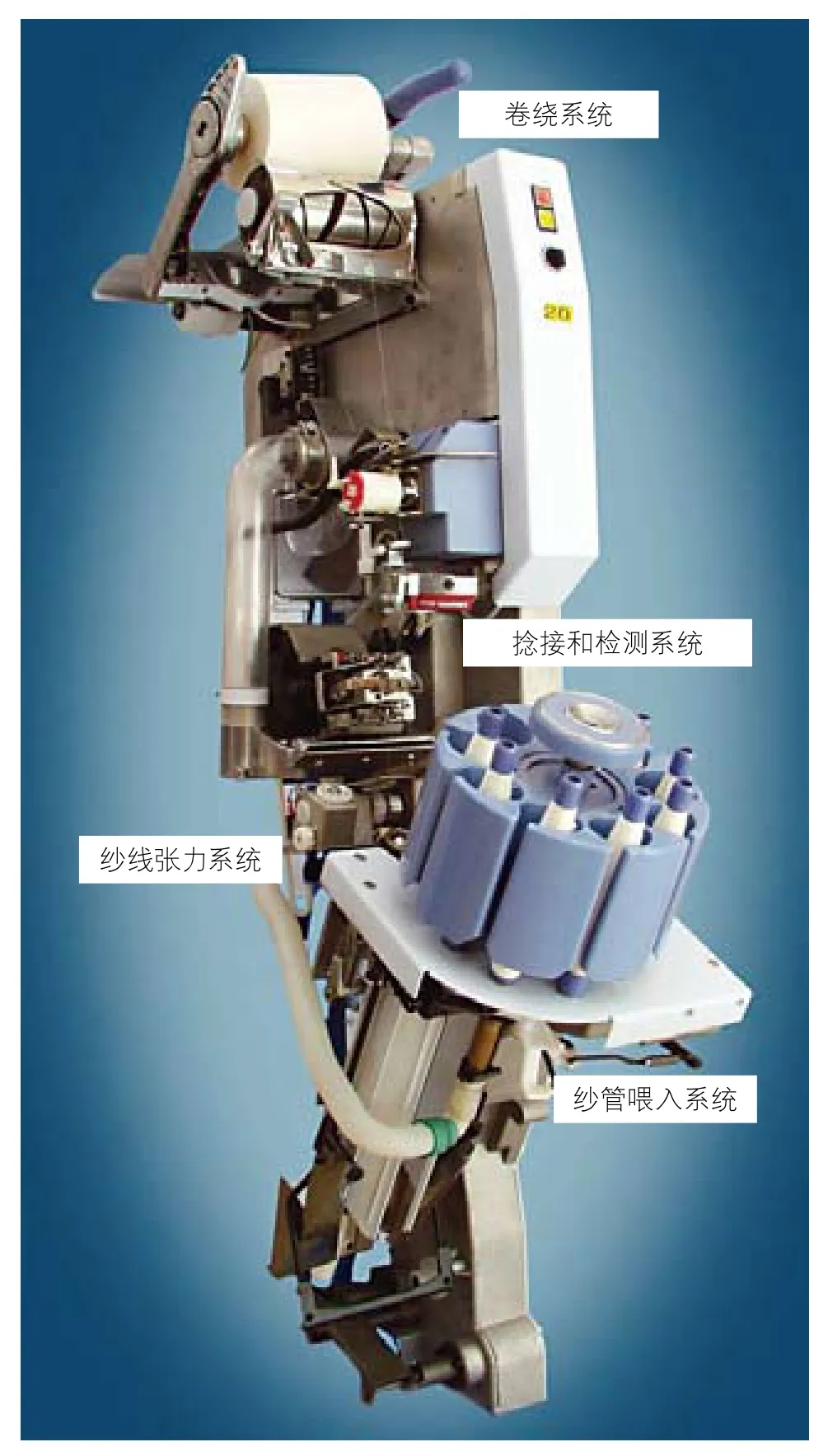
图9 模块化的单锭络筒锭

图10 模块化组合的自动络筒机
2 主要技术关键和创新点
2.1 新型粗纱机
它采用悬锭结构、大卷装;4台电动机分别传动锭翼、筒管、牵伸和龙筋升降,由计算机按设定的工艺曲线控制4个变频器进行同步驱动,满足纺纱工艺要求(见图11、12)。

图11 4台电动机驱动4个运动单元
(1)改变锭翼、筒管传动方式,用伞齿轮、螺旋伞齿轮替换低效率的螺旋交叉轴传动,取消制约高速传动的结构。
(2)多电动机独立驱动,分别直接传动锭翼、筒管、罗拉和龙筋全过程位置控制。利用电机断电瞬时的不同状态,实现断电同步功能。
(3)在试验室进行大量的工艺试验,开发纺纱工艺专家库。
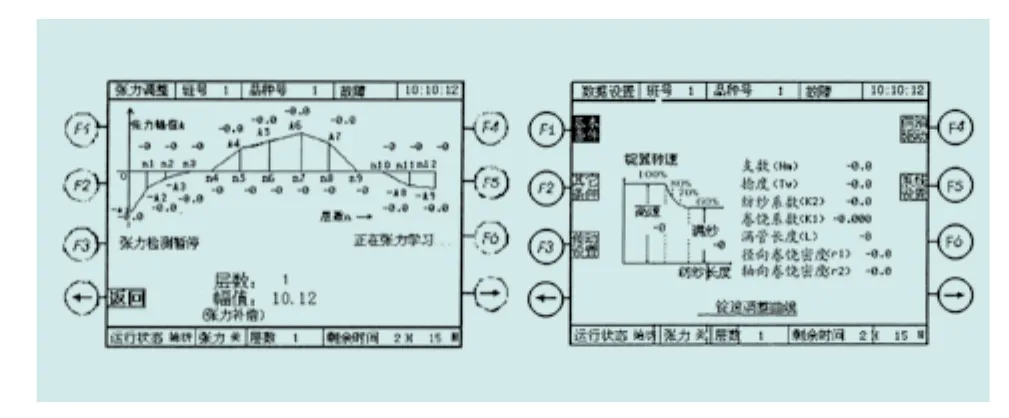
图12 纺纱工艺参数的设定与监控
2.2 集体落纱长细纱机
它是集现场总线、计算机控制、光机电一体化的高新技术产品。
(1)采用以CPU为核心,多电动机独立驱动和现场总线相结合的现代控制技术,伺服电动机驱动或机械联动机构实现钢领板(导纱板、气圈环)上升和下降的运动,使整个运动规律满足不同的纺纱工艺和品种以及与集体落纱相配套的要求,使其能适应后道工序高速退绕的要求,达到最佳的管纱成形和容量,并降低断头率、提高开车留头率(见图13、14)。
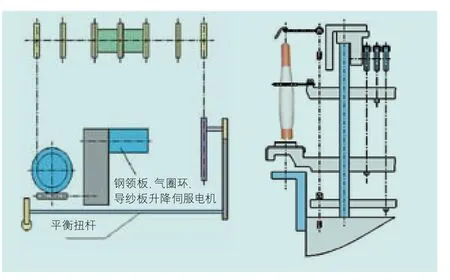
图13 钢领板、导纱板、气圈环3路升降运动
(2)通过CAE进行吸风均匀度理论计算,并通过试验样机进行试验,对负压吸风流道进行重新配置。
(3)通过试验室进行集体落纱装置可靠性试验。
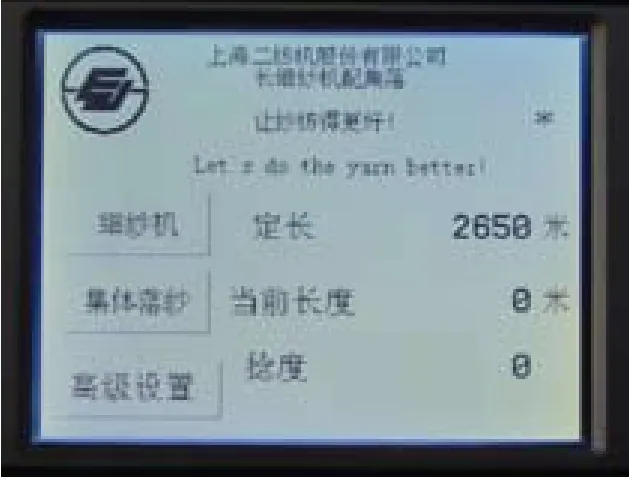
图14 CPU、现场总线的现代控制技术
2.3 自动络筒机
采用传感技术、微电子技术的高度集成,特种电机直接驱动等技术,实现了锭单元模块化设计以及计算机监控系统,车尾提供负压和回丝收集。络筒锭由五个特种电机分别为卷绕、捻接、上蜡、张力和换管等单元提供动力驱动,简化机械结构,提高络纱速度和机械效率、无疵、无结,适合后道工序高速退绕的高品质筒子为纺织工业的提升产品等级奠定了基础。(见图15、16)。
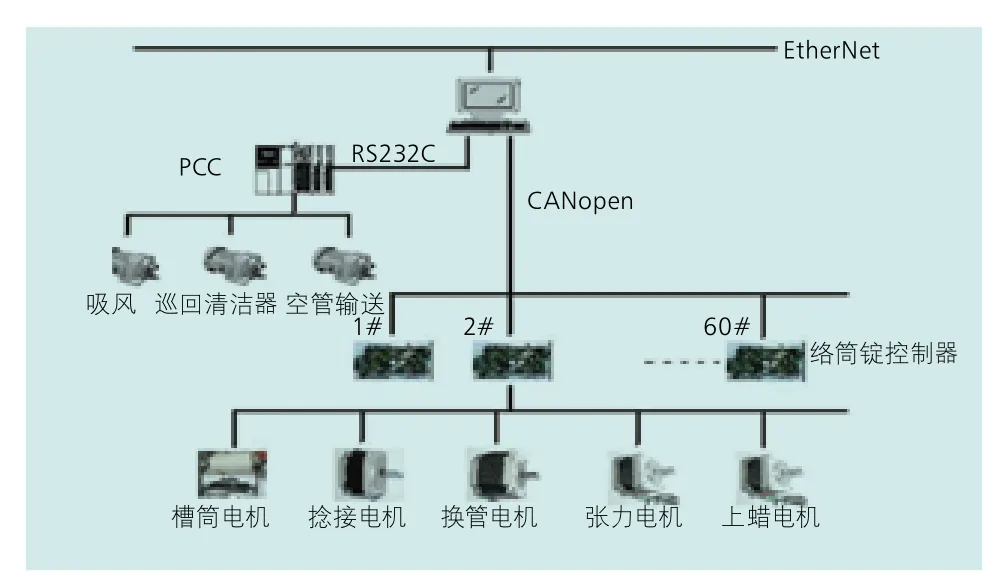
图15 自动络筒机控制系统示意

图16 高速卷绕系统
(1)络筒锭选择最佳的络纱纱路排列,确保络纱过程中对纱线的柔和处理。
(2)捻接器应用高速旋转气流的射流附壁原理,将纱头的捻度解开,又用反向的旋转气流,将二个已没有捻度的纱头,捻合在一起(见图17)。

图17 纱线捻接系统
(3)络纱张力器应用机械式结构,在整个络纱过程中对纱线保持一个恒定的握持力,使纱线的动态张力保持一致。
(4)根据后道高速退绕及筒子染色等工序的需要,采用握持力补偿机构,同时对卷绕密度初始值可进行选择和微调。
(5)将Uster Qusturn Ⅱ iMK C15/C20电容式清纱器作为纱线检测器,保证纱线疵点的检测和清除。
(6)筒子卷绕防叠功能的应用,保证后道工序的高速退绕及防止筒子染色时的色差。
(7)定长和定直径的应用,将筒子与筒子之间的络纱长度差异控制在1%以内。
(8)断电纱线切割功能:防止突然停电时,纱线上的疵点漏过。
3 技术突破
3.1 新型粗纱机
(1)开车启动时避免断头
由于该粗纱机采用四电机分别驱动锭翼、筒管、牵伸和龙筋升降,四部分完全独立传动并由计算机同步控制。完全克服了传统粗纱机电机到筒管的传动链比到锭翼的传动链长的缺陷,避免在开车启动时,筒管启动慢,形成粗纱细节或者产生断头。
(2)防止粗纱断头退绕飘头
当粗纱断头时,由于翼导卷绕时旋转方向会引起断头粗纱退绕飘头影响相邻粗纱,故增加粗纱机前排外侧的光电开关数量和灵敏度,当粗纱卷绕刚一断纱还没有飘头时,已经被光电开关感应自动停车。
(3)克服管纱回转不稳定和动力消耗不平衡
由于翼导卷绕时,在相同情况下锭翼转速始终小于管道卷绕时的筒管转速。粗纱机四部分由四个电机完全独立传动,避免管纱回转不稳定和动力消耗不平衡的问题。
3.2 集体落纱长细纱机
(1)长细纱机的吸风系统
在纺纱过程中,当纱断头时,必须由吸风装置把断纱通过负压吸入风管中,每个吸棉口必须有足够的负压来对断纱进行吸附。特别对长细纱机来说,吸风的总流量需加大,同时要克服长总风管的头、尾端负压差增大,使长总风管的头、尾端负压差减小。通过对细纱机吸风系统的吸风管内空气流动状态和吸风支管口压力分布进行空气动力学仿真试验和分析,结合细纱机的运用状况,对吸风系统进行改进,来提高细纱机的负压吸风系统性能。
(2)细纱机主机的机架振动分析
随着细纱机锭子转速的提高,主轴、机架系统的振动将增加。通过计算机数字化仿真分析,对主轴和机架系统进行受力、强度和结构的动态仿真分析和评估,研究和建立细纱机主轴、机架系统动态数字仿真模型,通过动态数字仿真,为细纱机设计提供理论支持(见图18)。
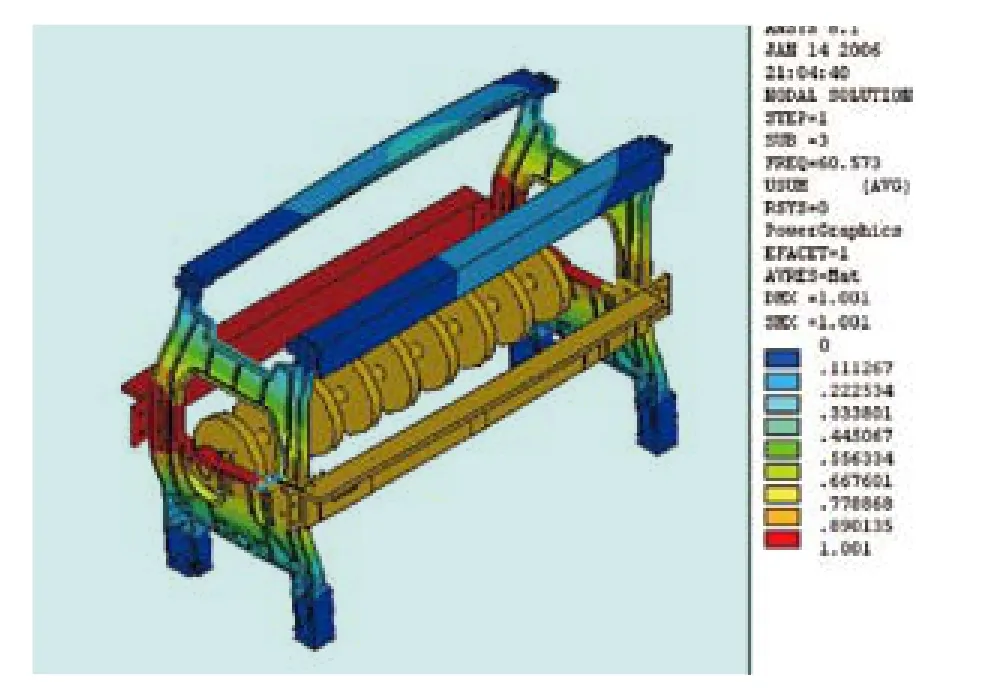
图18 细纱机主轴、机架系统动态数字仿真模型
(3)集体落纱系统的可靠性
集体落纱系统提升横臂的运动、纱管输送盘的移动、满纱管的输送、空管的喂入等一系列运动机构的可靠性和动作的控制协调性,细纱机再启动开机的留头率是集体落纱系统的关键问题,通过计算机模拟设计和样机的实践及用户使用的具体情况不断地进行改进,使之成为满足用户需要的自动化落纱系统。
3.3 自动络筒机
(1)络纱张力的控制
纱线在络筒及织造退绕中的速度都很高。随着退绕速度增加,纱线张力增加,尤其是使纱线产生的短片段张力峰值对纱线质量极为不利。因此在络筒过程中必须控制纱线的张力,使张力适度和均匀。采用气圈破裂器来改变气圈的形状与节数,防止单气圈的产生,减少张力波动。同时还通过张力装置对运动的纱线实施开环或闭环控制,从而得到均匀的纱线张力,保证高速退绕的卷装质量(见图19)。
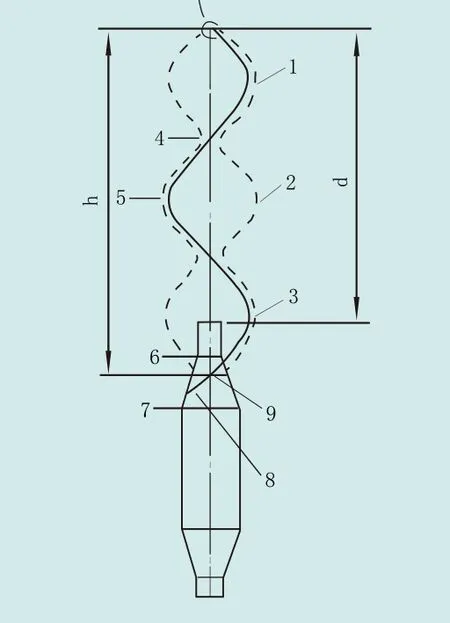
图19 轴向退绕中的管纱及气圈
(2)纱线接头质量的控制
纱线接头质量是衡量成纱质量的主要指标,要求纱线的接头强度≥原纱的80%,接头直接≤原纱的1.2倍。故应用高速旋转气流的射流附壁原理,将纱头的捻度解开,又用反向的旋转气流,将二个已没有捻度的纱头,捻合在一起,形成气捻接头,从而形成高质量的无接头纱。
4 研制过程中形成的技术知识点
通过高效现代棉纺关键设备项目的实践,相关技术人员撰写了专业论文,并参加了全国纺机器材专业委员会组织的论文征集,其中《细纱机主轴和机架系统动态仿真分析》获一等奖,《自动络筒机张力控制技术探析》获二等奖,《粗纱机翼导卷绕纺纱的探讨和试验》获三等奖,这些论文已在《装备机械》杂志第129期和第130期上先后刊发。
在专利方面,共实现专利申请11项,并已授权。
5 项目的推广和效益
高效现代棉纺关键设备项目的研制、开发和推广,已成为我公司的主导产品,累计销售了上百台的新型粗纱机,上千台的集体落纱长细纱机和几百台的自动络筒机,年增加销售额4~5亿元人民币,使公司实现了产品结构的转型和技术水平的提升,成套设备已在国内全面推广,新型粗纱机和的集体落纱长细纱机产品已实现出口。
该成套棉纺设备的推广,将给纺织企业带来直接的经济效益,如棉纺厂用人减少、纺纱质量提高、劳动生产率提高,同时又有较强的社会意义,如工人劳动强度减轻、改善工人生产劳动环境等。
附表以集体落纱长细纱机和普细纱机使用情况作了对比。
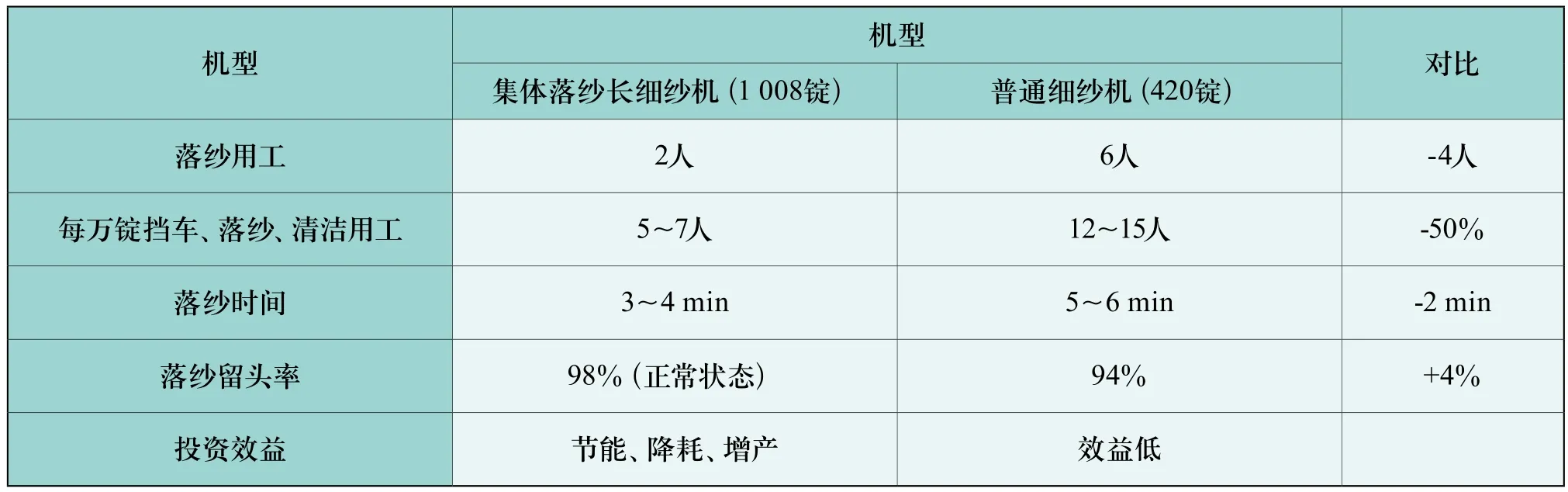
附表
猜你喜欢
服装学报(2022年6期)2023-01-15
棉纺织技术(2022年10期)2022-11-21
纺织器材(2022年4期)2022-08-18
西安工业大学学报(2022年3期)2022-06-29
西安工程大学学报(2022年1期)2022-03-17
毛纺科技(2021年8期)2021-10-14
丝绸(2021年8期)2021-09-06
纺织科学研究(2021年6期)2021-07-15
棉纺织技术(2021年1期)2021-01-15
棉纺织技术(2019年12期)2019-12-30
