
局部激光表面处理对7075铝合金疲劳性能影响的研究
2012-04-27 02:20俞申伟齐芳娟
石家庄铁道大学学报(自然科学版) 2012年2期
俞申伟, 李 剑, 方 敏, 齐芳娟
(1.南车南京蒲镇车辆有限公司,江苏 南京 210000;2.石家庄铁道大学材料科学与工程学院,河北 石家庄 050043)
近些年来,铝合金以其独特的性能在载运工具各个行业得到了广泛应用,尤其是大型客机和高速列车。载运工具采用铝合金车体或机身,都离不开焊接,铝合金在焊接后会出现焊缝区及热影响区的疲劳性能降低的现象,这些种现象会严重影响到载运工具的使用寿命[1-5]。因此,如何提高铝合金焊接结构的疲劳寿命具有重大的经济意义,也成为科研工作者的研究热点之一。
有研究者[6]指出,改善疲劳性能最简单最有效的方法就是引入合适的残余应力场。基于这样的原理,结合激光技术的发展,从“局部工程”的概念出发提出了“局部激光表面处理”的方法,以期引入合适的残余应力场提高7075铝合金结构的抗疲劳破坏能力。
选择航空用7075铝合金为实验材料,分别对局部激光表面处理前后试样的疲劳裂纹扩展行为进行了试验研究,并结合有限元残余应力模拟及硬度试验等手段对该方法改善铝合金疲劳行为的机理进行了分析。
1 试验研究
选用7075铝合金作为载运工具用铝合金材料的代表来进行相关实验研究。实验所用7075铝合金为西南铝业(集团)有限责任公司生产,合金状态为7075-T6,规格为6 mm×1220 mm×2440 mm,抗拉强度为530 MPa,屈服强度为452 MPa,延伸率为12%。其化学成分如表1所示。

表1 7075铝合金化学成分 %
试验用试样为紧凑拉伸试样,即CT试样。试样规格为标准的CT-100试样,按照中华人民共和国国家标准(GB/T 6398—2000)“金属材料疲劳裂纹扩展速率试验方法”进行设计加工。CT-100试样的具体尺寸如图1所示。
1.1 激光表面扫描处理
激光扫描设备为武汉华工激光成套设备有限公司生产的HG-HL-5000型CO2激光器。激光表面处理的工艺参数包括:激光的热输入功率、光斑直径、扫描速率、激光处理道的间距等。具体处理工艺条件及安排如表2所示。其中的“20 mm”表示激光光斑中心距离缺口尖端20 mm的CT试样;“5 mm”表示激光光斑中心距离缺口尖端5 mm的CT试样。为了防止铝合金表面对激光的反射,在CT试样表面涂了一层吸光涂料。

表2 CT试样激光表面处理工艺参数
1.2 疲劳裂纹扩展试验

图1 CT-100试样尺寸图(单位:mm)
疲劳实验使用长春试验机研究所生产的高频拉压疲劳试验机进行。实验时应力比R=0.5,ΔK=6 MPa·m1/2,Pmax=5.32 kN,Pmin=2.66 kN,a0=20 mm。实验共测试12个试样,其中母材4个,激光处理距离缺口尖端5 mm处试样4个,激光处理距离缺口尖端20 mm处试样4个。
在试验过程中要逐一记录裂纹长度ai及相应的载荷循环次数Ni。应用拟合a-N曲线求导的方法确定da/dN,采用七点递增多项式方法处理得到CT试样的(ΔK)i和(da/dN)i数据。
1.3 有限元残余应力模拟
利用ANSYS程序对激光扫描过程进行模拟计算。计算采用间接法进行,温度场选用solid70单元,结构分析选用solid45单元。建模时,考虑到激光表面处理区域温度梯度比较大,对应力变形影响大,采用相对较小的网格,网格大小为2 mm,其他部位网格大小为4 mm(过渡区自由划分),厚度方向网格大小为2 mm。具体网格划分结果如图2所示。温度场计算中构件的初始温度为20℃,热对流系数为HC=100 W/(m2·℃)。结构计算中的力学边界条件依据实际情况,未对试样施加任何约束。
2 试验结果与分析
2.1 疲劳试验结果及分析
图3为母材试样和两种激光工艺处理后的试样的疲劳裂纹扩展速率对比图。图3(a)所示为母材和5 mm处激光扫描试样的da/dN-ΔK关系对比,由图3中可以看出,在低ΔK区域,经过激光表面处理的试样的裂纹扩展速率明显小于母材试样,随着ΔK增加,两种试样裂纹扩展速率之间的差距逐渐缩小,在高ΔK区域,两种试样的裂纹扩展速率相近,裂纹开始失稳扩展。图3(b)为母材和20 mm处激光处理试样的da/dN-ΔK关系对比,由图3中可以看出,在裂纹开始扩展阶段,经过激光表面处理的试样的裂纹扩展速率要明显小于母材试样,而随着ΔK的增加,两种试样的裂纹扩展速率之间的差距逐渐缩小,但激光处理试样的裂纹扩展速率始终远小于母材试样。两组对比试验的结果都说明局部激光表面处理能有效降低7075铝合金的疲劳裂纹扩展速率,提高疲劳寿命。
2.2 残余应力模拟结果及分析
图4为局部激光扫描后两种试样x方向残余应力沿裂纹扩展路径的分布。
从图4中可以看出,5 mm处理试样表面存在的残余应力较小,仅在缺口尖端存在5 MPa左右的残余压应力,随着离缺口尖端距离的增加,压应力值迅速减小,在激光扫描处变为拉应力,其值仅为1.5 MPa,随后,随着远离激光扫描线,拉应力转换为压应力,但其值小于1 MPa。20 mm处理试样在缺口尖端处存在9 MPa的残余压应力,而后随着进入激光扫描区域,压应力迅速转换为拉应力,在激光扫描中心线上,最大拉应力值达到117 MPa,然后,随着远离激光扫描区域,拉应力又迅速转变为压应力,其值约为5 MPa。

图2 有限元划分网格结果

图3 da/dN-ΔK关系曲线
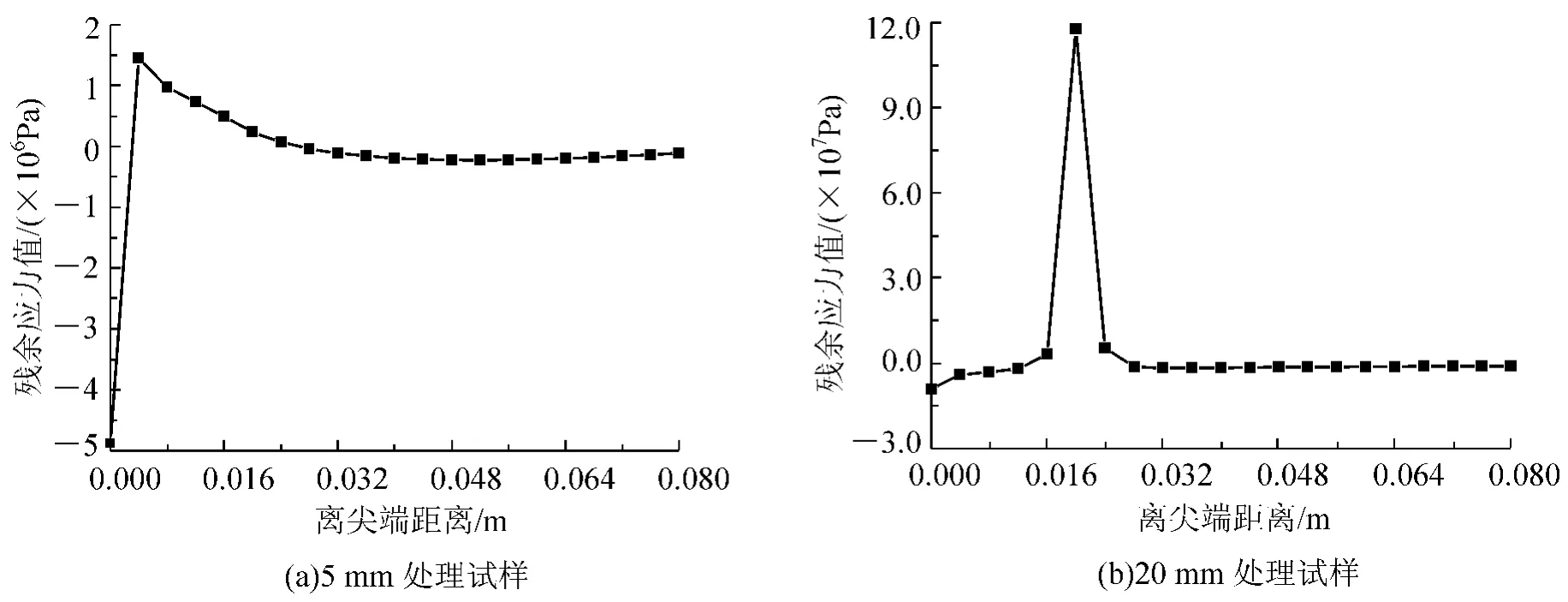
图4 x方向残余应力在裂纹扩展路径上的分布
在疲劳裂纹扩展速率测试过程中,由于残余压应力的存在,相当于降低了实际施加载荷值,从而降低了疲劳载荷的平均应力,如图5所示。
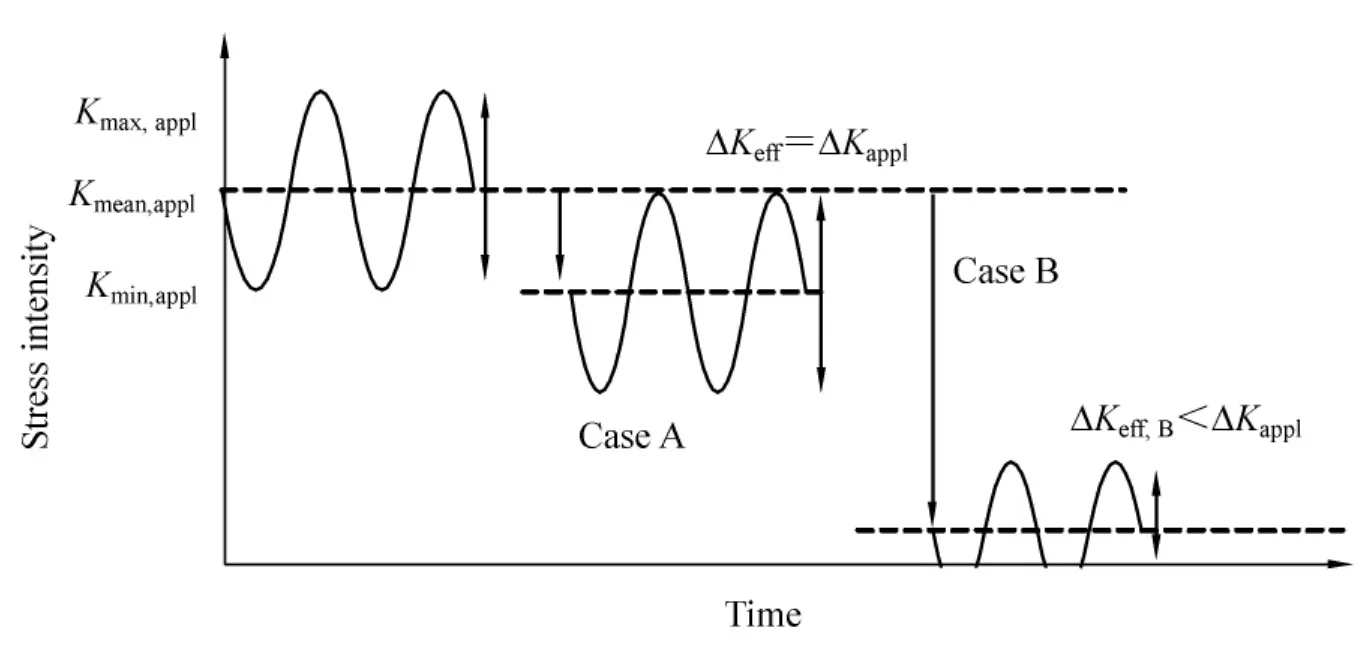
图5 存在残余压应力情况下ΔKeff变化示意图
在图5中,ΔKeff表示有效应力强度因子范围。曲线图表示的是有效应力强度因子范围ΔKeff不会随着存在的残余压应力对应力强度因子范围ΔKappl影响而产生改变。残余压应力的存在降低了平均有效应力强度因子Kmean,eff,因此当裂纹扩展到这个范围时,疲劳裂纹的扩展速率将比只有外加负载时降低。
因此,对于20 mm处理试样,残余应力的分析结果可以很好的解释试样疲劳性能提高的原因。但对于5 mm处理试样,由于残余应力场很小,难以单纯从残余应力的角度来解释疲劳性能提高的原因。而对其进行的硬度试验表明,经过激光表面处理后,处理区域的硬度降低。有文献[7]指出铝合金的软化会导致疲劳裂纹扩展延迟现象,因此,对于5 mm处理试样,有可能是局部软化的作用导致了疲劳性能的提高。
3 结论
(1)疲劳裂纹扩展试验结果表明,局部激光表面处理能有效降低7075铝合金裂纹扩展速率,提高疲劳寿命。
(2)有限元残余应力分析及硬度试验表明:对距缺口尖端20 mm处理试样,其存在的残余压应力是其疲劳性能提高的主要原因;对5 mm处理试样,由于残余应力较小,难以对疲劳性能产生大的影响,其扫描区域的局部软化现象是其疲劳性能提高的主要原因。
(3)对于局部软化现象对7075铝合金疲劳性能的影响,未做深入研究。如需探究局部软化现象对铝合金疲劳性能影响的机理,尚需进一步的实验研究。
[1]周万盛,姚君山.铝及铝合金的焊接[M].北京:机械工业出版社,2006.
[2]苗景国.铝合金材料在现代汽车制造业的应用[J].黑龙江冶金,2009,29(2):26-28.
[3]刘铭,张坤,黄敏,等.7475-T735 铝合金抗疲劳性能研究[J].稀有金属,2009,33(5):626-629.
[4]杨柳青.汽车覆盖件模具材料激光表面相变硬化工艺与性能研究[D].南昌:华东交通大学机电工程学院,2002.
[5]马场义雄,孙本良.飞机铝合金发展动向[J].铝加工技术,1990(4):21-31.
[6]陆索,金属疲劳损伤[M].北京:国防工业出版社,1976.
[7]WAMAN V V.Assessment of fracture and fatigue crack propagation of laser beam and friction stir welded aluminium and magnesium alloys[J].Advanced Engineering Materials,2006,8(5):399-406.
猜你喜欢
护理实践与研究(2021年6期)2021-04-22
科学中国人(2018年8期)2018-07-23
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年1期)2016-02-27
山东冶金(2015年5期)2015-12-10
焊接(2015年8期)2015-07-18
汽车维护与修理(2015年6期)2015-02-28
断块油气田(2014年5期)2014-03-11
表面工程与再制造(2014年2期)2014-02-27
