
硅藻土/PVC木塑复合材料涂饰技术
2012-03-27 07:31王桂英任象玉邱继风王树东
长春工业大学学报 2012年3期
王桂英, 任象玉, 邱继风, 王树东
(1.吉林化工学院化工与材料工程学院,吉林吉林 132022;2.白山市科学技术研究所,吉林白山 134300;3.德惠市东华化工有限责任公司,吉林德惠 136066)
0 引 言
硅藻土/PVC木塑复合材料是经硅藻土改性的PVC木塑材料,是一种生态洁净的绿色环保产品[1-4],广泛用于室内外装潢,如室内门、窗套、门套、天花板、墙裙板、踢脚线等。经挤出工艺得到的木塑基材颜色单一,表面还存在麻点、条纹、划痕等缺陷,满足不了人们的审美要求,因此,需对木塑材料表面进行涂饰,以达到基材的保护和满足人们的审美要求。
国内外普遍采用的木塑材料涂饰方法主要有:PVC覆膜、贴木皮或纸皮、表面喷漆或淋漆、水转印和热转印等[3,5-7]。PVC覆膜是利用热压粘合或是真空吸塑的办法进行表面处理,时间一长,PVC膜就会老化脱落,或是空气进入使基材与PVC膜间起泡,而且PVC膜的颜色有色差,不逼真;贴木皮或纸皮后涂漆的复合材料,在潮湿的环境下易起泡、掉漆、脱皮,并且采用的粘合剂大多含有甲醛或其它对人体有害的有机溶剂;热转印产品技术是利用高温将彩膜贴于木塑材料表面,虽具有环保优势,但由于热转印膜较薄,热转印材料表面的丰满度差,不耐刮擦,因此,开发木塑表面的涂饰新技术势在必行。
文中探讨一种新的硅藻土/PVC木塑复合材料的表面涂饰方法,工艺路线为:基材处理→上底色(辊涂)→砂磨→上花纹(印刷)→上UV面漆→流平→UV固化。
硅藻土/PVC木塑材料可用于室内门、门套、窗套、橱柜门等室内装饰装潢,常受到摩擦、撞击、阳光照射、冷热温差的影响,因此,表面漆膜要求具有一定的耐抗性,即耐磨性、耐黄变性、耐冲击性、耐污性和耐热性等。同时,木塑材料出厂前应涂装完毕,涂层除具有装饰作用外,还要满足后续的加工要求,如切割、锯、钉和刨,因此,要求漆膜具有较好的附着力、柔韧性、耐冲击性等。
文中针对硅藻土/PVC木塑材料的表面特点,从成本、环保和性能等综合因素出发,开发了底涂涂料、花纹涂料和UV罩光涂料,使木塑材料达到表面耐磨、抗冲击、抗划伤的效果,达到保护和修饰的目的,解决其它方法存在的缺陷。
1 实验部分
1.1 主要原料和仪器
1.1.1 主要原材料
1.1.1.1 树脂
A-36热塑丙烯酸树脂,加合树脂企业股份有限公司;
CAB 381-0.5醋酸丁酸纤维素,广州帝展国际贸易公司;
6170,6154B-8,611B-85和6154B-80脂肪族聚氨酯,台湾长兴化学品公司;
6215-100改性环氧丙烯酸酯,台湾长兴化学品公司。
1.1.1.2 活性单体
甲基丙烯酸羟乙酯(HEMA)、1,6-己二醇二丙烯酸酯(HDDA)、三羟甲基丙烷三丙烯酸酯(TMPTA)、二季戊四醇六丙烯酸酯(DPHA),江苏三木公司。
1.1.1.3 着色剂
钛白粉R-960,杜邦;
RM Red F5RK永固红、RM Blue BGS酞青蓝、RM Yellow 2GS耐晒黄,杭州力禾;
Bayferrox氧化铁系颜料:4140铁红、4110铁红、4920铁黄、4610铁棕,拜尔;
880碳黑,卡博特。
1.1.1.4 助剂
BYK-333,BYK-163,德国毕克;
DeuRheo 201P,防沉剂,上海翔资化工有限公司;
2000目超细滑石粉,东莞市鼎元钛业有限公司;硅藻土,白山市科学技术研究所监制。
1.1.1.5 引发剂
2-羟基-2-二甲基-1-丙酮(1103),常州华钛化学股份有限公司。
1.1.1.6 溶剂
乙酯(EAC),异丙醇(IPA),醋酸丁酯(BAc)、丙二醇甲醚醋酸酯(PMA),工业品。
1.1.1.7 涂料
硝基漆(NC)、聚酯漆(PE)、聚氨酯漆(PU),市售;
DH-100自制底涂涂料、DH-200自制印花涂料、DH-300自制UV罩光涂料。
1.1.2 仪器
JJ-1高速搅拌机,深圳市国华仪器厂;
TEM LSM-2L砂磨机,秦皇岛亿利化工机械制造有限公司;
线棒涂布器,涂-4杯,PPH21型铅笔硬度计,上海现代环境工程技术有限公司;
UV-102型光固化机,欧石曼科技发展有限公司;
UV-INT150,UV能量计,广州骏豪印刷器材有限公司;
辊涂机,勤诚(上海)电子设备厂。
1.2 试样制备
1.2.1 DH-100系列单色底涂涂料/DH-200系列花纹涂料的制备
单色底涂涂料和花纹涂料基本配方见表1。
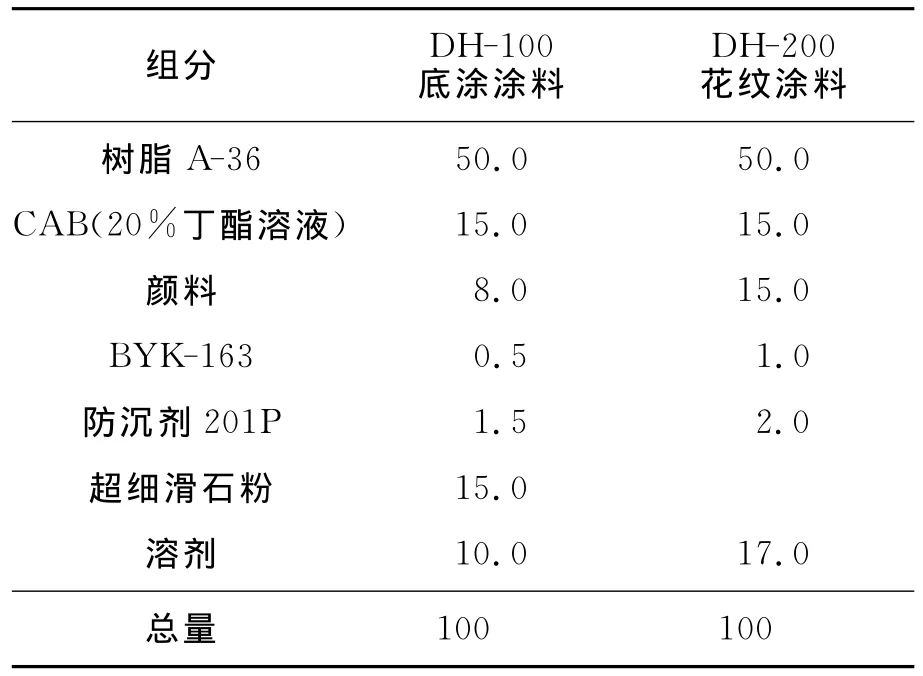
表1 单色底涂涂料和花纹涂料的基本配方 %
按表1配制单色漆,依次加入树脂、溶剂、助剂及颜料,砂磨分散到细度≤25μm,搅拌均匀。
1.2.2 复色底涂涂料/花纹涂料的制备
用单色涂料调配成所需颜色。
1.2.3 罩光UV涂料的制备
将预聚物、活性稀释单体、光引发剂、助剂按照配方比例混合,搅拌均匀(注意避光),400目过滤。
1.3 漆膜的制备
1.3.1 底色漆膜的制备
选用300mm×500mm的硅藻土/PVC木塑板,先用400目砂纸打磨、吹扫;用辊涂机将底涂涂料涂饰于木塑基材上(必要时可喷涂),干燥,使其固化成膜。
1.3.2 花纹漆膜的制备
利用印花机将花纹涂料涂布于已辊涂色漆的样板上,干燥。
1.3.3 罩光漆膜的制备
选用经底涂纯色或印制花纹的300mm× 500mm的硅藻土/PVC木塑板,经辊涂机涂饰(必要时可喷涂),红外干燥、流平、UV固化成膜。
1.4 性能测试
1.4.1 涂层附着力
参照GB9256-88方法,通过划格实验的方法判定漆膜的附着力,定为6级,0级最佳,5级最差。
1.4.2 涂层硬度
参照GB6739-86方法,使用漆膜铅笔划痕硬度计测试涂层的铅笔硬度。
1.4.3 涂层柔韧性
参照GBT1731-93方法测试,7级最优,1级最差。
1.4.4 涂层耐热性
在漆膜上画十字格,放入120℃烘箱中,3min后观察漆膜状态。
2 实验结果与讨论
2.1 底涂涂料的选择
硅藻土/PVC木塑涂饰前后的效果如图1所示。
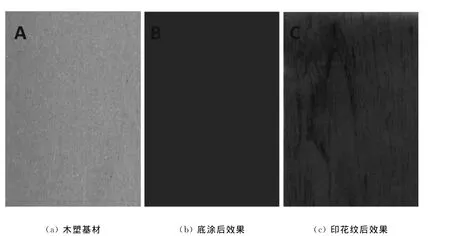
图1 硅藻土/PVC木塑涂饰前后的效果图
硅藻土/PVC木塑复合材料基材(见图1(a))颜色单一,表面还存在麻点、条纹、划痕等缺陷,满足不了室内装饰装潢的需要。底涂的目的:1)遮盖瑕疵和增加表面平整度;2)使木塑材料表面呈现不同的底色和纹路,效果分别见图1(b)和图1(c),以满足人们的审美要求。
为满足生产、装饰和后续加工的需要,底涂涂料应满足如下要求:
1)同木塑基材、花纹涂料和UV罩光涂料具有好的附着力;
2)干燥速度快;
3)易于打磨;
4)具有适当的硬度和柔韧性;
5)色彩鲜艳,耐候性好。
文中考察了几种市售的常规涂料,如硝基漆(NC)、聚酯漆(PE)、聚氨酯漆(PU)、PVC涂料以及自制DH-100底涂涂料。底涂漆膜性能见表2。
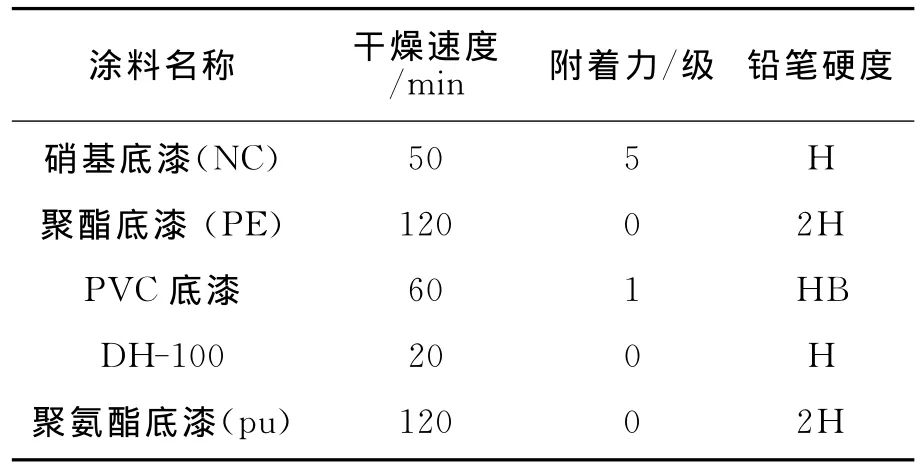
表2 涂料种类对底涂漆膜性能的影响
由表2可见,涂料种类对漆膜性能有较大影响,主要体现在以下方面:
1)干燥速度的差别。聚酯涂料、聚氨酯涂料干燥速度较慢;硝基漆、PVC涂料和自制的DH-100底涂涂料,干燥速度较快,有利于大规模快速生产。
2)附着力的差别。底涂涂料的种类对硅藻土/PVC木塑底材的附着力有较大影响,聚酯涂料、聚氨酯涂料和自制HD-100涂料的附着力较好,PVC涂料次之,硝基漆附着力最差,结果如图2所示。
3)柔韧性。由于各种涂料采用的主体树脂不同,固化膜的交联密度和玻璃化温度不同,致使漆膜具有不同的硬度和柔韧性。聚酯漆和聚氨酯漆为双组分固化体系,交联密度大,因而硬度相对较大,柔韧性较差;HD-100底漆的柔韧性和PVC涂料的柔韧性较好。
底涂的目的是遮盖瑕疵和提供底色,为增加表面的耐抗性和装饰性,木塑复合材料的表面还需要罩光,底涂油墨的硬度和柔韧性应适中,既要便于打磨,又要耐模切。PVC涂料尽管附着力和柔韧性不错,因涂料含酮类溶剂常会出现“烧底”现象;另外,PVC涂料漆膜相对较软,不易打磨,给生产施工带来不便。
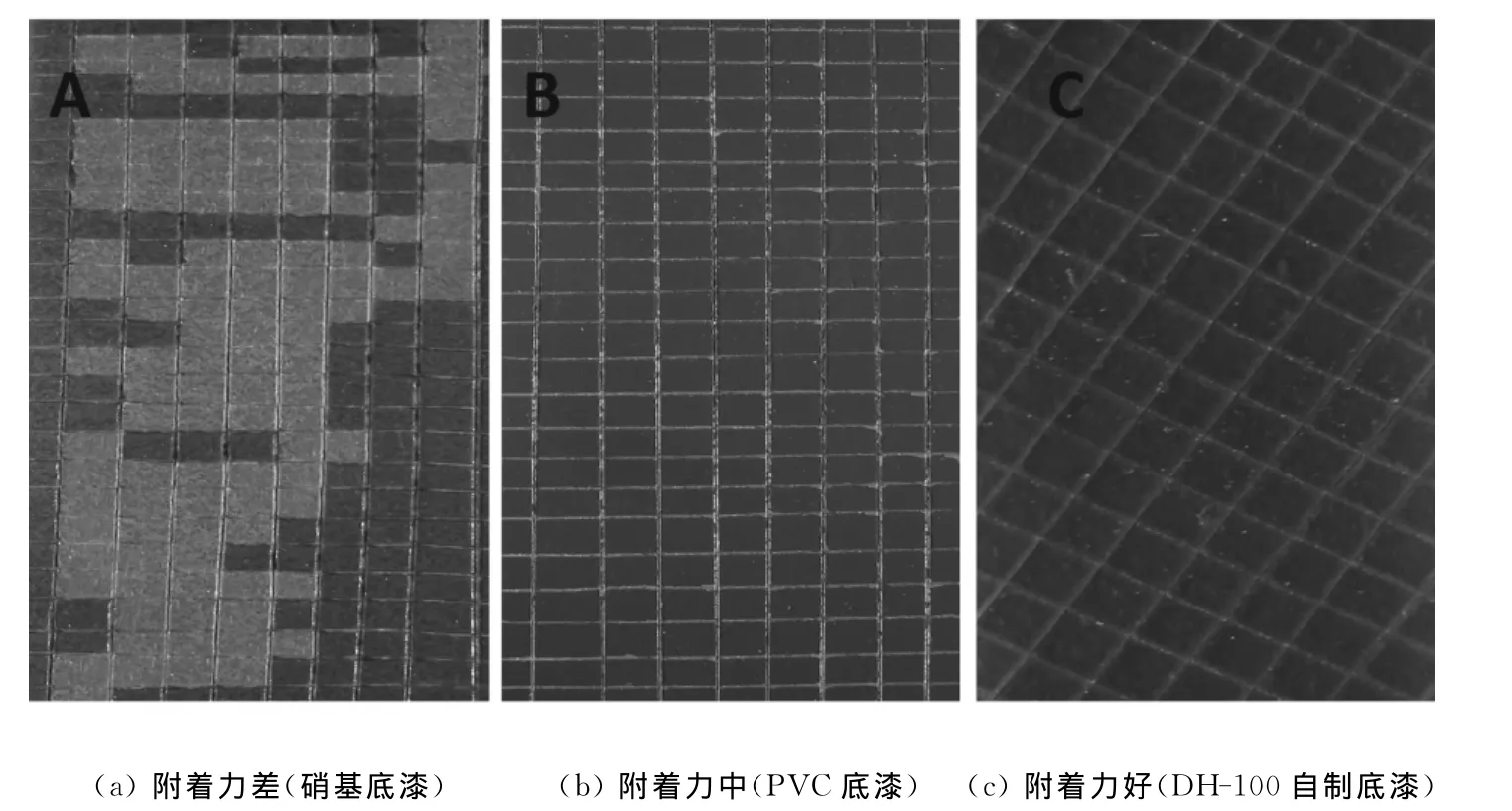
图2 底涂涂料附着力对比
聚氨酯和聚酯涂料对硅藻土/PVC木塑材料的附着力很好,因干燥速度较慢,所需操作空间较大,生产周期较长;另外,聚氨酯和聚酯涂料漆膜较硬,打磨过程费工费时,增加了生产成本。而自制的HD-100系列底涂涂料不但附着力好,而且干燥速度相对较快,硬度和柔韧性适中,易于打磨处理,切割实验表明,不会出现“崩漆”现象,因此,自制的HD-100底涂涂料的综合性能较好。
2.2 花纹涂料的研究
选择与底涂涂料相同的热塑丙烯酸树脂A-36为主树脂,以特种碳黑和各种高耐光性的有机颜料为着色剂,配制花纹涂料(典型配方见表1)。应用结果表明,该花纹涂料与底涂漆膜的附着力好、着色力强、干燥快,可满足快速印刷的要求。
2.3 UV罩光涂料的研究
紫外光固化(UV)涂料绿色环保、高效、漆膜耐抗性好,该技术在世界范围内获得了广泛重视和快速增长[8-12],其应用领域越来越广。文中考察了预聚物种类、活性单体对附着力、硬度和耐热性的影响。
2.3.1 预聚物对漆膜性能的影响
不同预聚树脂复配制得UV漆膜的附着力比较如图3所示。
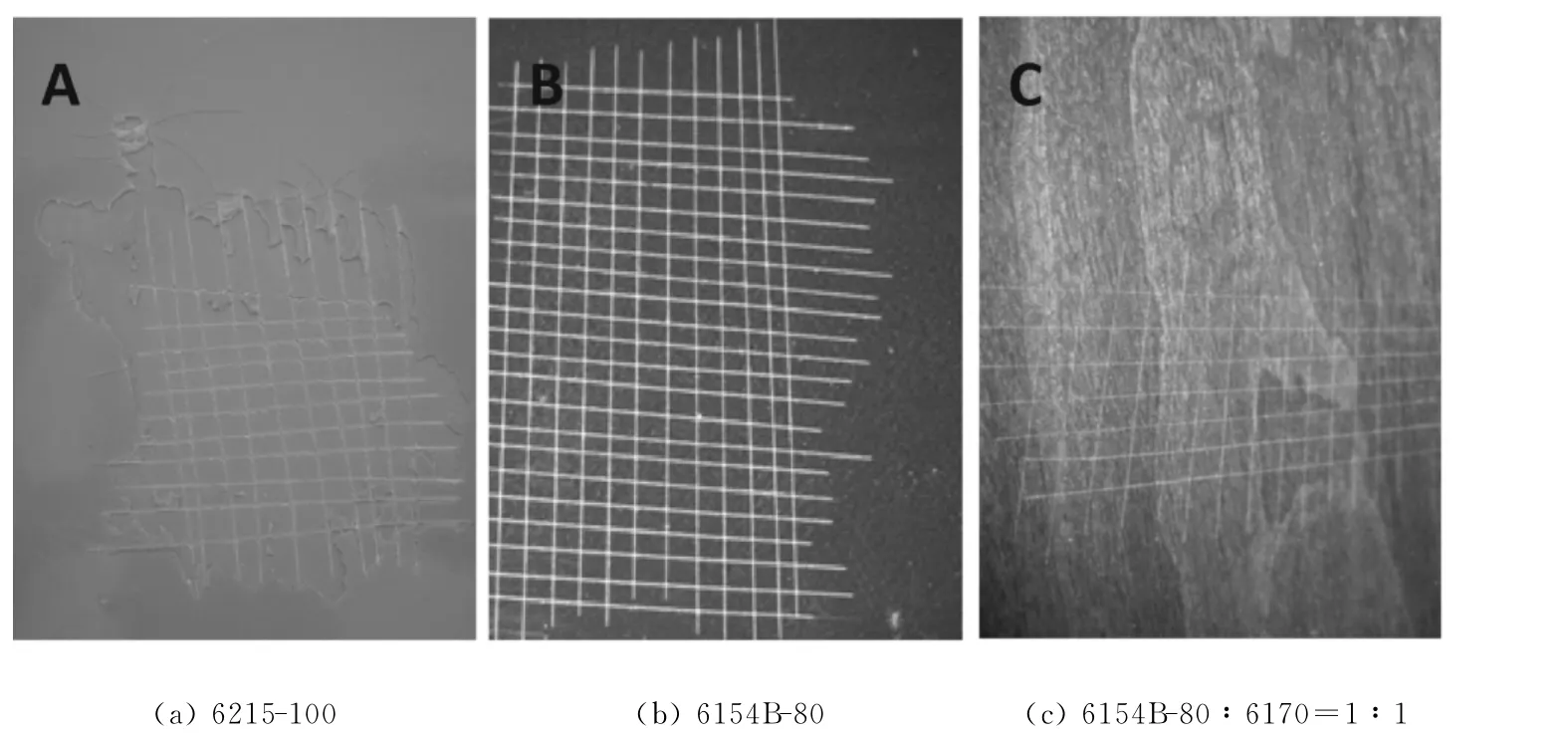
图3 不同预聚树脂复配制得UV漆膜的附着力比较
预聚物是光固化涂料的主体,它的性能在很大程度上决定了光固化后材料的主要性能,如附着力、硬度、抗划伤、耐温性等[9]。UV罩光涂料的基本配方见表3。
按表3的基础配方配制了罩光油墨,在400mJ/cm2的UV光强度下,漆膜性能见表4。

表3 UV罩光涂料的基本配方
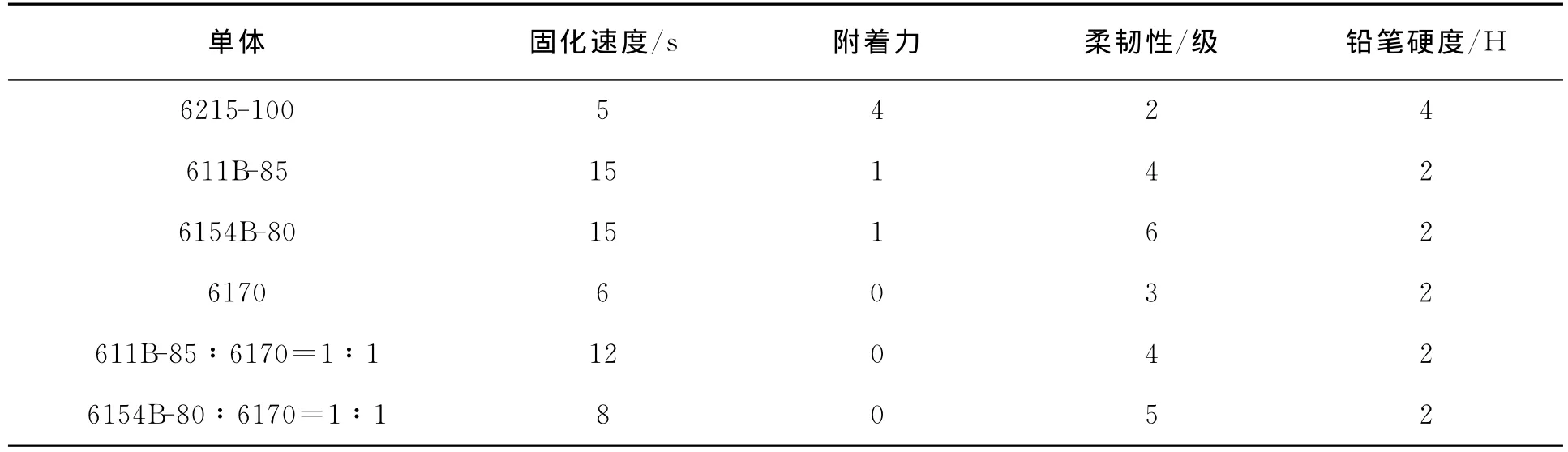
表4 不同预聚物对漆膜性能的影响
由表4可以看出,环氧丙烯酸酯6215-100固化速度快,漆膜硬度较高,与底膜附着力较差(见图3(a)),可能是由于固化时收缩较大,内应力过强,致使附着力较差。固化过程中的应力则来自两个方面:1)在固化过程中,UV涂料层体积收缩,造成与底涂漆膜在变形上的差异,在上下涂层间的界面上产生应力;2)UV固化为快速反应,材料在短时间内剧烈放热,这种反应会造成涂层材料本身结构的不均匀性,造成涂层本身的内应力[9]。
聚氨酯丙烯酸酯6170,6154B-80,611B-85及其复配的UV罩光涂料附着力较好,并且复配后的附着力优于单独一种聚氨酯丙烯酸酯,经十字格检测没有脱落现象(见图3(b)和图3(c))。因聚氨酯的官能度不同,致使其固化速度不同,为增加生产效率,应尽量提高固化速度,6170脂肪族聚氨酯含有4~5官能基,固化速度相对较快;其余为2官能度的脂肪族聚氨酯树脂,固化速度相对较慢。由于6154B-8具有较好的耐污性,较适宜室内装饰材料,因此,综合考虑附着力、速度、耐污性等性能,UV面漆应由6154B-80和6170树脂复配而成。
2.3.2 活性单体对漆膜性能的影响
活性单体是一种含有可聚合官能团的有机小分子,它不仅溶解和稀释低聚物,调节体系的粘度,而且参与光固化过程,影响涂料的光固化速度和固化膜的各种性能[11],活性单体的官能度在一定程度上也影响涂料的光固化速度和漆膜的力学性能。因此,选择合适的活性单体也是光固化涂料配方设计的重要环节。以6170∶6154B-80=1∶1为主体树脂,占总质量的50.8%,引发剂为1103占3%,活性单体占44%。调节单体种类及其比例,漆膜性能见表5。
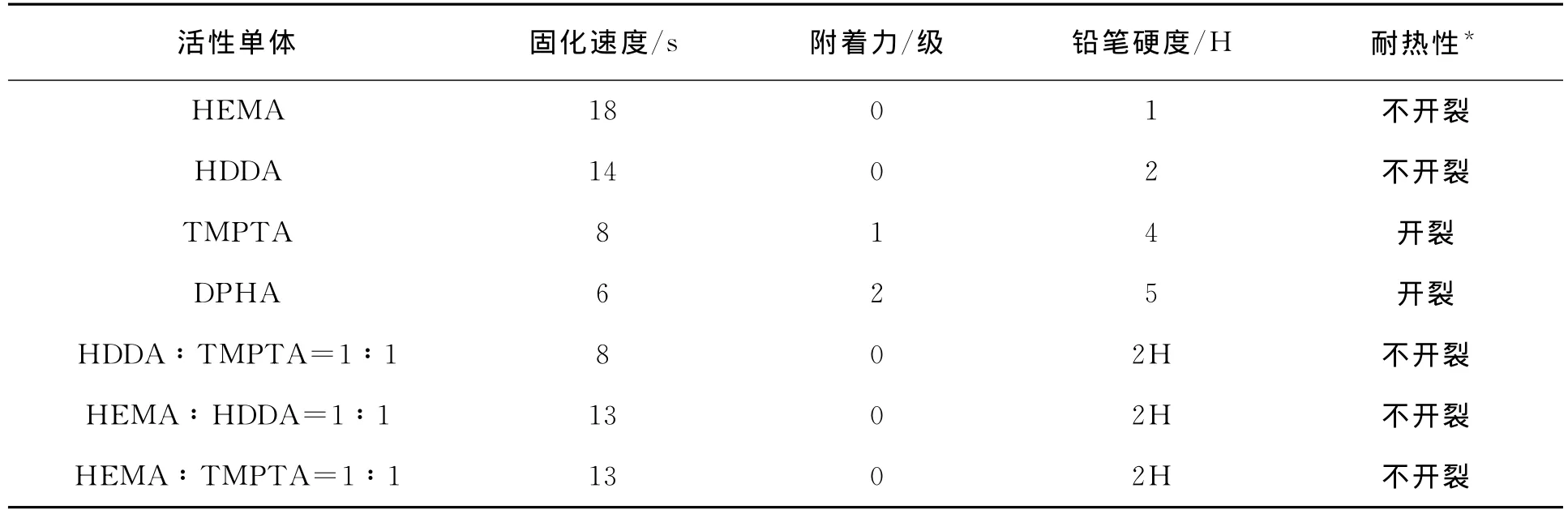
表5 活性单体对漆膜性能的影响
从表5可以看出,活性单体的种类对干燥速度、附着力、硬度和柔韧性都有一定的影响。随着单体官能度的增多,光固化反应活性越高,固化速度越快,同时,固化膜的交联密度增大,硬度提高,但柔韧性和耐模切性都变差。
活性单体对漆膜耐热性的影响如图4所示。
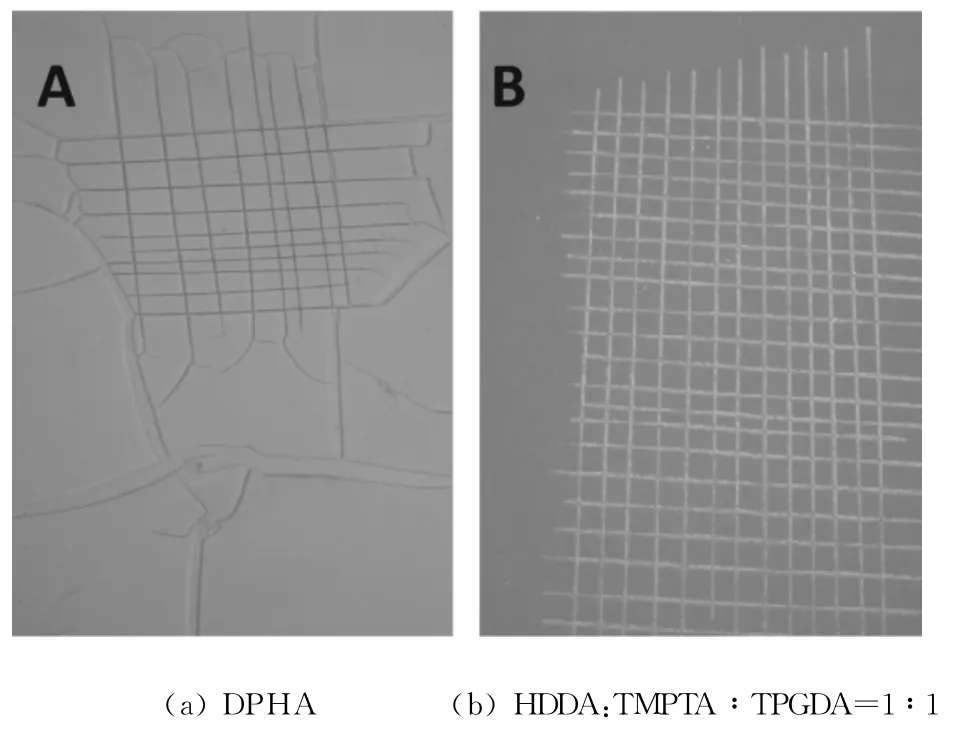
图4 活性单体对漆膜耐热性的影响
DPHA的附着力最差,可能原因如下:
1)DPHA是六官能团单体,相对于二官能团单体(HDDA)及单官能团单体(HEMA)其粘度较大,加入后会影响涂料对色漆和花纹漆膜的润湿程度。
2)DPHA相对于二官能团单体及单官能团单体而言,它的固化收缩率大,残余应力增加,进而影响附着力和耐热性,单独选用DPHA为单体,漆膜在120℃烘箱中3min后会出现开裂的现象(见图4(a));而其它样板在同样条件下则不会开裂(见图4(b))。当活性单体采用HDDA∶TMPTA=1∶1时,UV面漆的综合性能较好。
3 结 语
1)考察了各种涂料对硅藻土/PVC木塑基材的附着力、硬度和柔韧性,确定了以热塑丙烯酸树脂为主体树脂的自干性底涂涂料。
2)以丙烯酸树脂为主体树脂,以特种碳黑和各种高耐光性的有机颜料为着色剂,优化了适用于印刷方式的木塑花纹涂料。
3)考察了UV预聚物树脂、活性单体等对木塑罩光涂料性能的影响,确定了基础配方:预聚物占体系总量的50%~55%,其中,6170∶6154B-80=1∶1;活性稀释单体占体系总量的40%~45%,其中,HDDA∶TMPTA=1∶1;光引发剂1103占3%~7%,另加少量的流平剂BYK-333,适用于辊涂工艺对PVC木塑材料表面进行罩光。
4)采用底涂→印花纹→UV罩光工艺,对硅藻土/PVC木塑表面进行涂饰,所得漆膜表面丰满、细腻,手感好、耐刮伤、装饰性优。
[1] 王帆,李宏涛,吴广峰,等.无机纳米粒子SiO2增韧增强PVC的性能[J].长春工业大学学报:自然科学版,2003,24(3):19-20.
[2] 程仑.硅藻土符合材料净化室内空气的实验研究[J].环境保护科学,2007,33(3):16-19.
[3] 朱志华,梁基招,杨卫国.硅藻土对聚合物的填充改性[J].上海塑料,2005,130(2):38-40.
[4] 代伟,代文征,仲惟.阻燃、高填充级PVC木塑装饰板研制及性能研究[J].上海塑料,2007,140(4):20-22.
[5] 魏然振,徐凤玲.PVC板材热转印技术[J].塑料科技,2006(6):12-15.
[6] 王钦雯.探寻水转印工艺[J].今日印刷,2006(3):46-47.
[7] 邹洋,张彦粉.个性印刷术:水转印技术[J].网印工业,2009(3):21-24.
[8] 何云辉,戴梁锋,吴玉民,等.可用UV漆罩光的单组分银粉塑料底漆的研制与探讨[J].涂料工业,2009(11):40-42.
[9] 魏杰,金养智.光固化涂料[M].北京:化学工业出版社,2004.
[10] 朱庆英,周卫平.紫外光固化塑胶涂料中助剂的应用[J].涂料与应用,2008,38(4):15-18.
[11] 王德中.紫外光固化涂料与涂装的发展前景[J].上海涂料,2011,49(6):29-32.
[12] 王锡春.汽车用新型罩光涂料-V和热双固化清漆[J].上海涂料,2005,43(4):29-32.
猜你喜欢
上海涂料(2021年5期)2022-01-15
上海涂料(2021年5期)2022-01-15
山东冶金(2019年6期)2020-01-06
上海包装(2019年4期)2019-08-30
资源节约与环保(2017年9期)2017-10-10
河北地质(2017年2期)2017-08-16
中国塑料(2017年2期)2017-05-17
材料科学与工程学报(2016年1期)2017-01-15
材料工程(2016年3期)2016-09-07
中国塑料(2016年3期)2016-06-15
