闭环伺服系统中的“一题多解”——数控机床典型维修案例分析
2012-03-15 07:45
电子世界 2012年11期
1.伺服系统概念
在自动控制系统中,把输出量能够以一定准确度跟随输入量的变化系统称之为随动系统,既称伺服系统或拖动系统,数控机床的伺服系统是指机床移动部件的位移和速度作为控制量的自动控制系统。
数控机床的伺服系统是机床主机和数控装置(CNC)的联系环节,是数控机床的重要组成部件,是关键部件,故称伺服系统为数控机床的三大组成部分之一。
1.1 伺服系统的作用
伺服系统接受来自数控装置(CNC)的指令信号,经过放大和转换,驱动机床执行件跟随指令脉冲运动,实现预期的运动,并保证动作快速和准确。
1.2 伺服系统的组成
数控机床的伺服系统一般由驱动单元,驱动元件,机械传动部件执行件和检测反馈环节等组成,驱动控制单元和驱动元件组成伺服驱动系统。机械转动部件和执行元件组成机械传动系统检测元件与反馈电路组成检测装置,称为检测系统。如图1所示。

图1 伺服系统的组成
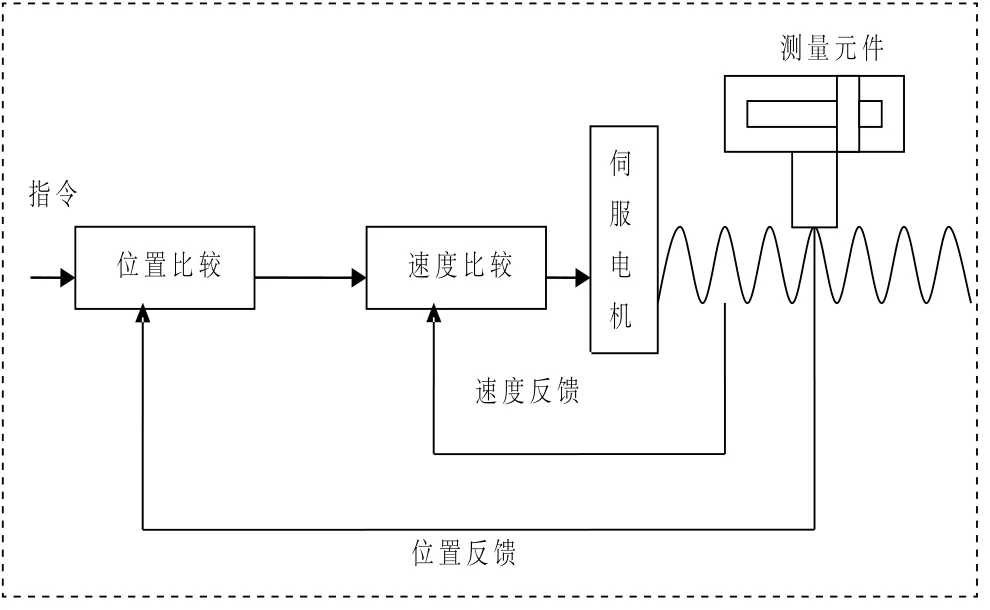
图2 闭环伺服系统的反馈控制
2.伺服系统的工作原理
伺服系统是一种反馈系统,它以指令脉冲为输入给定值与输出被调量进行比较,利用比较后产生的偏差值对系统进行自动调节以消除偏差,使被调量跟踪给定值,所以伺服系统的运动来源于偏差信号,必须具有反馈回路,始终处于过渡过程状态。在运动过程中实现了力的放大,伺服系统必须有一个不断输入能量的能源,外加负载可视为系统的扰动输入。
2.1 伺服系统的分类及特征
伺服系统是一个位置随动系统,按有无位置检测和反馈有以下三种;(1)开环伺服系统(2)半闭环伺服系统(3)闭环伺服系统,当前数控机床的伺服系统大多数是闭环伺服系统,将检测装置在移动部件上,直接测量移动部件的实际位移来进行位置反馈的进给系统称为闭环伺服系统,闭环伺服系统可以消除机械传动机构的全部误差,而半闭环伺服系统智能补偿部分误差,因此,半闭环伺服系统的精度比闭环系统的精度要低一些。由于采用了位置检测,所以闭环进给系统的位置精度在其他因素确定之后,主要取决测量长量的分辨率和精度、闭环和半闭环伺服系统因为采用了位置测量装置,所以在结构上较开环伺服系统复杂,另外由于机械传动机构部分包含在系统之内,机械传动机构的固有频率,阻尼,间隙等将成为系统不稳定的因素。因此闭环伺服系统的特征是精度高,系统不稳定。
2.2 数控机床位置伺服的闭环系统
闭环系统是数控机床上常用的伺服系统,因为开环系统的精度还不能很好地满足机床的要求,为了保证精度,在精密机床或大型机床上就必须采用闭环系统。
闭环伺服系统是误差控制随动系统,如图2所示。数控机床进给系统的误差是CNC输出的位置指令和机床工作台(或刀架)实际位置的差值。闭环系统的运动执行元件(伺服电机)不能反映运动位置,故需要有位置检测装置。该装置测出实际位移量或者所处位置,并将测量值反馈给CNC装置,接着与指令值进行比较求得误差。将此误差信号进行放大,控制伺服电机带动机床工作台移动,并向着消除误差的方向进给,直到误差等于0为止。
由于闭环伺服系统是反馈控制,反馈测量装置精度很高,所以系统传动链的误差、环内各元件的误差以及运动中造成的误差都可以得到补偿,从而大大地提高了跟随精度和定位精度。目前闭环伺服系统的分辨率多数为1ūm,定位精度可达±0.01-±0.005mm;高精度系统的分辨率可达0.1ūm,闭环系统的特点是精度高,但结构复杂、调试维护较难,故一般用于传动部件精度较高、性能稳定、使用过程中温度变化不大的精密数控机床。
3.数控维修实践中的典型案例
通过对数控机床闭环伺服系统工作原理的分析,使我们在维修过程中思路明确,如闭环伺服系统方面的故障有:数控系统指令没发出去;伺服控制板(轴卡)有问题;伺服功率模块)有问题;执行元件伺服电机故障;检测元件编码器、光栅尺、读数头脏污或接触不良;某处连接电缆线断线或接触不良或对地短路;机械部件卡死等。
3.1 位置检测元件故障
例如:一台采用FANUCOITB数控系统的数控卧车,每次开机X轴回参考点后,零点机械位置都有0.5mm-1.5mm的误差,该设备是全闭环控制,光栅尺为海德汉LS476,增量型,回参考点固定位置,在X轴零点端压上百分表,每次回零后观察百分表确实有误差,从诊断302号(从挡块脱离的位置到第一个栅格信号位置的距离)内记录的数据看也有变化,正常情况下诊断302号内的数据应该在每次回零后是固定不变的,检查回零减速开关,没有松动,检测X轴机械传动单元,也是正常的,没有间隙。修改参数将X轴改为半闭环控制,开机回零后,发现诊断302号的数据不变,怀疑光栅尺有问题,把光栅尺拆下检测发现动尺的读数头内有冷却液,线路板有短路发黑的痕迹,重新更换读数头后,机床正常回零。
3.2 维修中的“一题多解”
在维修实践中,一些数控机床的发生故障原因不同,但数控系统显示屏上报警信息是一样的,这需要认真总结,举一反三,以数控理论为基础,总结实践经验,提高诊断维修数控设备的准确性。例如:“一题”,相同报警信息如下:
(1)2502011 AXIS%1 drive fauit
轴伺服驱动错误
(2)300308 CHANNEL%1 AXIS%2VDISIGNAK SERVO ENABLE RESET DURING MOTION
通道1轴VDI伺服使能信号被复位
(3)31612 AXIS%1 drive %2 speed controller at limit
轴驱动速度被限制
但机床发生故障的部位不同:
“一解”伺服电机相同轻微短路
蓝天五坐标加工中心,数控系统是MIEMENS840D,A轴与U轴是带动工作台旋转的两个轴,当工作台翻转时A轴出现上述报警,对调A轴与U轴驱动,故障现象依旧,对调A轴与Y轴的连接电缆线报警依旧,在西门子840D系统中,在诊断页面下,进入服务系统,观察A轴与U轴电机的温度,电流状态,没有发现问题,拆开挡板,用手摸A轴伺服电机时感觉有震动的现象,并伴随轻微的响声,经专业厂家对A轴伺服电机进行检测证明是电机三相有轻微短路,导致A轴转动一会就会发出报警,维修A轴伺服电机后,故障排除。
“二解”旋转轴机械卡住
FPT四坐标加工中心,数控系统是MIEMENS840D。工作台转动时即B轴偶尔出现上述报警,删除报警,再转B轴又正常了。后来B轴一运行就是出现上述报警,且B轴转不动。检查方法如下;更换B轴伺服模块,故障没有排除,证明B轴伺服模块没有问题,调出显示屏内诊断画面,按“服务”软件显示,B轴电机负载大,温度高,将B轴电机与转台脱开,B轴电机运行正常,下电后,机械盘转台,转台一点不动,断定机械抱闸卡死,拆下转台后确定B轴抱闸一直处于夹紧状态。
“三解”伺服通讯接口板(轴卡)损坏
日发四坐标加工中心,数控系统是MIEMENS840D,开机后,移动Y轴出现上述报警,将Y轴伺服模块与X轴伺服模块对调后,故障现象转移到X轴,说明发生故障的原因在Y轴伺服模块中。再将Y轴伺服模块中的通讯板即轴卡对调后,相同的故障出现在X轴上,由此断定故障点在B轴伺服模块中的通讯板上。
“四解”伺服功率模块故障
SAIO8000四坐标加工中心,数控系统是MIEMENS840D。在运行中X轴突然出现上述报警,诊断方法,首先删除报警,看“报警”是否被清除,如不能被清除,且X轴伺服模块上显示红灯亮,首先应该用相同型号的新伺服模块替代X轴伺服模块,故障排除,将故障点锁定在X轴伺服模块上,再用新的通讯板与X轴通讯板进行替换,结果故障还在,将新的功率模块与X轴功率模块进行替换,系统恢复正常运行。
“五解”设备旋转轴反馈电缆接触不好
青海一机四坐标加工中心,数控系统是MIEMENS840D。该设备在加工环形零件过程中,且在工作台转动时,B轴突然出现上述报警,诊断方法,首先更换B轴伺服,即用替代法,排除B轴伺服模块没有故障。再看服务显示屏内B轴转动时的负载及电机,没有问题。按“复位”键,B轴上述报警即可删除,有时B轴运转正常,但没有出现上述报警,怀疑的电缆线有问题,更换B轴位置反馈电缆线后,故障排除。
4.结束语
随着数控机床被越来越多地应用于制造业,如何快速诊断并排除故障,减少停机时间,已成为在数控机床使用过程中被普遍关注的问题。数控机床故障的诊断是维修的前提,也是重点和难点,机床出现故障能否迅速诊断出故障原因,及时排除故障,关键看故障诊断是否准确,能否诊断准确,能否抓住问题的实质。在数控机床维修实践中,各轴伺服板,电机机械部件,位置反馈元件在闭环伺服系统中出现故障几率是占电气故障中比例最大的,因此深入研究数控机床的闭环控制系统特点以及工作原理是数控机床维修工作的坚实基础,归纳总结闭环控制系统的实践维修经验,对数控机床维修工作有着现实深远的意义。
[1]任建平主编.现代数控机床故障诊断及维修[M].国防工业出版社.
[2]孙伟主编.数控设备故障诊断与维修技术[M].国防工业出版社.
[3]牛志斌主编.图解数控机床-西门子典型系统维修技巧[M].机械工业出版社.
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
测控技术(2018年12期)2018-11-25
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
未来英才(2016年18期)2017-01-05
新教育时代·教师版(2016年27期)2016-12-06
考试周刊(2016年78期)2016-10-12
北京航空航天大学学报(2016年4期)2016-02-27