
针对SMT模板开孔位置控制偏差研究
2012-03-09 02:05:12王娟
时代农机 2012年7期
王 娟
(广东机电职业技术学院,广东 广州 510515)
据统计在SMT工艺中,印刷引起的SMT缺陷超过60%,其中仅由模板的不良而引起的缺陷占到35%,另外60%的组装缺陷和87%的回流焊接缺陷都是由于模板不良造成的。因此模板的质量对SMT的品质、生产效率起着致关重要的作用,优质的模板可以提高SMT工艺的质量。
在焊膏印刷过程中,焊膏的因素和印刷过程的印刷参数同样会对SMT模板造成一定的影响。如焊膏的粘性太大,则焊膏则不易穿过模板的开孔会使焊膏挂在模板孔壁上;焊膏焊料的粒子的直径不宜过大,否则会造成印刷时的堵塞;印刷机的刮刀压力太大,则导致焊膏印得太薄,更有可能会损坏模板;印刷机刮刀速度过慢,焊膏的黏稠度大会导致焊膏残留在孔壁上;脱模速度时间过长,易在模板底部残留焊膏。以上因素有可能导致开孔形状变化、开孔位置有偏差以及开孔尺寸偏小或偏大。通常可使用无水酒精在焊膏印刷过程中一般每隔10块板对模板进行清洗一次,以消除其孔壁的附着物。但如何刮刀压力过大损坏模板,则该模板被废弃。
控制质量标准其中一指标为开孔位置偏差,根据开孔位置偏差是由X、Y坐标共同评价,其选择控制图应为多变量控制图,本文选择使用靶心控制图对开孔位置偏差进行控制研究。
1 多变量控制图
多变量分析研究Hotelling’s T2,其控制图主要的想法是利用新观察值与历史数据平均值之间间距离的概念。图1的中心点(軃)为其数据的平均值,从点 A(x,y)到平均值的直线距离为
但T大到一定程度时,认为A点显著,也就是极有可能发生异常。图中,UCL表示上控制界线,LCL表示下控制界限。实际上,T2统计量是将多元样本观测值转化为一元统计量,其基本前提是多元观测值服从正态分布。T2控制图由UCL以及抽取的数据点的T2值的描点序列组成。如图1所示。
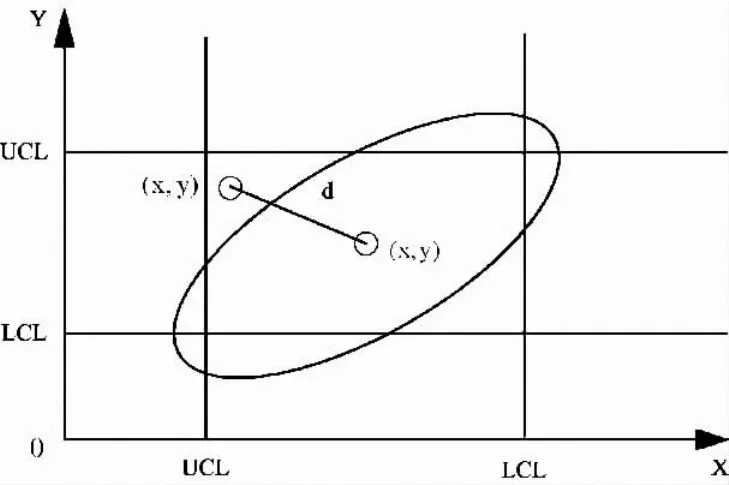
图1 二元控制区
根据SMT模板位置偏差的两个影响变量X、Y的影响因子相同原则,SMT模板位置偏差二元控制区应为圆形区。根据Hotelling’sT2的变量分析,为了达到直观显示抽取数据点在控制图中显示的位置来体现孔位位置偏差程度,该系统将UCL与LCL界限转换为圆形控制域,而抽取的数据点X、Y位置偏差值直接描点至二元控制坐标,这样就形成了靶心控制图。
2 抽样采集数据控制图
抽样方案:在SMT印刷商随机选取一块SMT模板,对其进行影像测量,系统计算获得开孔尺寸位置数据,为了衡量不同孔位的位置与Gerber文件获取的标准位置的误差值,本系统针对孔位采用的统计控制参数为孔位位置偏差,设孔位位置坐标为(x,y),Gerber文件读取的标准位置坐标为(x0,y0),则孔位位置偏差(△x,△y)应满足△x=x-x0,△y=y-y0方程式。根据系统计算得到的开孔位置坐标与Gerber文件提供的标准位置坐标,系统计算得出开孔位置偏差数据,如表1所示。
系统选择单值极差控制图中单值的UCL为控制上限。根据常用计量值控制图的类型与控制图参数的计算公式与表1计算:
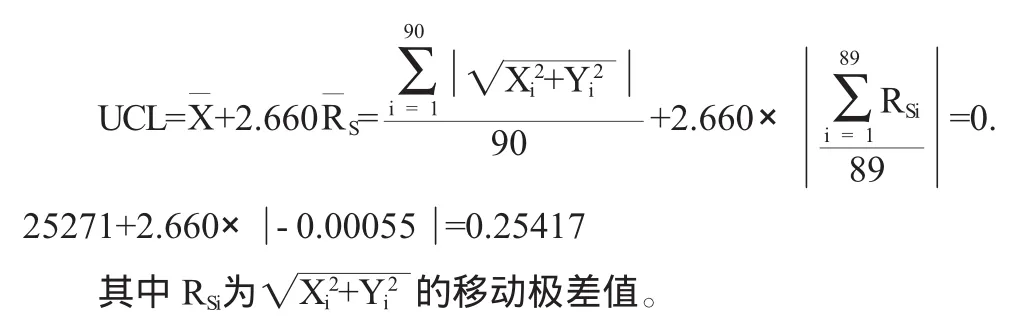
靶心控制图控制下限LCL根据位置偏差值特性,可知:
LCL=0
图2为系统绘制的SMT模板开孔位置偏差靶心控制图:
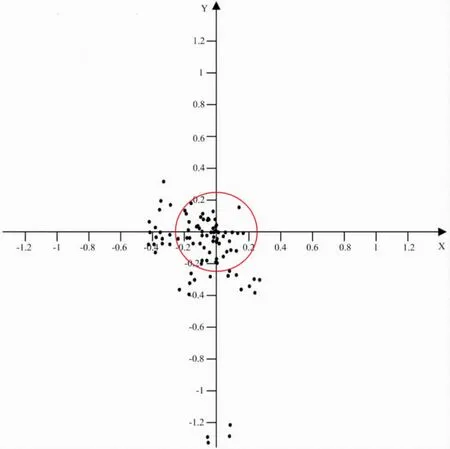
图2 靶心控制图
从图2可看出,位置中心X、Y偏差在第一象限的点最少,而其描点多偏左、偏下,系统分析其原因可能是开孔位置有规律性偏差或在焊锡过程中焊膏遗留在孔的右上方,故开孔位置应偏向右上方进行校正或通过增加孔右上方的坡度防止焊膏停留在孔右上方。
猜你喜欢
焊接学报(2023年12期)2023-12-19 09:01:44
阅读(高年级)(2022年6期)2022-06-17 17:12:48
计算机集成制造系统(2021年10期)2021-11-10 04:32:22
新世纪智能(高一语文)(2020年11期)2021-01-04 00:44:54
山西建筑(2019年12期)2019-08-05 09:24:50
小哥白尼(军事科学)(2019年1期)2019-04-15 00:29:18
电子元件与材料(2018年11期)2019-01-04 08:18:08
印制电路信息(2015年7期)2015-11-24 08:09:27
新闻传播(2015年8期)2015-07-18 11:08:25
城市建设理论研究(2014年37期)2014-12-25 01:25:26
