圆环面刀五坐标铣削加工复杂曲面干涉避免研究*
2012-02-05 05:38华茂发温秀兰
组合机床与自动化加工技术 2012年8期
华茂发,温秀兰
(南京工程学院自动化学院,南京 211167)
圆环面刀五坐标铣削加工复杂曲面干涉避免研究*
华茂发,温秀兰
(南京工程学院自动化学院,南京 211167)
将圆环面铣刀等效为变直径平底铣刀,基于圆环面铣刀有效切削轮廓曲率与刀触点曲面法曲率匹配,初定刀具姿态,再利用通过圆环面刀圆角中心线的圆柱面与曲面等距面求交,推导了交线上各点坐标的计算公式。利用交线上干涉点数据,计算并调整刀具姿态,避免切削刃后缘和侧缘过切被加工表面,消除瓶颈干涉。此方法比起用刀触点曲率半径计算并消除瓶颈干涉,是一种更全面、合理、可行的实用方法。
复杂曲面;环刀加工;干涉避免
0 引言
在复杂曲面数控加工中,除了球头刀和平底刀以外,圆环面刀的应用也越来越多。它是用一段圆弧切削刃将底部的切削刃和侧刃光滑地连接起来,形成圆环面。圆环面刀相对于球头刀,可以做成大尺寸的机夹盘铣刀,有利于提高加工效率。相对于平底刀,没有尖齿,相对磨损小,刀具寿命高。同时,被加工表面粗糙度值小,表面质量高。但是圆环面刀同平底刀一样,在五坐标加工也存在严重缺陷,即刀具极易与曲面发生干涉。当被加工曲面的曲率半径小于刀具有效半径时,刀具与被加工表面间发生曲率干涉。有时尽管被加工表面的曲率半径大于刀具有效半径,但仍有可能发生刀具后缘和侧缘过切被加工表面的现象,即瓶颈干涉。如何避免干涉,一直是复杂曲面五坐标加工中研究的关键问题之一。本文将圆环面刀简化为可变直径的平底刀,就如何避免圆环面刀瓶颈干涉进行研究,提出一种新的瓶颈干涉检查和消除方法。
1 基于曲率匹配初定刀具姿态
图1为圆环面刀五坐标加工示意图,其中O-XYZ为全局坐标系。CC-XcYcZc为在刀触点CC处建立的局部坐标系,Xc轴指向进给方向,Yc轴指向曲面法线方向,Zc轴按右手系原则确定。CL-XtYtZt为在刀位点CL处建立的刀具坐标系,Xt轴在初始位置(ω=0)与Xc轴共面,Yt轴指向刀具轴线,Zt轴按右手系原则确定。

图1 环形刀及其姿态

根据 Euler公式[3]和文献[4-5],曲面在刀触点处的垂直于进给方向的法曲率:

式(5)中kmax和kmin分别为最大主曲率和最小主曲率;α为与最小主曲率kmin相对应的主方向与刀具进给方向的夹角。
加工凹曲面时,为避免曲率干涉,在刀触点处,刀具切削刃有效切削轮廓曲率ktc与曲面垂直于进给方向的法曲率之间的关系应满足:

理论上满足式(7)的φ和ω都能决定刀具姿态,但为便于计算,通常取侧偏角ω为固定值,仅考虑前倾角φ,只有在前倾角φ调整受限制时,才调整侧偏角ω。取侧偏角为ω0,则后跟角

由式(8)求取前倾角φ可避免刀触处曲率干涉,但刀具后缘和侧缘切削刃仍有可能过切被加工表面,即瓶颈干涉,因此,还需要进行瓶颈干涉检查。
2 瓶颈干涉检查与刀具姿态修正
如图2所示,设被加工曲面为S(u,v)=(x(u,v),y(u,v),z(u,v)),其等距面为 ¯S(u,v)(等距面的构造方法见文献[6]),刀具圆角半径为r,则:


图2 干涉检查


计算圆柱面上相应点的参数pi。若Pi≤0,则为非干涉点。若 Pi>0,则为干涉点。
若有干涉点,则说明依据曲率匹配初选的前倾角φ和侧偏角ω不合适,应对其进行调整。经分析,调整前倾角φ
效果优于调整侧偏角ω,故一般只考虑加大φ。
图3中,Q为圆环面刀圆角中心所在圆柱面与等距面交线。将前倾角φ增大到φ+Δφ,圆柱面与交线的关系如图3所示,由几何关系得:
取 Δφ =max(Δφi)(i=1,2,…j,j为干涉点数),故修正后的前倾角φmin=φ+Δφ。
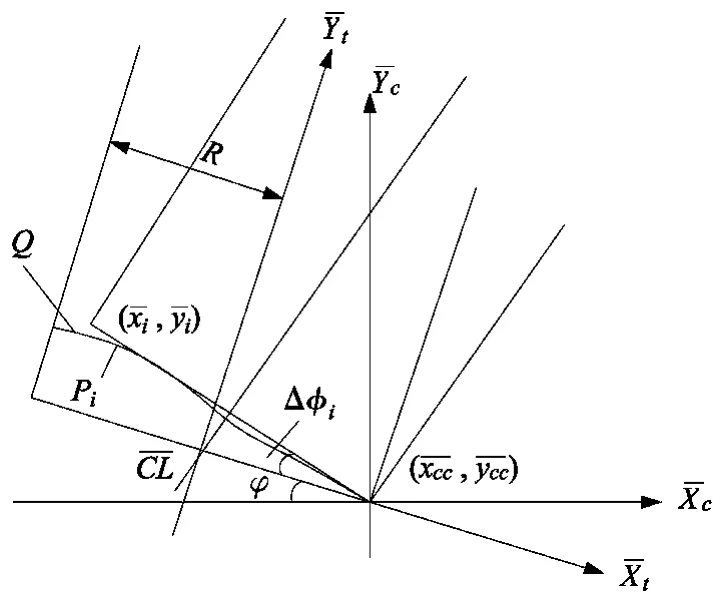
图3 φ角度修正
3 本瓶颈干涉检查方法的特点
目前一些文献为简化计算,仅考虑在刀触点CC处局部范围内加工时不发生干涉,将被加工曲面假设为一简单曲面,曲率没有变化,用刀触点的曲率半径检查yc-xc平面和yc-zc平面内是否发生干涉(如图4),从而确定刀具姿态。该方法对简单曲面是适用的,但对复杂曲面仍有发生干涉的可能,如图4中的后缘和侧缘切削刃干涉被加工表面(图中干涉区)。本瓶颈干涉检查方法没有对曲面作简化和假设,在[0,2π]范围内检查了全部可能干涉点,更全面、合理、可行,不仅适用于复杂曲面,同样适用于简单曲面。

图4 瓶颈干涉
4 结论
针对圆环面刀五坐标铣削加工复杂曲面时的瓶颈干涉问题,本文将圆环面刀等效为变直径平底铣刀,基于有效切削轮廓曲率和与进给方向垂直的曲面法截线曲率匹配,初选刀具的前倾角φ和侧偏角ω,然后,利用通过圆环面刀圆角中心线的圆柱面与曲面等距面求交,检查刀具后缘和侧缘切削刃是否过切被加工表面。若过切,则加大刀具的前倾角φ,即可消除瓶颈干涉。此方法比用刀触点的曲率半径检查干涉更合理、可行,可同时解决刀具后缘和侧缘切削刃干涉被加工表面问题,是低阶复杂曲面圆环面刀五坐标铣削加工中避免瓶颈干 涉的行之有效的方法。当R=0时,面圆环面刀变为球头刀;当r=0时,面圆环面刀变为平底刀,因此本文的研究同样适用球头刀和平底刀。该方法已在开发的CAM软件中应用。
[1]Lee Y S.Non-Isoparametric tool path planning bymachining Strip evaluation for 5-axis sculptured surfacemachining[J].Computer-Aided Design,1998,30(7):559 -570.
[2]吴宝海,等.自由曲面的五坐标端铣加工研究[J].中国机械工程,2007,18(10):1135 -1139.
[3]李魏贤.空间几何建模及工程应用[M].北京:高等教育出版社,2007.
[4]叶佩青,等.复杂曲面五坐标数控加工刀具轨迹的规划算法[J].机械科学与技术,2007,23(8):883-886.
[5]华茂发,等.自由曲面五坐标端铣加工干涉避免研究[J].机床与液压,2010,38(21):40 -42.
[6]陈涛,等.自由曲面5轴数控加工刀位轨迹的生成算法[J].机械工程学报,2001,37(12):100-103.
(编辑 赵蓉)
Study on Interference Avoidance of Five-axis Milling of Comp lex Surface w ith Ring-face Milling Cutter
HUA Mao-fa,WEN Xiu-lan
(School of Automation,Nanjing Institute of Technology,Nanjing 211167,China)
The ring-surface cutter is equalized to the variable-diameter flat—end cutter,the posture of the cutter is initially determined based on thematch of the effective cutting-profile curvature of the ring-face m illing cutter and the surface curvature of the cutter-contact point,then intersection is gotten via the cylindrical surface and equidistant surface of the round-corner centerline of the ring-facem illing cutter,and next the calculation formula of the coordinates of all the points on the intersection lines is deduced via the intersection of the cylindrical surface and curved surface of the cutter.The data of the interference points on the intersection lines are used to calculate and adjust the cutter orientation,avoid the trailing edge and the lateral edge of the cutting edge over cutting themachined surface and elim inate the bottle-neck interference.Thismethod ismore comprehensive,reasonable and practical than themethod that uses the curvature radius of the cutter contact point to calculate and eliminate the bottle-neck interference.
complex surface;ring-cuttermilling;interference avoidance
TP391.73
A
1001-2265(2012)08-0006-03
2011-12-12;
2012-02-07
国家自然科学基金资助项目(51075198);江苏省自然科学基金资助项目(BK2010479)
华茂发(1954—),男,江苏射阳人,南京工程学院自动化学院教授,主要研究方向为高速加工及复杂曲面多坐标数控加工理论研究等,(E -mail)njithmf@163.com。
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
现代畜牧科技(2021年4期)2021-07-21
民用飞机设计与研究(2020年4期)2021-01-21
军民两用技术与产品(2020年8期)2020-09-07
新课程·中学(2019年7期)2019-09-17
山东工业技术(2019年13期)2019-05-30
数学小灵通(1-2年级)(2019年4期)2019-05-07
物理教学探讨(2018年1期)2018-02-13
小天使·二年级语数英综合(2017年10期)2017-10-31
三联生活周刊(2016年43期)2016-10-28