
酶解超声辅助卵磷脂的提取工艺
2012-01-28 10:31:56赵彦巧李建颖吴子健王文忠
食品研究与开发 2012年11期
赵彦巧,李建颖,吴子健,王文忠
(天津商业大学生物技术与食品科学学院,天津市食品生物技术重点实验室,天津300134)
蛋黄卵磷脂在我国的市场占有量还非常少。随着人民生活水平的提高,大力开发卵黄卵磷脂提取技术,提高鸡蛋的加工水平和商品价值,改善蛋黄卵磷脂工艺,使其产率提高,降低成本成为迫在眉睫的任务。目前制备蛋黄卵磷脂一般采用有机溶剂萃取法、柱层析法、乙酰化法[1-2],超声辅助和酶解法可以使产率大大提高[3-4]。
本实验中将采用酶解超声辅助法提取蛋黄卵磷脂。以蛋黄粉为原材料,选择胃蛋白酶最佳浓度后对超声条件进行选择,并通过正交实验确定蛋黄卵磷脂的提取最佳工艺,提高卵磷脂的提取率。
1 材料与方法
1.1 材料与设备
蛋黄粉:购于北京金健力蛋粉厂;钼酸铵、磷酸二氢钾、1-氨酸-2-萘酚-4-磺酸、亚硫酸氢钠、无水亚硫酸钠、四硼酸钠(pH 9.18)、混合磷酸盐(pH 6.86)、乙醇95%、无水乙醇等试剂:购于天津市江天化工技术有限公司,皆为分析纯;丙酮、硫酸:购于天津市化学试剂批发公司,分析纯;胃蛋白酶:购于中国上海化学试剂有限公司,酶活力(U/g)≥1 200.0。
FA1004 型电子分析天平:上海精密科学仪器有限公司;BKH-C 玻璃仪器气流烘干器:长城科工贸有限公司;DGG-H-3 型电热鼓风干燥箱:天津市天宇实验仪器有限公司;RE-52A 旋转蒸发仪:上海亚英生化仪器厂;SK5210LHC 超声波清洗器:上海科导超声仪器有限公司;XMTD-204 型数显式电热恒温水浴锅:天津市欧诺仪器仪表有限公司;PHS-3B 型精密pH 计:上海精密科学仪器有限公司;UV-7504 型紫外可见分光光度计:上海欣茂仪器有限公司;DL-6000 型低速冷冻离心机:上海安亭科学仪器厂。
1.2 提取实验方法
取一定量蛋黄粉,加入去离子水并不停搅拌,使蛋黄粉充分搅匀。用盐酸调pH 至2,加入胃蛋白酶充分搅拌,使其酶解。待酶解反应充分后,对酶解液进行破乳[4],用氢氧化钠调pH 至5,90 ℃水浴15 min。所得蛋黄液离心15 min(4 000 r/min),获取第二层胶状脂质体。取一定量酶解离心后的胶状脂质体,加入溶剂进行超声提取,超声频率35 kHz。提取液旋蒸后,得粗卵磷脂,粗卵磷脂乙醇溶液用丙酮洗涤多次,直至洗涤液无色,真空干燥即得精制卵磷脂。
1.3 卵磷脂的分析方法
由于卵磷脂是一种含磷的生理物质,因此采用钼蓝比色法测定卵磷脂含量,即用钼酸铵定磷法测定产品中有机磷的含量,间接反映卵磷脂的含量。
2 结果与讨论
2.1 蛋黄粉原料成分常规分析
蛋黄粉原料成分的常规分析结果见表1。

表1 蛋黄粉原料成分Table1 The content of egg yolk powder%
2.2 胃蛋白酶浓度对卵磷脂提取的影响
胃蛋白酶的添加量不同,蛋黄粉中蛋白质的肽键水解程度不同,蛋白质和脂类的分离受到影响,从而影响了脂类在乙醇的溶解,导致卵磷脂的提取率不同。胃蛋白酶浓度对蛋白质水解程度的影响曲线见图1。
随着酶浓度的增加,磷脂的提取率不断增加。这是由于随着酶浓度的增加,胃蛋白酶和底物接触的机会大大增加,在相同时间内水解的分子数也随之增加,可以使磷脂分离得更快、更彻底。当胃蛋白酶浓度到6.25 mg/mL 时,磷脂的提取率最大。但是,当酶的浓度超过6.25 mg/mL 后,酶浓度的增加对提取率的影响很小。此时酶的浓度超过与底物反应所需酶量,一部分酶分子无底物与之结合,因此提取率随酶浓度的增加变化不大[5]。为了节约成本和资源,确定胃蛋白酶最佳浓度为6.25 mg/mL。
2.3 温度对卵磷脂提取率的影响
考察了温度对卵磷脂产率影响,结果见图2。
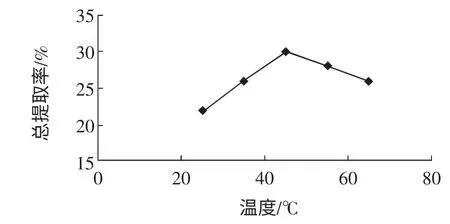
图2 温度对卵磷脂提取率的影响Fig.2 Effect of temperature on lecithin extraction
可以看出,从25℃开始卵磷脂提取率随温度的提高而逐渐增加,达到45℃时提取率达到最大,超过45℃反而下降。卵磷脂的提取过程是固-液相之间的扩散过程。当温度较低时,适当提高提取时的温度可以增加分子的动能,使溶质扩散的速度加快,从而使提取率增加[6]。但高于45℃后,提取率反而随温度升高而下降。提取率下降的原因可能是由于卵磷脂溶于乙醇是放热反应,卵磷脂的溶解度随温度的上升而减少,也可能是温度升高加速卵磷脂氧化分解。因此在卵磷脂的提取过程中,应该保持一定的温度范围,保证卵磷脂有较高的提取率。由图中可以看出提取卵磷脂的最适温度在45℃。
2.4 时间对卵磷脂提取率的影响

图3 时间对卵磷脂产率的影响Fig.3 Effect of time on lecithin extraction
提取时间对卵磷脂提取的影响见图3。随着时间的增长,卵磷脂的提取率不断提高。在30 min 时达到最大。超过30 min 后,卵磷脂提取率有小幅下降之后缓慢上升。这是由于需要提取一定时间后,原料才能全部溶开与乙醇充分结合,从而破坏脂质和蛋白质间的共价键,卵磷脂的提取率有所提高。但超过40 min后提取率反而下降,可能是在提取过程中存在卵磷脂的氧化和乙醇挥发,从而影响了卵磷脂提取率。在实验范围内卵磷脂最佳提取时间为30 min。
2.5 溶剂浓度对卵磷脂提取率的影响
提取卵磷脂常用溶剂为乙醇,但不同浓度的乙醇提取卵磷脂的效果不同。考察了浓度为60%、70%、90%、95%、100%的乙醇对卵磷脂提取的影响,结果见图4。
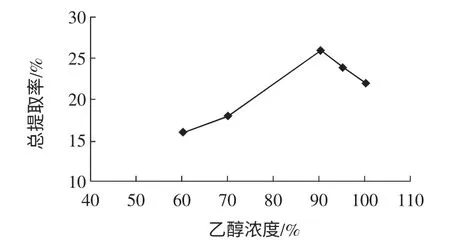
图4 乙醇浓度对卵磷脂产率的影响Fig.4 Effect of concentration of ethanol on lecithin extraction
可以看出,乙醇浓度在60%到90%时,卵磷脂提取率随乙醇的浓度升高而升高,在到达90%达到最高;当乙醇浓度超过90%时,随着乙醇浓度的升高卵磷脂的提取率反而降低。这是由于在乙醇浓度低的时候,溶剂的极性和卵磷脂的极性相差较大,随着浓度的提高,两者的性质越来越相似,卵磷脂在乙醇中的溶解度也越来越大,从而卵磷脂的提取率也会随之增加。但超过90%后时,两者的性质相差也越来越大,因此卵磷脂的提取率会逐渐下降。所以在保证卵磷脂产率的前提下,考虑原材料、经济成本综合因素后选取90%乙醇作为提取蛋黄卵磷脂溶剂。
2.6 溶剂用量对卵磷脂提取率的影响
向一定量的原料液中(原始蛋黄粉5 g)分别加入20 mL、40 mL、80 mL、120 mL、160 mL 乙醇进行提取,溶剂用量对卵磷脂提取率的影响见图5。
由图5 可见,乙醇用量在20~80 mL 时卵磷脂的提取率随乙醇用量增加大幅提高,当达到80 mL,即料液比为1︰16 时卵磷脂提取率最高;但超过80 mL 后,卵磷脂提取率变化幅度不大。这是由于随着乙醇用量的增加,可以使原料液中的卵磷脂与乙醇融合充分。但是从经济角度考虑,提取时溶剂用量过大,导致原材料浪费,成本提高,而产率变化不大。因此选用适量的提取剂可以获得更大的效益。可以看出乙醇最佳用量为80 mL,即料液比为1︰16(g/mL),1 g 蛋黄粉所需要乙醇16 mL。

2.7 正交试验优选提取工艺
根据单因素试验的结果,各因素分别选取3 个水平进行酶解超声辅助提取卵磷脂的正交试验,其结果见表2。

表2 L9(34)正交试验因素水平表及极差分析Table 2 Results of L9(34)orthogonal experiments
比较三个因素的极差R

C(乙醇浓度)B(时间)D(料液比)A(温度)
由表2 可以看出,影响蛋黄卵磷脂提取率的4 个因素的显著关系从主到次的顺序为乙醇浓度、时间、料液比、温度,酶解超声辅助提取卵磷脂的最佳工艺为A1B1C1D1,即温度为35 ℃,反应时间30 min,乙醇浓度为90%,乙醇量为60 mL(料液比为1︰12(g/mL)),此时卵磷脂的提取率最高为80.64%。
3 结论
以蛋黄粉为原料,通过酶解超声辅助法对蛋黄卵磷脂的提取进行研究。选取了胃蛋白酶的最适添加量,并对超声温度、时间、乙醇浓度、料液比进行研究,通过正交试验对影响卵磷脂的四个因素进行考察,优化卵磷脂提取工艺。酶解超声辅助法的最佳工艺条件为:酶浓度6.25 mg/mL,超声频率35 kHz,温度为35 ℃,时间30 min,乙醇浓度为90%,料液比为1︰12(g/mL)。此时卵磷脂的提取率为80.64%。
[1] 常皓,王二雷,宫新统,等.蛋黄卵磷脂研究概况[J].食品工业科技,2010,31(5):414-420
[2] Luz E.Palacios and Tong Wang.Extraction of Egg-Yolk Lecithin[J].J Am Oil Chem Soc,2005,82(8):565-569
[3] 肖虹,周裔彬,尚岩岩,等.超声辅助提取鸡蛋卵磷脂的工艺研究[J].食品工业科技,2010,31(8):225-257
[4] 李才明,许学勤,王卫芬,等.鲜鸡蛋蛋黄酶法提油工艺的研究[J].食品与发酵工业,2008,34(8):83-85
[5] 高进.高纯度蛋黄卵磷脂的提取纯化及分析研究[D].湖南:湖南农业大学,2009:23-24
[6] 陈艳辉,韦月园,玉现新,等.乙醇提取鸭蛋黄卵磷脂的工艺研究[J].广州化工,2011,39(9):75-77
猜你喜欢
云南化工(2020年11期)2021-01-14 00:50:48
应用化工(2020年9期)2020-09-29 08:55:16
作文周刊·小学二年级版(2020年24期)2020-07-14 08:40:53
中成药(2018年6期)2018-07-11 03:01:12
中国少年儿童(2017年20期)2017-08-07 02:32:30
广东饲料(2016年7期)2016-12-01 03:43:35
医学研究杂志(2015年4期)2015-06-10 06:42:43
中南民族大学学报(自然科学版)(2014年4期)2014-08-06 05:49:24
当代畜禽养殖业(2014年10期)2014-02-27 07:59:45
城市道桥与防洪(2014年3期)2014-01-08 07:10:10
