
船用柴油机大型曲轴锻件的研制
2012-01-16 08:25:58胡朝备张国刚马明方
上海电机学院学报 2012年3期
孙 峰,胡朝备,张国刚,马明方
(上海重型机器厂有限公司,上海 200245)
船用柴油机大型曲轴锻件的研制
孙 峰,胡朝备,张国刚,马明方
(上海重型机器厂有限公司,上海 200245)
船用曲轴是我国船舶工业持续发展的瓶颈。阐述了使用弯锻法制造60机曲拐的锻造流程。通过计算机模拟,分析了锻造缺陷产生的原因,提出了优化工艺及规范操作的措施,成功研发了特大型船用曲轴锻件。
曲轴;计算机模拟;曲拐
2003年前,被视为船用柴油机的“心脏”的曲轴一直依赖进口,半组合曲轴供求矛盾极为突出[1]。实现船用大功率低速柴油机曲轴国产化已经成为中国经济建设中的一项战略任务,为此中国设立了半组合曲轴的国产化建设项目,希望解除制约船舶工业持续发展的瓶颈。在此项目中,上海重型机器厂有限公司(简称上重)研制的50、60、70、80、90等机型曲轴锻件成功投产[2]。
按其制造方法曲轴可分为锻造或铸造的整体式曲轴,由锻造和铸造的曲柄组装或焊接的组合式、半组合式曲轴[3]。半组合曲轴包括输出端轴颈、自由端轴颈、主轴颈及曲拐锻件,如图1所示。其中曲拐是锻造的难点[4]。目前,由于块锻法、环锻法、模锻法的锻造方法不适合上重的生产情况,故上重采用弯锻法制造全纤维曲拐,其优点是余量少、机加工切削量少、材料利用率高、金属纤维流向好、设备所需功率较小等[5]。本文重点研究曲拐锻件的成型,并分析了成型过程中的缺陷。

图1 半组合式曲轴Fig.1 Semi-built crankshaft
1 工艺制定
本文以上重60机曲拐为例,介绍弯锻法的计算机模拟及锻造成形过程。
1.1 曲拐锻件图
根据60机曲拐精加工尺寸加放锻造余量得到锻件图,如图2所示。
1.2 曲拐锻造流程及锻造缺陷
曲拐弯锻法的变形过程是将锻制的扁坯放在下模上弯曲,最后修整成形,其锻造流程如图3所示。

图2 60机曲拐零件图(mm)Fig.2 Parts of a crank for the Type 60machine(mm)
按照图3锻造流程利用计算机进行初次模拟及实物锻造。结果发现锻造的曲拐存在以下缺陷:① 曲拐内开档容易出现折叠裂纹、喇叭口等现象;② 曲拐侧面容易出现“缩腰”等现象,严重时还会导致曲拐锻件报废;③为保证60机曲拐的总长2 207mm,存在25°斜面不能成功加工的现象。如图4所示。
1.3 缺陷模拟分析
采用计算机模拟可分析出上述缺陷产生的原因,避免因锻造缺陷而产生的报废[6-7]。同时,利用计算机模拟技术可设计近终型的预成形毛坯,将曲拐加工零件放置到最终成形的曲拐锻件的内部以确定不同位置的加工余量,采用反变形方法将已经去除多余加工余量的变形锻件恢复到未变形状态,从而可得到具有最佳形状的预成形毛坯[8-9]。本文通过计算机模拟曲拐的金属流动机制,来分析缺陷产生的原因。
由图5的坯料单元网格可见,在弯曲过程中,曲拐的塑性流动可分为2种不同类型:① 曲拐末端和曲拐销的基本无变形区;② 曲拐末端和曲拐销的过渡区。过渡区的内、外表面受内、外应力的作用,变形最大。金属流动比较剧烈的区域集中在内表面弯曲部位及外表面发生拉伸的部位。
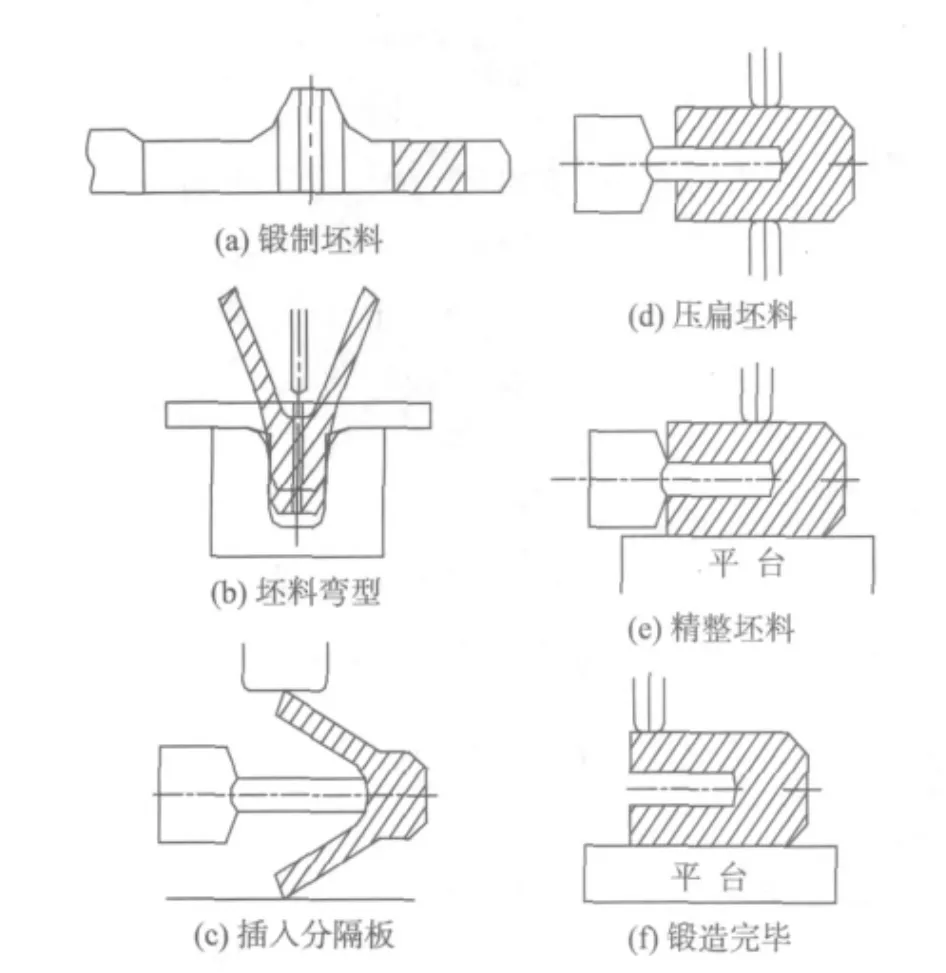
图3 弯锻法锻造工艺流程图Fig.3 Technical flow chart for the bending forging process
通过分析金属流动机制可知:① 曲拐末端和曲拐销的过渡区两侧部位的材质受上、下模的挤压,向两侧流动堆积产生压应力,使得坯料凸起部分的材质逐渐流向贴模的上、下方向,造成了曲拐根部横截面积减少,精整后形成“喇叭口”。这可通过减小坯料凸起部分的尺寸[10]、减轻弯曲过程中材质的堆积、使金属顺利流动的方法来解决。② 在弯曲的过程中,曲拐与下模之间的摩擦力使得外表面沿曲拐方向伸长、在中间部位发生颈缩,曲拐外表面受拉应力作用就形成了“缩腰”,这可通过改善坯料与下模的接触条件来解决,如在弯锻前,在下模上涂抹润滑剂。③ 对于因金属流动产生的堆积折叠产生内开档的裂纹(见图6的标示处),可采用专用V型砧砧压坯料中间凸起部分的两侧面,以减少弯曲过程中金属的堆积。
导致25°斜面不能成功加工的主要原因是在第一次弯锻成型时,毛坯两臂向下模内部靠压时,两臂不对称弯曲。产生这种情况的原因包括:① 弯锻时,坯料、上模、下模的中心线不在同一垂直线上,有偏差,这是主要原因。② 加热炉内的温度不均匀,或两臂不等厚,造成弯曲变形不对称。③弯锻下模与毛坯接触处的摩擦条件不同。为避免不能成功加工25°斜面的情况出现,需保证弯锻前坯料两臂等厚;加热温度均匀;弯锻时坯料、上模、下模的中心线应在同一垂直线上,不要有偏差;使用时下模的圆弧处应清理干净、涂润滑油,使下模与坯料接触处的摩擦条件一致。

图4 锻造缺陷Fig.4 Forging defect

图5 弯曲后的毛坯(mm)Fig.5 Billet dimensions after bending(mm)
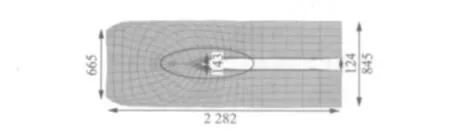
图6 模拟精整后坯料图(mm)Fig.6 Billet dimensions after sizing simulation
2 生产效果及与国内外产品的比较
通过计算机模拟,对加工工艺及锻造过程进行了改进,实际生产情况较为理想,见图7的计算机模拟图与曲拐实际生产照;同时,材料的利用率及质量都得到很大提高。
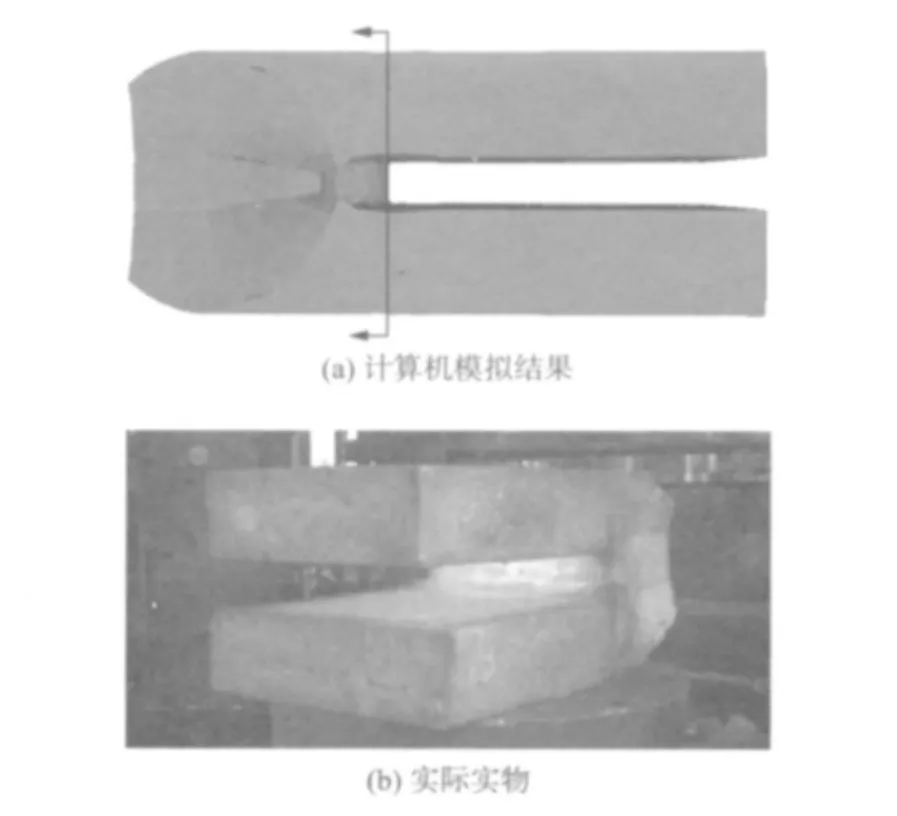
图7 计算机模拟结果与生产实物Fig.7 Computer simulation results and the product
与国外某公司的曲拐产品(见图8)相比较,可发现,国外某公司制造曲拐坯料非常规整,但其成型后外观质量(未切割整形前)较为一般。

图8 国外某公司曲拐制作实物Fig.8 Crank billet from an overseas company
3 结 语
本文介绍了上重60机曲拐锻件的弯锻法锻造流程。用弯锻法制造曲拐有金属纤维流向好、材料利用率高、所需锻造设备功率相对较小等优点。通过计算机模拟,分析了锻造缺陷产生的原因,提出通过减小坯料凸起部分的尺寸来解决弯锻缺陷;通过改善坯料与下模的接触条件解决“细腰”缺陷。分析了实际生产中60机曲拐25°斜面不能成功加工的原因,并提出弯锻时坯料、上模、下模的中心线应在同一垂直线上等解决措施。通过计算机模拟对工艺及锻造过程的改进,上重成功制造出了60机曲轴锻件。
[1] 余云岚,张 坚.我国船用低速大功率柴油机曲轴制造技术的发展[J].上海造船,2009(4):38-41.
[2] 胡朝备,王海君,董庆江,等.特大型船用曲轴曲拐锻造工艺研究[J].一重技术,1998(2):18-21.
[3] 唐卫宏,滕启臣,曲贵龙.大型船用曲轴的锻造[J].金属加工,2010(3):46-49.
[4] 朱文宝.K98MC-C船用曲轴曲拐锻造成形工艺研究[D].秦皇岛:燕山大学,2010.
[5] 胡金华.特大型船用曲轴曲柄锻造工艺优化研究[J].锻压技术,2010,35(1):12-15.
[6] 孙明月,李殿中,李依依,等.大型船用曲轴曲拐的弯锻过程模拟与实验研究[J].金属学报,2005,41(12):1261-1266.
[7] 颜建军,郑建荣,张海鹰,等.大型船用曲轴弯锻成形过程仿真和组织模拟研究[J].中国机械工程,2006,17(19):2024-2028.
[8] 武玉波.船用大型组合式曲轴曲柄锻造工艺的数值模拟及实验研究[D].秦皇岛:燕山大学,2005:32-44.
[9] 范 曾,汪中厚,梁景兵,等.大型船用曲轴磨床的有限元分析及优化设计[J].机床与液压,2009,37(6):22-24,50.
[10] 王 兵.全纤维曲轴DTR法镦锻成形工艺研究[D].秦皇岛:燕山大学,2011:26-35.
Development of Marine Diesel Engine Crankshaft Forgings
SUN Feng,HU Chaobei,ZHANG Guogang,MA Mingfang
(Shanghai Zhongxing Jiqi Chang Co.,Ltd.,Shanghai 200245,China)
Marin crankshaft is a bottleneck in China's shipbuilding industry restricting sustainable development.This article describes the forging process of the Type 60machine crank that uses a bending method.This paper analyzes the causes of the forging defects by computer simulation,and proposes several measures to optimize the forging process and standardize the forging operation.Based on the research,super-large marine crankshaft forging is successfully developed.
crankshaft;computer simulation;crank
TG 302
A
2095-0020(2012)03-0206-05
2012-03-27
“十一五”国家科技支撑计划项目资助(2007BAFOZBOO)
孙 峰(1974-),男,工程师,专业方向为机械工程与自动化,E-mail:sunfeng@shanghai-electric.com
猜你喜欢
舰船科学技术(2022年22期)2022-12-13 03:36:14
轴承(2022年5期)2022-06-08 05:05:42
山东冶金(2022年1期)2022-04-19 13:40:40
中国钼业(2022年5期)2022-03-24 10:42:01
河南工学院学报(2021年3期)2021-09-27 12:08:44
橡塑技术与装备(2021年15期)2021-08-12 03:28:22
文化交流(2019年3期)2019-03-18 02:00:12
橡塑技术与装备(2018年21期)2018-11-13 01:36:00
柴油机设计与制造(2018年3期)2018-10-13 01:45:06
兰台世界(2017年9期)2017-06-01 12:20:02
