
立达RSB-D401C并条机的主要结构及性能特点分析
2012-01-15 03:35张尚勇
山东纺织科技 2012年1期
赵 慧,杨 涛,李 玲,张尚勇
(武汉纺织大学,湖北 武汉 430073)
1 并条机RSB-D401C的结构及性能特征
并条机RSB-D401C为单眼并条机,最高输出速度可达550 m/min;采用积极式导条架喂入棉条;牵伸系统为4上3下气动加压牵伸系统;配有带截留阀的中央吸风系统;并条机的输出侧附有立达质量监控RQM和乌斯特质量监控器。
1.1 并条机的自调匀整系统
自调匀整并条机RSB-D401C配备了电子匀整系统(图1所示)。输入棉条通过一对凹凸罗拉,凹凸罗拉中的其中一个是可移动的,当进入凹凸罗拉的棉条重量发生变化时,该罗拉将或多或少从中心位置被推开,凹凸罗拉的运动被信号转换器转换成电压值并输送到CPU D95。CPU D95的任务是计算伺服传动正确的目标值。伺服传动的正确目标值是由棉条输入的电压值和并条机的输出速度计算得到的。伺服驱动计算要求的差动减速器的速度,差动减速器要求的输出速度用于控制凹凸罗拉和中罗拉。这一装置可以实现主牵伸区所需的牵伸变化,并补偿棉条喂入量的偏差。由主电机M1提供的主传动使输送罗拉保持恒速以保证产量可以精确计算。保证输出的棉条的重量偏差控制在±1.5%范围[1]。
1.2 并条机的牵伸系统
该并条机采用四上三下的牵伸系统能对纤维进行精确的导向,将纤维柔和输出并保证完美的运行。棉网离开牵伸系统后,被汇棉漏斗轻柔地收集起来,防止纤维之间的意外缠结。皮辊的加压通过气动选件来调整。机器停机时能自动对皮辊释压防止表面变形,更好地保证质量。与其他并条机相比RSB-D401C的皮辊直径较大,从而使皮辊在运行时表面温度较低,保证良好的运行性能和寿命。
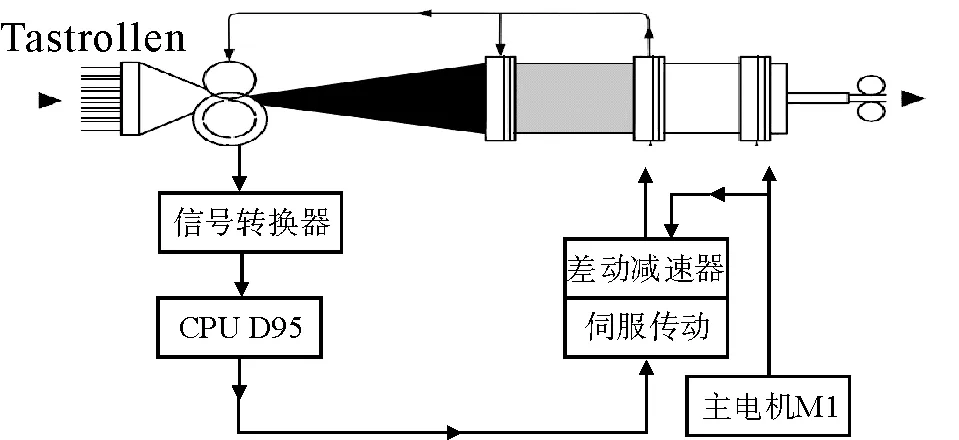
图1 RSB自调匀整原理
1.3 牵伸机构的吸风系统
在生产过程中,尘杂集聚会导致纤维运行紊乱,纱线不匀加剧以及断头增加。在RSB-D401C并条机上,牵伸机构的每根罗拉都与清洁装置相连,使飞花及粘附在罗拉上的纤维都能被吸走。杂质集合体进入除尘杂系统,含尘杂的空气通过管道直接进入设备内部的过滤器,而后进入空调系统的排气管道或直接进入排气管道[2]。
1.4 圈条系统
由于化纤与金属间的摩擦系数较大、条子蓬松,因此,当化纤纯纺或与棉混纺时,若并条机圈条器采用直线斜管,则条子通过时,摩擦阻力较大,在斜管进出口处易堵塞。为了满足条子圈放要求,RSB-D401C并条机采用曲线状的导条,减少了条子对斜管壁的摩擦阻力。另外,圈条盘下部是优质钢制成的蜂窝状结构,在加工合成纤维时可防止纺丝油剂沉积。
2 纺纱工艺实践
2.1 试验条件
试验品种: 主要纺7.3 tex精梳纯棉纱。
配棉条件:100%的一级新疆长绒棉,平均长度为34 mm,品质长度为36.7 mm,线密度1.71 dtex,成熟度系数为2.1,短绒率为9.7%,回潮率9.3%[3]。
测试仪器:YG136条干均匀度测试分析仪。
实验方法:在生产过程中现场取样,每组实验次数及个数按国家有关规定实施。
实验条件:实验温湿度分别为25℃、65%。
2.2 纺纱工艺流程
A11自动抓棉机→B12单轴流开棉机→B72多仓混棉机→C70梳棉机→SB-D11预并条机→E32条并卷联合机→E66精梳机→RSB-D401C并条机→F15粗纱机→K45卡摩纺纱机
2.3 并条机RSB-D401C的主要工艺参数
企业主要是生产精梳纯棉纱,在RSB-D401C并条机上所使用的工艺参数如表1所示。
2.4 自调匀整效果分析
在RSB-D401C并条机上,我们对自调匀整开启时生产的熟条质量与自调匀整关闭时的熟条质量进行了对比,其结果如表2所示。
从表2中的数据可以看出,开启自调匀整时生产出的熟条质量及纱线质量要比无自调匀整时要好。利用自调匀整这种积极的均匀方法,控制条子的重量定量,降低条子的重量偏差,通过并合和匀整装置相结合,就能获得重量一致和符合定量要求的条子[4],达到纺纱要求。
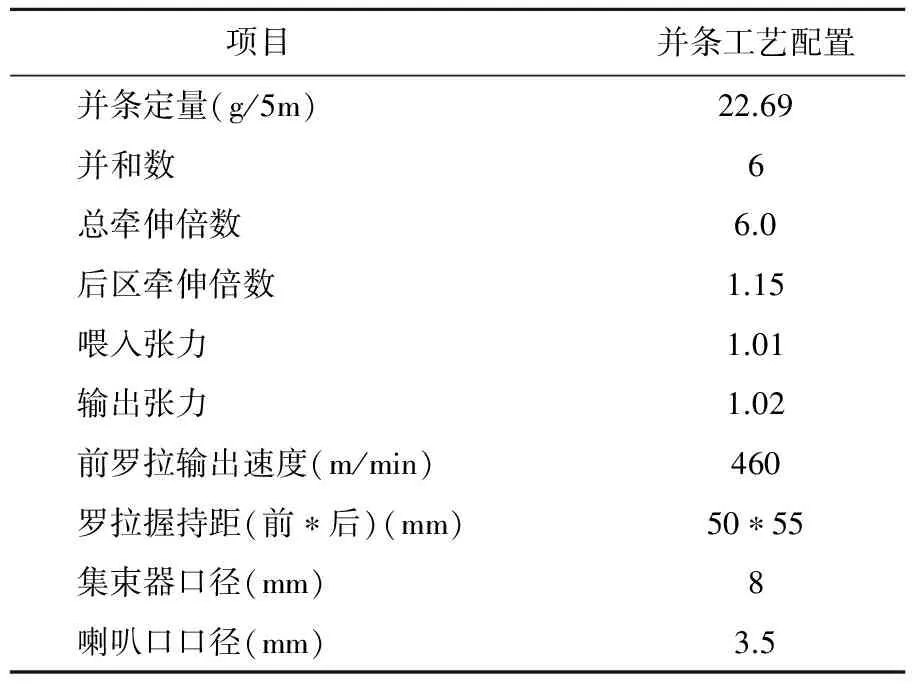
表1 并条工序主要工艺配置
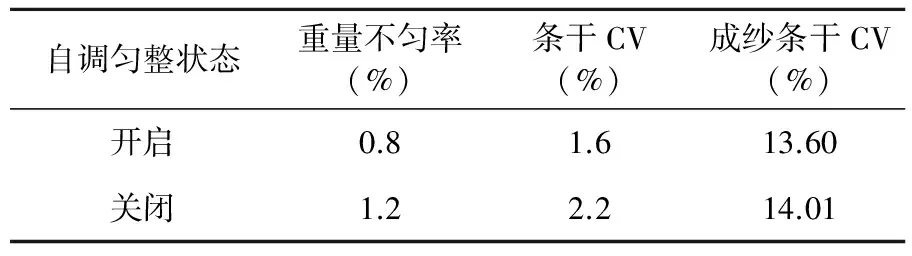
表2 熟条质量对比试验
3 结论
实践证明,立达RSB-D401C并条机是一种高性能的并条机,该技术成熟,既能改善纱线均匀度,稳定重量偏差,提高纱线清洁度,又能保证生产的高效性,经济性和灵活性,是一种理想的并条机。
参考文献:
[1]立达纺织机械有限公司.短纤维纺纱技术[P].ISBN 10 3-9523173-2-2/ISBN 13 978-3-9523173-2-7,2009.
[2]立达纺织机械有限公司.纺纱准备[P].ISBN 10 3-9523173-3-0/ISBN 13 978-3-9523173-3-4,2009.
[3]徐少范.棉纺质量控制[M].北京:中国纺织出版社,2002.
[4]吴敏.并条机自调匀整技术的作用与特点[J].棉纺织技术,2003,31(7):31—33
猜你喜欢
华人时刊(2022年7期)2022-06-05
国际纺织导报(2020年9期)2020-12-10
故事会(蓝版)(2019年3期)2019-03-20
东西南北(2019年24期)2019-02-10
中国生殖健康(2018年8期)2018-10-22
消费者报道(2018年2期)2018-04-10
大家健康(2016年4期)2016-12-23
护理研究(2015年18期)2015-05-14
资源节约与环保(2013年5期)2013-08-15
文学港(2011年5期)2011-11-21
