
深水铺缆船张紧器夹紧缸液压同步控制系统设计与仿真
2012-01-08 04:59陈翠和钟朝廷万箭波刘冬冬
海洋工程 2012年4期
陈翠和,钟朝廷,万箭波,张 涛,刘冬冬
(1.宜春学院,江西宜春 336000;2.海洋石油工程股份有限公司,天津 300451;3.天津市精研工程机械传动有限公司,天津 300451)
深水铺缆船张紧器夹紧缸液压同步控制系统设计与仿真
陈翠和1,钟朝廷2,万箭波3,张 涛2,刘冬冬2
(1.宜春学院,江西宜春 336000;2.海洋石油工程股份有限公司,天津 300451;3.天津市精研工程机械传动有限公司,天津 300451)
张紧器是深水铺缆船上的关键作业装备。由于结构的不对称性,在不加控制的情况下,两个夹紧缸在运动过程中会产生不同步,从而造成系统过大的作用力和/或强烈振动而破坏机构。介绍铺缆张紧器及其夹紧系统工作原理,设计夹紧缸同步液压控制系统并进行了仿真,验证系统设计的可行性,为铺缆张紧器的设计与调试提供了有价值的参考。
张紧器;电缆铺设;同步控制;液压缸;深水铺缆船
张紧器是深水铺管与铺缆船上的关键作业装备,长期以来一直依赖进口。随着我国海洋开发的快速发展,对该设备的需求大大增加,为该设备的国产化提供了市场条件。十一五“863”项目“深水海底管道铺设技术”提出了张紧器国产化目标,“863”项目组从总体方案、结构设计、控制系统设计等方面进行了系统研究[1-4],完成了大吨位深水铺管张紧器的设计,在此基础上,研制了一台15 t张紧器原理样机,以验证其技术的可行性。结合工程需求,15 t张紧器原理样机结合了铺管张紧器和铺缆张紧器特点,可以进行6″~10″的钢管铺设,也能进行Φ25~254 mm的电缆铺设,并以铺缆作为主要作业类型。
铺缆张紧器的作用一是夹持电缆,为电缆提供张力,使电缆不会滑入海中;二是在船舶移动过程中,实现电缆收放速度可控,并且能够根据电缆张力的变化自动收紧或放出电缆,维持电缆张力在允许范围内,在防止电缆拉断的同时,将电缆顺利铺设到预定的海底路由上。
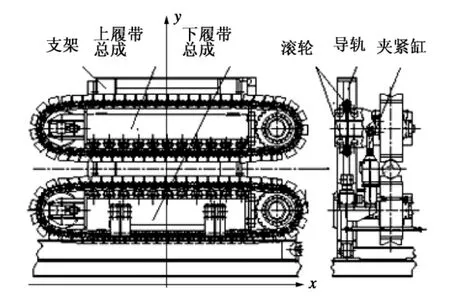
图1 张紧器总体结构Fig.1 The overall structure of tensioner
15 t铺缆张紧器主要由上履带总成、下履带总成、底座、支架、导轨及液压机构等组成,见图1。上履带总成通过其两块侧板上安装的滚轮与导轨连接,滚轮分布在导轨的左右两侧。在左右两个夹紧缸驱动下,上履带总成可以沿着支架上的导轨上下移动,并通过两个导轨来校正上履带总成的上下运动轨迹,防止夹紧缸受到破坏。上履带总成与下履带总成上装有液压驱动的压力均布滚轮系统,可以将压力均匀地分布在电缆上。履带上安装有聚安脂垫块,可以增加与电缆间的摩擦力,防止打滑。
15 t铺缆张紧器的上下两个履带采用变频电机驱动,其质量相对中心面,在左右分布很不对称(以下称x方向不对称),如果不采取措施,其左右两个夹紧缸的运动将会严重不同步,这种不同步可能造成系统强烈振动和/或过大的作用力而破坏机构,因此,夹紧缸同步问题就变得非常关键。
文献[5-6]对大吨位深水铺管张紧器夹紧缸同步控制问题进行了研究,得出了有益的结论。针对15 t张紧器原理样机的特点,设计了夹紧缸同步液压控制系统,并使用AMESIM对同步控制问题进行了进一步的研究,验证了系统设计的可行性,为国产化工程样机的设计与调试提供了有价值的参考。
1 铺缆张紧器夹紧系统工作原理
需要夹紧电缆时,先由夹紧液压缸驱动上履带总成沿导轨快速下降,在履带与电缆接触后,改为慢速夹紧工进,在达到设定的夹紧力后停止驱动夹紧液压缸并保压。需要松开电缆时,先对系统卸荷,随后,由夹紧缸驱动上履带总成快速上行。
由夹紧机构工作原理,夹紧工作可以分为五个阶段:上履带总成快速下行、夹紧慢速工进、夹紧保压、松开卸荷以及上履带总成快速上行。
2 夹紧缸液压同步回路设计
根据以上要求,设计的夹紧液压回路如图2所示。系统采用两种工作压力,低压(65 bar)用于提供上履带总成的快速上、下行所需的液压动力,高压(180 bar)用于提供将电缆夹紧时所需的液压动力。上履带总成通过两个液压缸1驱动。为了使上履带总成在上下行运动过程中可以随时停止在任意高度,以方便维护,同时使上履带总成运行平稳,在回路中设置了一个平衡阀5提供背压;换向阀3实现上履带总成上行、停止、下行的换向动作;电磁阀7流量较小,用于上履带总成夹紧工进;电磁阀8用于系统卸荷;溢流阀9起安全溢流作用。

图2 夹紧缸液压同步控制回路Fig.2 Hydraulic loop of synchronization control for the clamping cylinders
工作原理为:换向阀3处于左位时,上履带总成快速下行,此时系统工作在低压;当履带接触到电缆后,将换向阀切换到中位,改为小流量电磁阀7提供压力油使上履带总成工作在夹紧慢速工进状态,同时,系统压力被转换为高压用于夹紧电缆。在夹紧电缆工进过程中,蓄能器同时充压。达到设定的夹紧力后,电磁阀7切换到右位,停止供油;夹紧后,由蓄能器保压,如果由于泄漏导致压力下降到设定值时,电磁阀7再次动作给系统补油;需要松开电缆时,电磁阀8动作,系统开始卸荷;卸荷完成后,换向阀3切换到右位,在低压下上履带总成开始快速上行。
由于上履带总成上安装的驱动轮、驱动电机、减速箱等原因,上履带总成的质量在沿x方向(即图1中从左至右的水平方向,下同)上的分布相对其中心面并不对称,导致两个夹紧缸的活塞运动可能不同步。虽然左右两个导轨具备一定的机械同步能力,但是,这种机械刚性同步的精度比较低,运动的平稳性比较差[7],加上本系统的负载重(上履带总成重达7.7 t),工作压力较大,在不同步的情况下,滚轮与导轨之间可能产生过大的作用力甚至发生系统强烈振动的情况,对机构产生强大的破坏作用,因此,必须采取更有效的夹紧缸同步控制措施。
对于液压缸同步控制,经常采用的同步控制元件有三种:分流集流阀、液压伺服阀和比例节流阀。应用分流集流阀的同步系统的优势在于成本低,不足在于控制精度较低;而伺服控制的优点在于精度高,但是成本也很高;比例节流阀则综合了分流阀和伺服阀的各自优势,即价格较低,控制精度较高,是性价比较高的一种元件[8]。
综合考虑成本与控制精度等各方面因素,选择比例节流阀作为控制元件。为了进一步降低控制的复杂性,在系统中仅采用了一个比例节流阀4对单个油缸回路进行控制来实现两个夹紧缸的同步,并采样液压缸有杆腔进油管路上的压力作为反馈控制信号。
取上履带总成快速上下行的系统工作压力P=6.5 MPa,夹紧缸缸径D=0.125 m,杆径d=0.075 m,行程L=0.4 m,上履带总成下行时间为t=5 s,则系统流量:

液压缸型号选为125/70-680,平衡阀型号选为1CE35F6T35S5,换向阀3的型号选取为4WE6J31/DAG24N9。
为了验证设计的液压回路的合理性,利用AMESIM软件对液压夹紧控制系统的同步特性进行仿真。
3 夹紧缸同步控制仿真模型
由于上履带总成采用滚轮与导轨连接,建模过程中忽略上履带总成上下行过种中的摩擦阻力。考虑到这里的目的主要是验证夹紧缸的同步控制方案是否有效,而且,夹紧缸不同步问题主要是履带总成的质量在沿x方向上的分布并不对称原因造成,因此,仿真时忽略液压管路的沿程压力损失,各种阀体的局部压力损失取系统默认值。另外,由上履带总成的结构不对称所造成的两夹紧缸不同步程度远远大于液压元件泄漏量的不同所产生的影响,因此,忽略各液压元件的泄漏情况。
夹紧机构模型如3所示。其中,上履带总成模型采用了6端口平面运动机构(PLMBOD06),滚轮与导轨之间的相互作用采用接触模型(LSTP00A),图中的四个接触模型分别对应四个滚轮与导轨之间的作用。由于滚轮与导轨接触仅在上履带总成有x方向位移时才发生,因此,模型中用到了位移传感器,且只取x方向的位移数据,接触力模型所产生的反作用力也以Fx分量与系统耦合。夹紧缸使用的是千斤顶模型(PLMJ00)。图中的常量k=0。

图3 夹紧机构模型Fig.3 Clamping mechanism model of tensioner

图4 夹紧缸同步控制液压回路模型Fig.4 The model of hydraulic control loop
夹紧缸同步液压控制系统模型如图4所示。模型中,两个夹紧缸有杆端的管道压力被采样,用作同步控制的反馈信号。控制算法是工业界广泛采用的PID算法。在PID控制器之前,用了一个函数(以下称为预处理函数)对反馈信号进行预处理。PID控制器的输出送入下一个处理函数(以下称为后处理函数)和限幅模型(取值范围为0~1)。由于仅考察上履带总成中上下行过程中两个夹紧缸的同步问题,因此,液压回路中用于夹紧工进的电磁阀7和用于系统卸荷的电磁阀8没有建立对应模型。
4 仿真过程与结果分析
为确定系统特性,对上履带总成下行和上行的同步情况分别进行了仿真,共分为4种情况。
1)上履带总成下行,滚轮与导轨间无运动间隙,两个节流阀取相同流量,纯机械同步控制下的系统特性
参数设置:接触模型gap=0 mm,两个节流阀流量q=16 L/min,比例节流阀输入信号sig=1(后处理函数f(x)=1),换向阀输入信号sig=40。
图5表明,上履带总成经过约4.8 s下行到达最底部。
从图6与图7可以看到,在换向阀开启瞬间,左上角与左下角的滚轮与导轮之间均产生了很大的冲击力,分别达到9.03 kN和7.7 kN,表明在阀开启的时候系统可能产生振动破坏,因此,滚轮与导轮之间应有一定的运动间隙。对于铺缆张紧器这种非精密机械来说,2~3 mm的间隙是允许的。系统稳定后,上履带总成在导轨的机械刚性同步下快速下行,此时左上角滚轮与导轨的接触力恒为10.3 kN,如此大的单侧作用力对系统结构也会产生很大的破坏作用,因此,由于大负载作用,不能仅依赖导轨的机械同步,需要采取更好的同步措施才能保证系统结构不受到破坏。
另外,从图6还可以看到,在夹紧缸下行到下限位置的时候,系统也开始产生振动,滚轮与导轨之间出现很大的接触力。由于夹紧时工作压力高达180 bar,可以预见这种现象会更严重。为此,在夹紧时,换成小流量(如1 L/min)的换向阀给系统加压并加以适当控制,配合履带的聚安脂垫块和压力均布液压弹簧的缓冲作用,可以避免这种振动现象。
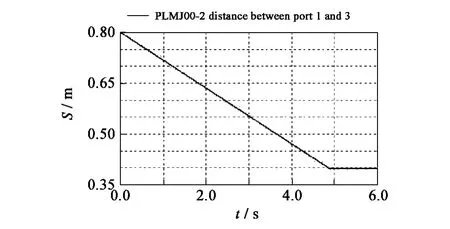
图5 夹紧缸活塞位置Fig.5 Piston displacement of the clamping cylinder

图6 左上角滚轮与导轨接触力Fig.6 Contact force between the upper left roller and guide rail
2)上履带总成下行,接触模型取较大间隙,两个节流阀取相同流量,无同步(包括机械同步)控制下的系统特性
参数设置:接触模型gap=8 mm(可以设为更大,只要不产生机械同步即可),两个节流阀流量q=16 L/min,比例节流阀输入信号sig=1(后处理函数f(x)=1),换向阀输入信号sig=40。
图8表明,在没有干预的情况下(包括机械同步),由于上履带总成的偏心问题,两个夹紧缸出现了很大的不同步,在下行过程中,上履带总成横向位移达7.46 mm(图中1线所示),两个夹紧缸的位移差达到28.28 mm(图中2 线所示)。
从图9中可以看到,两个夹紧缸有杆腔压力差(图中实线所示)与活塞运动速度之差(放大200倍)(图中虚线所示)的变化趋势是一致的,也就是说,两个夹紧缸有杆腔压力差能够反映出两个夹紧缸不同步的程度,这一结论同样适用于上履带总成的上行过程,这也正是以压力差作为同步控制反馈信号的依据。
3)上履带总成下行,节流调速同步控制下的系统特性
参数设置:接触模型gap=2 mm,右边节流阀标称流量q=10 L/min;左边比例节流阀标称流量q=25 L/min;PID控制器的P=10,I=200;预处理函数f(x)=(x-12.49)/100,后处理函数f(x)=-x;换向阀输入信号sig=40。
从图10与图11可以看到,在开始时刻,比例节流阀开度从1迅速下降到约0.38,约1.3 s后,系统基本进入稳定状态,上履带总成开始平稳下行,此时两个夹紧缸有杆腔的压力差约为定值12.49 bar(图11虚线所示),活塞速度差约为4.4×10-5m/s(图11实线所示),两个夹紧缸几乎完全同步。两个夹紧缸同步后,其有杆腔的压力差是由于上履带总成在x方向上的质量不对称引起的。
图12进一步表明,在上履带总成从最高点下行到最低点的整个过程,其横向位移最大约为-0.08 mm(图中实所示),滚轮与导轨间不会产生接触力(滚轮与导轨间隙为2 mm)。两个夹紧缸的位移差最大约为0.31 mm(图中虚线所示),系统达到了良好同步效果。
从图13可以看到在上履带下行到终点后,压力和迅速上升,因此,该压力和可以用作上履带总成与电缆是否接触,需要切换到夹紧工进状态的判断依据。
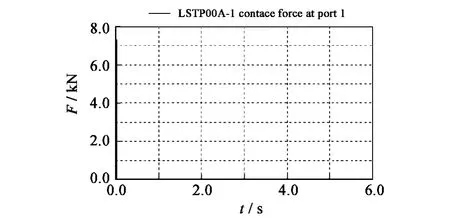
图7 左下角滚轮与导轨接触力Fig.7 Contact force between the lower left roller and guide rail

图8 左上角滚轮x向位移与两夹紧缸活塞位移差Fig.8 Displacement of the upper left roller in x direction and displacement difference between two pistons of clamping cylinders

图9 两个夹紧缸的速度差及有杆腔一侧的管道压力差Fig.9 Velocity difference between two clamping cylinders and pressure difference between two clamping cylinders’rod side

图10 比例节流阀节流输入信号(节流孔开度)Fig.10 Input signal of proportion throttle valve
4)上履带总成上行,节流调速同步控制下的系统特性
参数设置:接触模型间隙gap=2 mm,右边节流阀标称流量q=10 L/min;左边比例节流阀标称流量q=25 L/min;PID控制器的P=10,I=200;预处理函数f(x)=x,后处理函数f(x)=-x;换向阀输入sig=-40,平面运动构plmbod6的O:initial absolute y position=0.9 m。
该仿真用于上履带总成上行时的同步仿真。图14表明0.3 s后两个夹紧缸已开始同步。此时,两个夹紧缸的活塞速度差和有杆腔压力差均约为定值0(见图15)。在上履带总成从最底部位置上行到最上部位置的整个过程中,上履带总成x向最大位移为-5.4×10-6m(图16实线所示),夹紧缸的活塞位移差约为-2.11×10-6m(图16虚线所示),这表明在上行过程中,通过调节节流阀的流量,两个夹紧缸也达到了良好的同步效果。
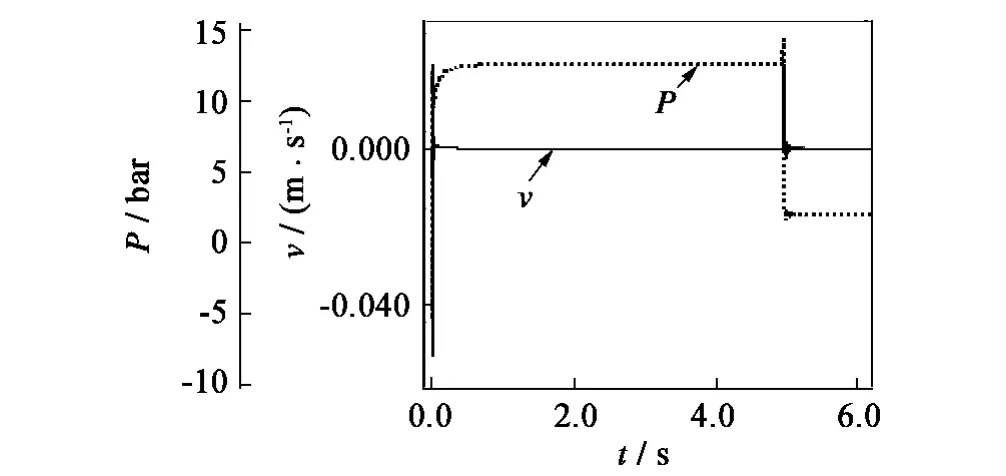
图11 两夹紧缸活塞速度差与有杆腔管道压力差Fig.11 Velocity difference between two clamping cylinders’piston and pressure difference between two clamping cylinders’rod side
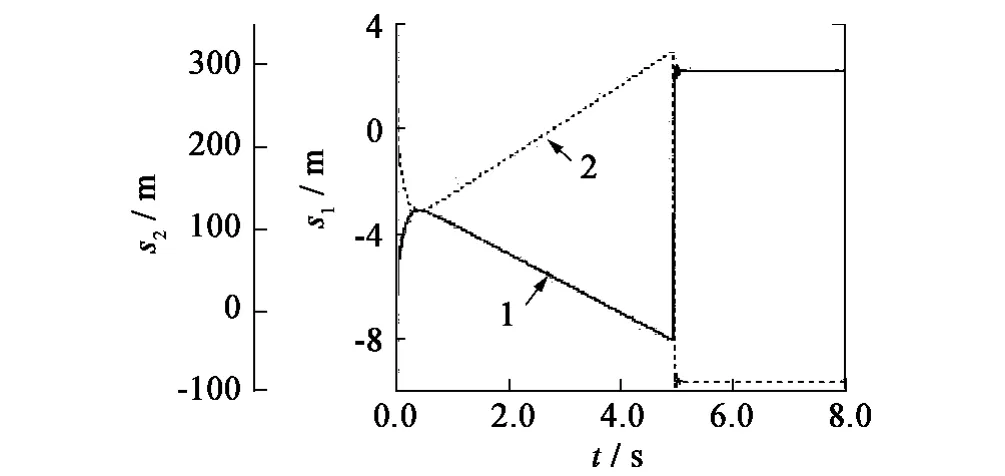
图12 左上角滚轮x向位移与两夹紧缸活塞位移差Fig.12 Displacement of the upper left roller in x direction and displacement difference between two pistons of the clamping cylinders
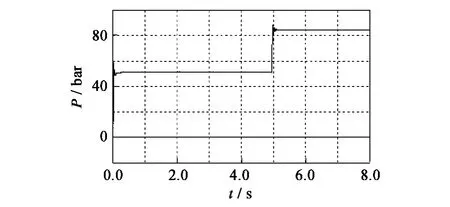
图13 两夹紧缸有杆腔压力和Fig.13 Pressure sum of two clamping cylinders’rod side
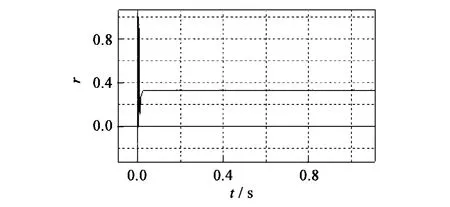
图14 比例节流阀节流输入信号(节流孔开度)Fig.14 Input signal of proportion throttle valve

图15 两个夹紧缸的活塞速度差和有杆腔管道压力差Fig.15 Velocity difference between two clamping cylinders’piston and pressure difference between two clamping cylinders’rod side
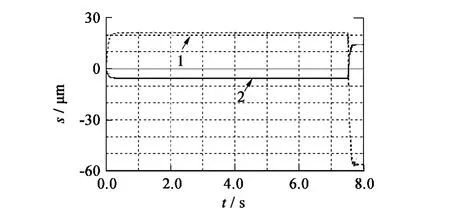
图16 左上角滚轮x向位移与两夹紧缸活塞位移差Fig.16 Displacement of the upper left roller in x direction and displacement difference between two pistons of clamping cylinders
5 结语
根据仿真结果,得到如下结论,为铺缆张紧器夹紧缸同步控制系统的设计与工程样机调试起到了很好的指导作用:
1)由于上履带总成在x向重量的不对称,在没有同步控制的情况下,滚轮与导轨之间将产生很大的作用力甚至出现强烈振动,对系统造成强力破坏。
2)滚轮与导轨间应有一定的运动间隙(2~3 mm),否则,系统在换向阀开启瞬间将会产生强烈的振动而破坏(振动现象在工程样机中得到验证)。
3)在滚轮与导轨有一定运动间隙的情况下,两个夹紧缸有杆腔之间的压差可以有效地反映出夹紧缸的不同步程度,因此,可用作同步控制的反馈信号。
4)夹紧缸有杆腔的压力(或压力和)信号可用于判断上履带总成下降过程中是否与电缆接触,从而使系统切换到夹紧工进的工作状态。
5)采用一个比例节流阀和两个压力传感器,利用PID算法,在上履带总成上行与下行过程中,都可以实现两个夹紧缸的良好同步。
[1]孙 亮,张仕民,林 立,等.海洋铺管船用张紧器的总体设计[J].石油机械,2008,36(8):36-40.
[2]孙 亮,张仕民,樊文斌,等.海洋铺管船用张紧器的履带板设计与分析[J].石油机械,2008,36(10):72-74.
[3]曾 鸣,孙 亮,钟朝廷,等.海洋铺管船用张紧器内悬架的设计与分析[J].石油矿场机械,2010(6):32-35.
[4]房晓明,王晓波,钟朝廷,等.张紧器主框架动态特性分析[J].机电工程技术,2011,40(7):58-62.
[5]张俊亮 曾 鸣,刘文利,等.基于PID神径网络集成控制的张紧器液压夹紧缸同步控制策略[J].机床与液压,2010,30(7):7-10.
[6]张俊亮,刘文利,陈翠和,等.深水铺管船用张紧器液压夹紧系统建模与仿真[J].系统仿真学报,2010,22(2):521-527.
[7]刘欣科.液压支架试验台调高控制系统的研究[J].煤炭科学技术,2007,35(9):62-65.
[8]安维胜,田怀文,杨 苗.水压双缸同步控制的仿真研究[J].机床与液压,2004(10):99-101.
Simulation and design for the hydraulic synchronization control system of clamping cylinders of tensioner on deep water cable-laying vessel
CHEN Cui-he1,ZHONG Chao-ting2,WAN Jian-bo3,ZHANG Tao2,LIU Dong-dong2
(1.Yichun University,Yichun 336000,China;2.Offshore Oil Engineering Co.,Ltd.,Tianjin 300451,China;3.Tianjin Jingyan Construction Machinery Transmission Co.,Ltd.,Tianjin 300451,China)
Tensioner is a key equipment on the deep water cable-laying vessel.The mechanism system would be destructed by the huge forces and/or severe vibration induced by the lack of synchronism of the two clamping hydraulic cylinders movement.In this paper,the operation principle of the cable-laying tensioner and its clamping system is introduced.The synchronization hydraulic control system of the two clamping cylinders is designed and simulated.The simulation results verify its feasibility,providing valuable references to design and commissioning activities for the tensioner.
tensioner;cable laying;synchro control;hydraulic cylinder;deep water cable-laying vessel
TE938
A
1005-9865(2012)04-0137-07
2011-11-22
国家“十一五”863资助项目(2006AA09A105)
陈翠和(1974-),男,江西宜春人,工程师,主要从事海洋石油装备机电控制方面的研究。E-mail:xinsnd@163.com
猜你喜欢
池州学院学报(2022年3期)2022-08-11
湖北农机化(2020年4期)2020-07-24
现代机械(2018年1期)2018-04-17
制造技术与机床(2017年2期)2017-05-04
电子制作(2016年19期)2016-08-24
液压与气动(2015年6期)2015-04-16
舰船科学技术(2015年8期)2015-02-27
航天返回与遥感(2014年5期)2014-07-31
石家庄理工职业学院学术研究(2014年4期)2014-04-27
筑路机械与施工机械化(2014年2期)2014-03-01
