轴类零件自动式全跳动测量仪设计与研究
2012-01-08 03:38王素粉
传动技术 2012年4期
王素粉
(三门峡职业技术学院,河南 三门峡472000)
0 引言
跳动公差是按特别的测量方法定义的位置公差,其中包括圆跳动和全跳动,圆跳动是指实际被测要素在无轴向移动的条件下绕基准轴线旋转一周过程中,由位置固定的指示表在给定的测量方向上对该实际被测要素测得的最大与最小示值之差。全跳动是被测圆柱面绕公共基准轴线连续旋转,指示表与工件在平行与该公共基准轴线的方向作轴向相对直线运动时被测圆柱面上各点的示值中最大值与最小值不得大于一个要求公差值,其中全跳动反映被测圆柱面相对于基准半径的变化还反映了轴线的弯曲误差,目前能够自动测量轴类零件的全跳动测量仪非常欠缺,本文通过分析,研究出了能够自动测量轴类零件的全跳动测量仪,解决的生产及检测当中实际问题,此仪器的设计具有很重要的意义。
1 设计方案的确定
本方案的结构轴类似轴类零件偏摆测量仪机构。即:顶尖和夹持机构带动被测件(轴类零件)回转运动,不传感器及整个测量机构作往复运动。适合于一定范围内检测轴类零件的全跳动误差,均采用电动方式。主要结构主要包括:头架部分的设计、底座部分的设计及传动箱的设计。具体结构图如下:
2 整体设计过程
本测量仪的头架部分选用的是一个三相异步电动机,功率比较小,传动机构利用双联滑移齿轮进行高、低速变换,带动被测量工件的回转;测量仪的底座部分也采用一个三相异步电动机,实现的是测量仪的丝杠螺母的传动,最终带动测量仪表做直线移动。测量仪的尾座部分,测量结果利用位移传感器代替指示表显示,对测量仪在在进行测量总共的跳动误差进行连续采样。
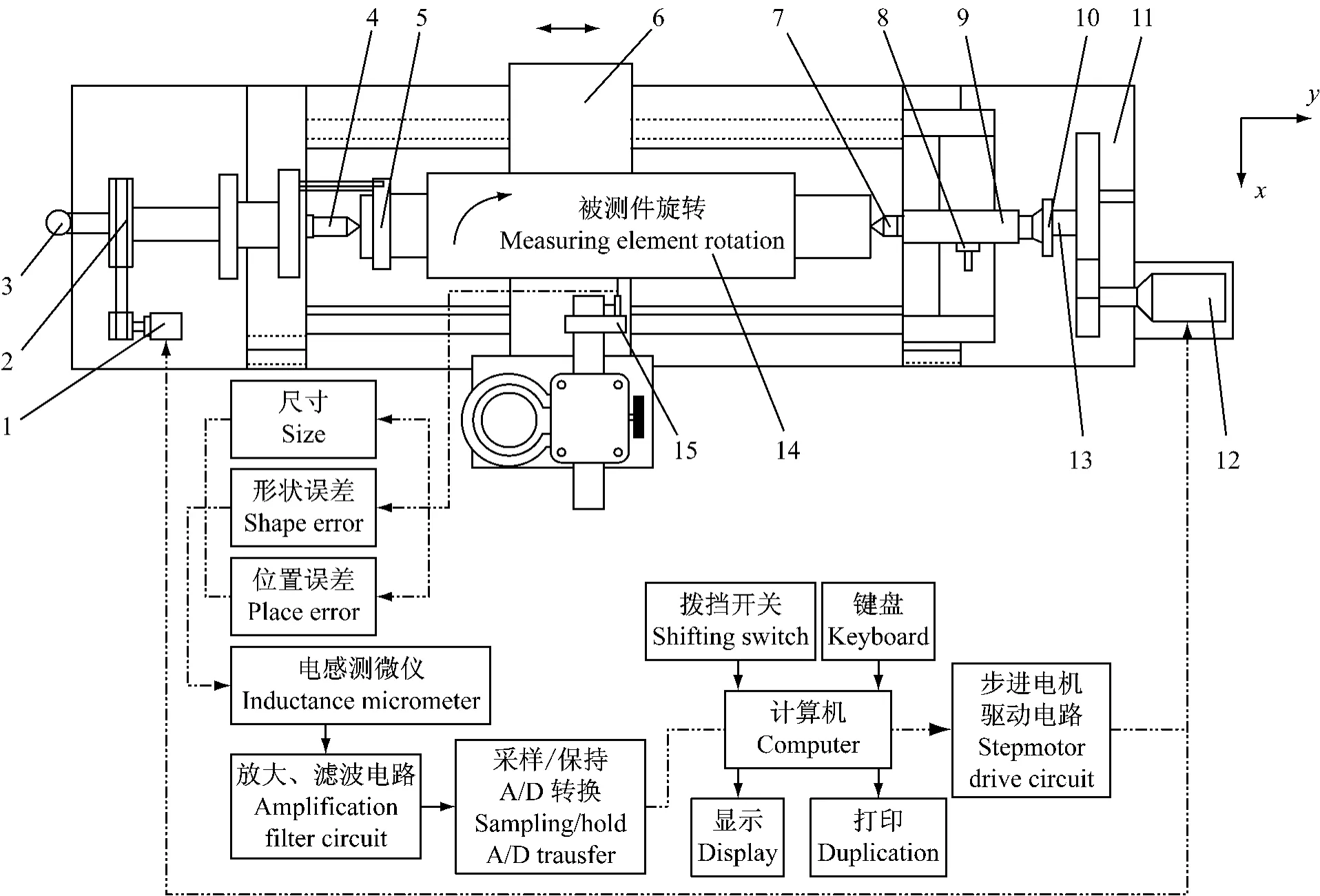
图1 测量仪方案结构图Fig.1 Measuring instrument scheme structure diagram
2.1 电动机的选择
本仪器电动机的选择按以下方法计算:根据设计要求和输出的转动惯量折算成功率来选者电动机
电动机转动惯量公式:

电动机转动步距角:

电动机的输出转矩:

电动机的输出功率:

则电动机的额定功率为:
所以:根据设计要求和目前提供的电机型号,考虑到留有一定的余量,选择低速电机型号为60TDY060S4-2功率为40w,转速为60r/min.
2.2 传动箱齿轮的设计
首先根据齿轮传动比公式进行传动比的计算与分配,选择合适的传动比,再根据弯曲应力、接触应力、接触疲劳强度计算公式对所选择的齿轮进行强度校核,在满足强度要求得范围内最后再进行传动比分配,从而选择出合适的传动比及齿轮的齿数确定。
传动比计算公式:
弯曲应力公式为:
接触应力公式为:

接触疲劳强度:

根据以上分析及计算最后得出所设计齿轮传动部分的齿轮分配情况如表1所示:
2.3 丝杠螺母的设计
测量机构可以在测量体上固定,实现轴类零件的径向跳动,也可以沿着测量体实现纵向移动,实现全跳动的测量。当测量机构在沿着纵向做全跳动测量的时候,必须要求传动平稳及较高的传动精度,即采用可调整间隙螺母的螺旋传动,伺服电机带动丝杠转动。根据计算:丝杠选择Tr20×4-7H/7e型,参数为d=20,p=4,d2=18,D4=20.5,d3=15.5,D1=16的梯形螺纹,中等精度,螺母宽度H=35mm,螺纹 圈数n=8.75圈。
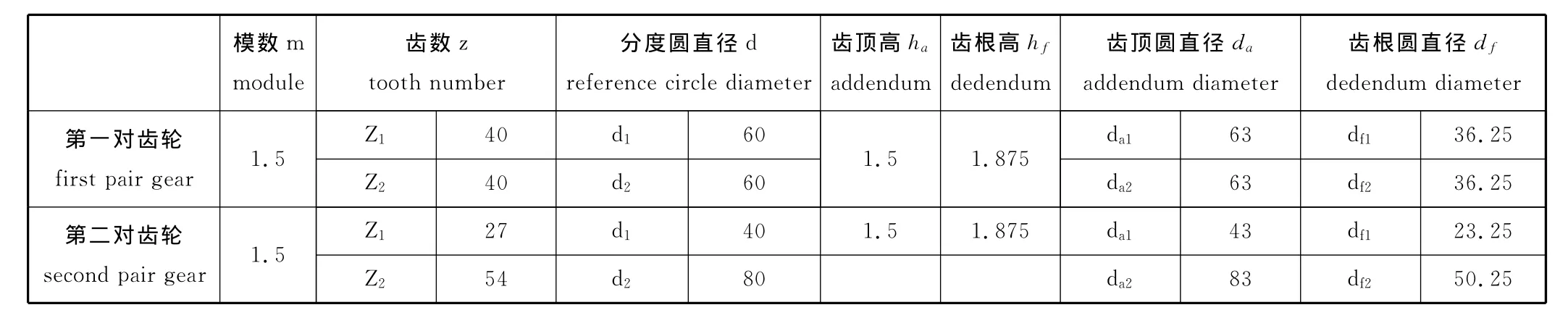
表1 齿轮分配情况Table1 Gear distribute condition
2.4 间隙调整机构
测量部件底座与丝杠螺母之间加调整垫圈,采用四个沉头孔的螺栓连接,在保证压紧力均匀稳定的同时,实现丝杠与丝杠螺母间的间隙调整。这种方式结构简单、刚性好,调整间隙时需卸下调整垫片修磨,为了装卸方便,将调整垫片做成半方形。
2.5 测量机构设计
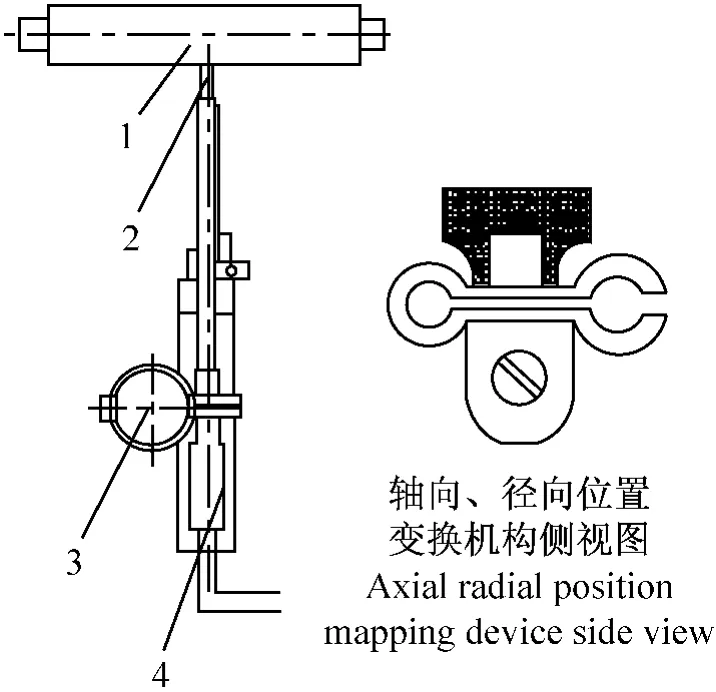
图2 测量机构Fig.2 Measurment mechanism
测量机构采用立柱式支臂测量机构,且保持垂直度要求在允差范围内。转动支臂可对侧头与被测工件之间的垂直度进行调整,还带有锁紧机构。通过调整支臂摩擦轮传动机构,来调整侧头在X方向的移动能够使侧头与被测件之间实现更好的接触。通过调节弹簧铁的位置实现轴向全跳动的自动化测量和端面全跳动的半自动化测量的功能变换。本检测仪是为测量跳动公差等级为3~6级、直径为准10~准300mm的工件而设计的,允许的跳动误差为0.02~0.15μm。考虑到测量时工件和传感器分别作匀低速转动和滑动,振动较轻,根据传感器选择的一般原则,选择动态分辨率为0.13~0.15μm的接触式位移传感器传感器,即测量头直接与被测件的被测表面接触,被测参数的变化,直接反映在量杆的移动量上,然后通过传感器转换为电量。
4 结论
轴类零件的回转运动和测量机构的直线运动分别由一个同步电动机通过齿轮传动系统减速装置来控制,且根据被测件的尺寸大小分别可提供高、低双速运转。由此可见整个传动系统共有四种匹配的运转速度,扩大了被检测零件尺寸的范围,实现了自动化和半自动化(径向全跳动采用自动化方式,端面全跳动采用半自动化方式),便于操作控制,提高了检测的效率。同时避免了往复运动过程中的爬行现象出现,提高了检测的精度。齿轮传动机构中采用了间隙调整机构,内部结构简单紧凑,便于生产制造。
[1] 曾国华,常治斌,孔令博.4102型柴油机凸轮轴螺旋齿轮径向综合误差检测[J].湖北汽车工业学院学报,2001,15(4):5-7.
[2] 吴鸿钧.齿轮双面老啮合检查仪的改进设计[J].汽车工艺与材料,2001(3):43.
[3] 李久立,矫培山,岳明君,等.车轮半自动径、轴跳动谐波检测仪的研制[J].现代计量检测,1995(5):21-24.
[4] 夏水华,王晓青,雷才洪.高精度齿轮综合误差检测仪的设计[J].仪器与仪表,2002(5):19-23.
[5] 吕孟军,郭琪,王洲伟.飞机耗量系统检查仪研制[J].机械设计与制造,2005(3):42-43.
[6] 杨玉春,赵殿滨,苑惠娟.智能型齿轮双面啮合综合检查仪的研制[J].哈尔滨理工大学学报,1998,6(3):13-15.
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
建材发展导向(2021年13期)2021-07-28
化工管理(2021年7期)2021-05-13
制造技术与机床(2019年11期)2019-12-04
汽车实用技术(2019年21期)2019-11-22
电子制作(2019年9期)2019-05-30
中学生数理化·中考版(2018年11期)2019-01-31
制造技术与机床(2019年1期)2019-01-14
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年8期)2017-11-27