
酶法浸提米糠油工艺研究
2012-01-08 11:06李丽辉林亲录黄淑赢
中南林业科技大学学报 2012年11期
李丽辉 ,林亲录 ,黄淑赢
酶法浸提米糠油工艺研究
李丽辉1,2,林亲录1,2,黄淑赢1
(1.稻谷及副产物深加工国家工程实验室,湖南 长沙 410004;2.中南林业科技大学 食品科学与工程学院,湖南 长沙 410004)
试验比较了米糠粒度、料液比对酶法浸提米糠油出油率的影响。正交试验确定最佳酶解工艺条件。结果表明:米糠过40目筛,配制料液比(W/V)为1∶5的溶液,加入纤维素酶1.2%,蛋白酶0.6%,淀粉酶0.3%,在pH值为4.5,温度55℃条件下酶解6 h,出油率达到87.83%。
米糠油;纤维素酶;酶法浸提;出油率
米糠是稻米加工的副产品,占稻谷重量的5%~5.5%。米糠中含有油脂、蛋白质、纤维素和多种维生素及人体所需营养素。从米糠提取的米糠油富含不饱和脂肪酸(通常占其脂肪酸的80 %~85 %), 是一种理想的食用植物油,具有非常高的保健价值,已广泛应用于食品工业[1]。我国是稻谷大国,生产米糠油资源丰富,潜力巨大[2]。近年来,快速高效和最大限度地从米糠中提取油脂成分成为油脂界研究热点[3]。米糠油的制备主要有机械压榨法、溶剂浸出法、酶法和超临界CO2萃取法[4-6]。与其它制备工艺相比,酶法浸提米糠油是利用纤维素酶、蛋白酶和淀粉酶等破坏米糠细胞壁,使细胞壁内的油脂尽可能地释放出来,反应条件温和,设备简单,出油率高,米糠油品质优良[7]。本试验对酶法浸提米糠油的原料预处理和酶解条件进行研究,并通过正交试验优化浸提工艺参数。
1 材料与方法
1.1 材料
米糠 湖南稻花香米业有限公司;纤维素酶(活力 40 000 U/g))杰诺生物酶有限公司;淀粉酶 (活力6 000 U/g) 深圳市绿微康生物工程有限公司;蛋白酶(活力50 000 U/g)杰诺生物酶有限公司;异丙醇(分析纯)长沙分路口塑料化工厂;其他试剂均为分析纯。
1.2 方法
1.2.1 米糠主要成分的测定
米糠水分含量的测定:105℃恒重法(GB 5009.3—2010)
米糠粗脂肪含量的测定:索氏抽提法(GB/T 5512-2008)
米糠蛋白质含量的测定:凯氏定氮法(GB/T5511-2008)
米糠灰分含量的测定:高温灼烧法(GB/T 22510-2008)
米糠纤维素含量的测定 介质过滤法(GB/T 5515-2008)
1.2.2 工艺流程
米糠→粉碎过筛→加热处理→冷却→料液配制→酶解→加热灭酶→溶剂浸提→离心分离→蒸发溶剂→米糠毛油
1.2.3 米糠预处理
先将米糠粉碎过筛,然后用蒸汽处理法进行脂肪酶失活处理,冷却至室温,加水混合均匀。根据米糠粒度、料液比对出油率影响的试验结果,选定合适粒度(目筛)的米糠和料液比(W/V)配制浸提溶液进行后续试验。
1.2.4 酶解
用1∶1HCl调整混合溶液的pH值,用适当配比的淀粉酶、蛋白酶和纤维素酶进行酶解,先用单因素试验确定酶用量、pH值、温度和时间等酶解条件的取值范围,然后由正交试验获得酶法浸提米糠油最佳工艺条件。
1.2.5 米糠油浸提
参照文献[5]方法,将完成酶解反应后的浸提液加热至85℃,保温15 min,使淀粉酶、蛋白酶和纤维素酶失去活性。然后按米糠/异丙醇(W/V)为1∶2加入异丙醇,搅拌均匀,维持温度60℃,浸提2 h,离心分离混合油,最后蒸馏得到米糠毛油。
2 结果与分析
2.1 米糠主要成分
测定结果见表1。

表1 米糠主要成分Table 1 Principal components of rice bran
2.2 米糠预处理对出油率的影响
稻米加工产生的米糠粒度较大且粗细不均,且有少量含淀粉的碎米,直接影响米糠油的出油率质量[8]。采取合适的预处理工艺对提高米糠油的提取具有重要作用。
2.2.1 米糠粒度
不同米糠粒度浸提米糠油的试验结果如图1所示。

图1 米糠粒度对出油率的影响Fig.1 Effect of rice bran granularity on extracting rate
由图1可知,当米糠粒度从20目至40目时,提油率上升,50目略有提高,60目时则下降。在提取过程中, 米糠粒度大,与提取溶剂接触的表面积小,提油率较低,而粒度过小,米糠在溶液中难于分散均匀,甚至发生结块现象,减少有效传质面积, 影响提取效果。综合考虑加工成本,以选取40目米糠粒度为宜。
2.2.2 脂肪酶的钝化
米糠中含有解脂酶, 可分解脂肪三甘脂为游离脂肪酸和甘油, 糠油酸价增高,影响糠油品质。米糠经高温蒸汽处理后, 钝化解脂酶(解脂酶在70~80℃时失活), 并促使淀粉糊化及蛋白质凝聚变性, 从而使束缚于超细微通道中及球蛋白中处于结合状态的油脂易于浸出,使出油率提高。试验结果显示,加热能明显破坏解酯酶的活性。
2.3 酶解浸提液与试剂配比对出油率的影响
2.3.1 料液比
不同料液比对米糠油出油率的影响如图2。

图2 料液比对出油率的影响Fig.2 Effect of raw materials and liquid ratio on extracting rate
由图2看出,料液比从1∶3到1∶5 出油率增加。米糠中的膳食纤维和淀粉的吸水膨胀能力较强[4],料液比过小,物料较黏稠, 流动性差, 不利于糠油浸出;当料液比大于1∶5时, 出油率趋于平稳并略有下降。后续试验选择料液比为1∶5。
2.3.2 酶配比
米糠油脂存在于米糠细胞器官中。酶法浸提米糠油是利用淀粉酶和纤维素酶等破坏细胞壁,而蛋白酶可渗透到脂质体膜内, 使细胞壁内的油等内含物在温和的反应条件下释放出来。研究发现,淀粉酶、纤维素酶、蛋白酶等在浸提过程中具有协同作用[9]为考察3种酶不同配比对出油率的影响,设计L9(34)正交试验表,试验结果如表2。
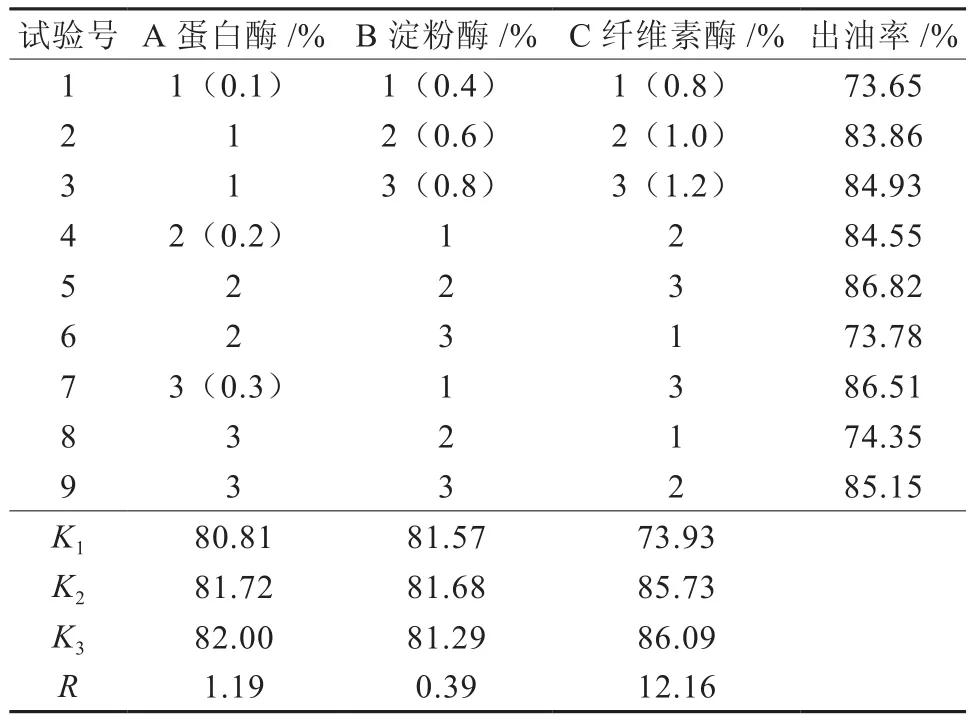
表2 酶配比正交试验结果Table 2 Orthogonal test results of enzyme mixture ratio
由表2可知,三种酶的用量及其配比对出油率影响显著,其影响主次顺序为:纤维素酶>蛋白酶>淀粉酶。最佳酶配比为:蛋白酶(A3)0.3%,淀粉酶(B2)0.6%,纤维素酶(C3)1.2%。
2.4 酶法浸提米糠油最佳工艺条件
按米糠预处理和试验结果,选定过40目筛米糠为原料,以最佳酶配比加入蛋白酶、淀粉酶和纤维素酶,先单因素试验选定酶用量(以纤维素酶计,相应加入蛋白酶和淀粉酶)、温度、pH、时间值范围,然后以L9(34)正交试验确定酶法浸提米糠油最佳工艺条件,结果如表3。
试验结果表明,影响出油率因素的顺序为:酶用量>时间>pH值>温度。最佳浸提条件为酶用量(D2,纤维素酶)1.2%(相应加入蛋白酶0.6%,淀粉酶0.3%),酶解时间6 h,酶解pH值4.5,酶解温度55℃。根据该最佳条件进行酶解,用异丙醇浸出、蒸馏分离得米糠毛油,试验3次,取均值,米糠油出油率达到87.83%。
3 结 论
酶法浸提米糠油,浸提体系中淀粉酶、纤维素酶、蛋白酶具有协同作用,适当的料液比和3种酶的配比可提高米糠油出油率。正交试验结果表明,影响米糠油出油率因素的主次顺序为:酶用量>时间>pH值>温度。最佳浸提工艺为:酶用量(纤维素酶1.2%,蛋白酶0.6%,淀粉酶0.3%),酶解时间6h,酶解pH值为4.5,酶解温度55℃。该条件下米糠油的出油率达到87.83%。酶法浸提米糠油,设备简单,反应条件温和,出油率高,随着酶制剂技术研究的深入,使酶制剂成本不断降低,该方法对于米糠油的高效制备将具有良好的应用前景。

表3 酶法浸提正交试验结果Table 3 Orthogonal test results of enzymatic extraction method
[1] Marlene M M, Richard T, Silvia M, et a1. Rice branoil, not fiber,lowers cholesterol in humans[J]. American Journal of Clinical Nutrition, 2005, 81(1):64-68.
[2] 张绪霞, 许丽娜. 米糠油制取工艺的研究[J]. 中国油脂,2007,32(1):25-28.
[3] 刘军海. 米糠油水介质浸出工艺研究进展[J]. 粮食与油脂,2002,(11):33-34.
[4] 杨慧萍,王素雅,宋 伟,等. 水酶法提取米糠油的研究[J].食品科学,2004,25(8):106-109.
[5] 郭 梅,刘敏尧,王 娜,等. 酶催化浸出米糠油的研究[J].食品科学2008, 29(11): 201-202.
[6] 宋玉卿,于殿宇,张晓红,等.超临界CO2流体萃取米糠油研究[J].粮食与油脂,2007,(5):24-26.
[7] 兴 丽,赵凤敏,曹有福,等. 米糠油加工技术研究进展[J].中国食物与营养, 2011,17(10):35-37.
[8] 马传国,梁少华,王 伟,等.一级米糠油生产工艺的研究[J].中国粮油学报,2005,20(5):98-100,119.
[9] Aparna Sharma, Khare S.K, Gupta M.N. Enzyme -assited aqueous extraction of rice bran oil[J].J.Ame. Oil Chem.Soc.2001, 78(9): 949-951.
Enzymatic extraction technology of rice bran oil
LI Li-hui1,2, LIN Qin-lu1,2, HUANG Shu-ying1
(1.National Engineering Laboratory for Rice and Byproducts Processing, Changsha 410004, Hunan, China; 2. School of Food Science and Engineering, Center South University of Forestry and Technology, Changsha 410004, Hunan, China)
The effects of rice bran particle size, solid-liquid ratio on the extracting rate of rice bran oil were investigated by using enzymatic extraction method. The optimum enzymolysis technology conditions were determined through orthogonal design and test.The results show that the rice bran was sifted through a 40 mesh sieve, put up as a solution with solid-liquid ratio (m/V) of 1∶5, added cellulase 1.2%, protease 0.6%,amylase 0.3%; treated under conditions of pH 4.5, temperature 55℃and enzymatic hydrolysis time of 6 hours, the extracting rate reached 87.83%.
rice bran oil; cellulose; enzymatic extraction method; extracting rate
S759;TS224.6
A
1673-923X(2012)11-0168-03
2012-07-10
湖南省科学技术厅项目(2010NK3037)
李丽辉(1974-),女,湖南平江,讲师,硕士,研究方向:农产品加工与贮藏。E-mail:lilihui740227@126.com
[本文编校:欧阳钦]
猜你喜欢
四川林业科技(2022年1期)2022-03-22
农产品加工(2022年2期)2022-02-16
肉类工业(2021年8期)2021-09-23
农产品加工(2021年13期)2021-08-07
河南畜牧兽医(2020年17期)2020-01-10
中国油脂(2019年5期)2019-05-13
中成药(2017年12期)2018-01-19
中国油脂(2017年11期)2017-12-11
食品工业科技(2014年23期)2014-03-11
食品工业科技(2014年23期)2014-03-11
