采用复合锌基钎料钎焊铜铝焊接接头的微观组织及力学性能
2011-12-14 10:21王洪礼田战玲李明娥
材料研究与应用 2011年2期
王洪礼,田战玲,李明娥
新疆维吾尔族自治区产品质量监督检验研究院,新疆乌鲁木齐830004
采用复合锌基钎料钎焊铜铝焊接接头的微观组织及力学性能
王洪礼,田战玲,李明娥
新疆维吾尔族自治区产品质量监督检验研究院,新疆乌鲁木齐830004
在Zn-27A l钎料表面电镀Ni制备复合锌基钎料,在氮气保护的电阻炉中用复合锌基钎料和Zn-27A l钎料对Cu与A l进行钎焊试验,运用金相显微镜、电子探针、X射线衍射仪分析了接头的微观组织,通过拉伸试验评定了接头的力学性能.结果表明:与未电镀镍层的Zn-27Al钎料钎缝相比,复合锌基钎料钎缝中没有组织偏聚,组织分布更均匀、且有CuZn5+Ni3Al复合相生成;Ni层能够有效地阻止A l和Cu的快速扩散,从而减少低熔点脆性化合物Al2Cu的生成.在钎焊条件相同的条件下,复合锌基钎料钎焊接头的最大剪切强度为31.73 M Pa高于Zn-27Al钎料钎焊接头的最大剪切强度.
铜;铝;复合锌基钎料;微观组织;力学性能
铜/铝复合结构在工业生产中应用广泛,铜与铝的连接通常采用钎焊[1-2].若铜铝直接钎焊,由于铝、铜原子扩散较快,容易在钎焊接头中形成易熔的脆性A l-CuA l2共晶相,导致接头强度降低[3-4].锌基钎料由于熔点低,工艺性好,且具有良好的润湿性、流动性、抗腐蚀性和填充间隙能力,因此常常用于铜/铝异种金属的钎焊[5].在锌基钎料的表面电镀Ni制得复合基钎料,可在钎焊过程中阻止脆性 A l-CuA l2共晶相的生成.本研究采用这种复合锌基钎料对铜-铝进行钎接,并分析测试了接头的微观组织及力学性能.
1 试 验
1.1 试验材料
钎焊母材分别为25 mm×80 mm×3 mm的纯铝L2和无氧铜TU 2.所用钎料为厚度0.8 mm的带状锌基钎料 Zn-27A l,其成分为 w(Zn)=73.00%,w(A l)=27.00%,在此钎料的表面上电镀一层厚度为5μm的Ni,制成复合锌基钎料;钎剂为铝钎剂QJ201.
按尺寸机加工铜母材和铝母材.铜母材依次分别用400、800和1200号砂纸打磨后用超声波清洗;铝母材和钎料先分别用丙酮去除表面油污,再用50~60℃,15%的NaOH溶液浸泡15 s,然后用清水冲洗;用1∶3的稀硝酸溶液浸泡10 s后用清水冲洗,再用乙醇清洗,晾干备用.
1.2 试验方法
将用少量蒸馏水调成糊状的QJ201钎剂均匀地涂敷在复合锌基钎料的表面上,厚度大约为0.05 mm.将氮气气氛保护电阻炉升温至550℃,放入装配好的试样,为进行同炉钎焊对比试验,将用未电镀镍层的Zn-27A l钎料装配的试样一同放入炉内钎焊.保温8 min后取出空冷.
试样冷却到室温时,先用60~80℃的热水清洗10 min,用毛刷清理残渣并用冷水清洗.在15%的稀硝酸中浸泡30 min后再用冷水清洗,除去残留在焊件表面的钎剂.
1.3 测试方法及仪器
在观察铜铝钎焊接头的微观形貌前,将L2纯铝侧用5%的氢氟酸腐蚀,TU 2无氧铜侧用3 g FeCl3粉末+2 mL 36%的盐酸+96 m L无水乙醇配制的腐蚀液腐蚀.两侧的腐蚀时间均为5 s.采用MeF3型金相显微镜观察接头的微观组织,用D8ADVANCEX型X射线衍射仪测定接头的物相组成,用 EM PA 1600电子探针测定接头的元素分布;制作拉伸试件,在万能拉伸试验机上测试焊件的力学性能.
2 试验结果与讨论
2.1 接头的微观组织
Zn-27A l钎料和复合锌基钎料在550℃下钎焊8 min后钎焊接头的金相组织如图1所示.由图1可见,Cu-A l钎焊接头由Cu侧钎料界面、中央钎缝区、A l侧钎料界面三部分组成.对比相同钎焊工艺参数下采用两种钎料钎焊接头的微观组织可知,铜母材未溶解,铝部分溶解.用复合锌基钎料的钎焊接头组织比较均匀,晶粒细小.
从图1还可以看出,两种钎料的钎焊接头钎缝区都是由大块灰色区域、黑色区域、枝晶状区域和小块灰色区域组成,而复合锌基钎料钎焊接头的钎缝区还特有亮色区.电子探针对两种钎料的钎焊接头钎缝区不同区域的特征点的扫描结果列于表1和表2.

图1 钎焊接头的金相组织Fig.1 M icrostructure of brazed joints
根据图2的XRD分析结果以及表1和表2的特征点电子探针的测试结果,并结合A l-Zn-Cu三元相图,可知图1钎缝中的大块灰色区域为A l和Cu构成的金属间化合物A l2Cu3;黑色区域为钎料中的Zn元素部分溶解于A l形成的α-A l固溶体;枝晶状区域为金属间化合物 A l2Cu;小块灰色区域为CuZn5+A l2Cu共晶相;图1(b)钎缝中的亮色区域为CuZn5+Ni3A l复合相,多分布于晶界处.总体来看,与Zn-27A l普通钎料相比,采用复合锌基钎料钎焊接头钎缝区组织偏聚的区域性特征消失,组织分布较均匀,并有少量的CuZn5+Ni3A l复合相生成.
钎料中各元素在钎缝中的分布情况如图3所示.由图3可见,Zn和Ni主要分布在晶界处,A l主要分布在晶内区域.
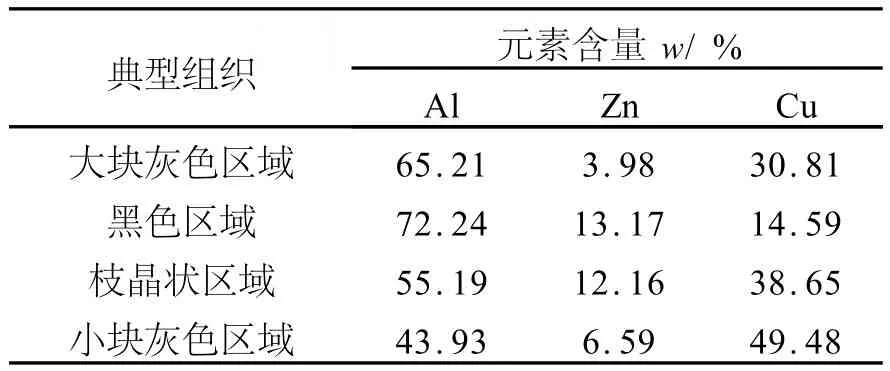
表1 Zn-27Al钎料钎焊接头不同区域的电子探针分析结果Table 1 Electron microp robe analysis results of ordinary solder welded in different regions

表2 复合钎料钎焊接头不同区域的电子探针分析结果Table 2 Electron microprobe analysis results of composite solder welded in different regions
图2为Cu-A l钎焊接头断口的XRD图谱.由图2可见,两种钎料的钎缝区都有A l2Cu,A l2Cu3金属间化合物,α-A l固溶体和CuZn5+A l2Cu共晶相,而在复合锌基钎料的钎缝区还有CuZn5+Ni3A l复合相.
2.2 Ni的阻隔作用
采用复合锌基钎料钎焊接头钎缝中的A l2Cu3偏聚在Cu侧、α-A l固溶体偏聚在 A l侧的现象消失,组织分布更加均匀.这是由于Ni层有效地阻止了母材中的Cu原子和A l原子向钎缝中的快速扩散,从而有效地减少了钎缝中低熔点脆性化合物A l2Cu的生成.
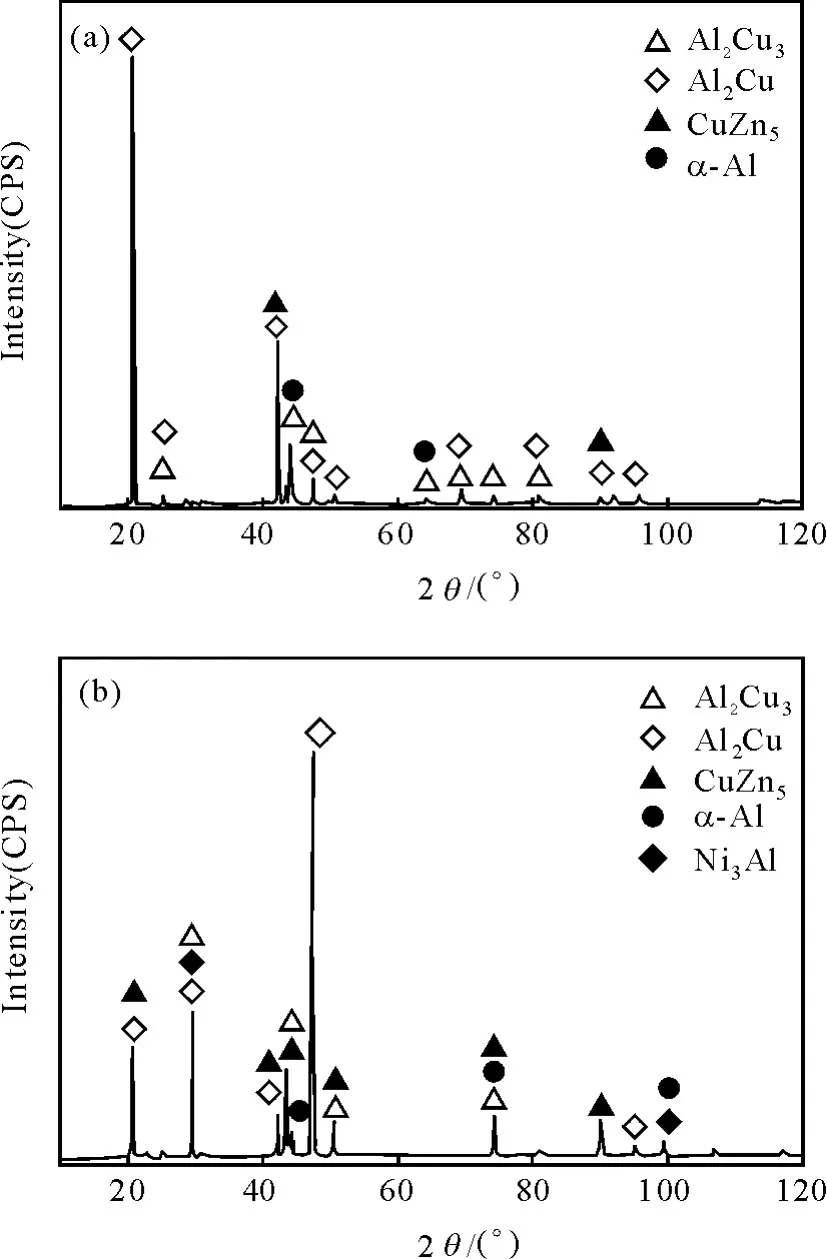
图2 钎焊接头断口XRD图谱(a)Zn-27Al钎料钎焊接头;(b)复合锌基钎料钎焊接头Fig.2 XRD patterns of the fracture of the brazed joints(a)Zn-27A l filler metal joint;(b)composite zinc-based filler metal joint
2.3 接头的力学性能
搭接接头的剪切强度是衡量接头力学性能的重要参数.在万能拉伸试验机上对接头进行拉伸试验,拉伸试件规格如图4所示,试件的力学性能测试结果列于表3.
由表3可见,复合锌基钎料钎焊接头的最大剪切强度为31.73 M Pa,Zn-27A l钎料钎焊接头的最大剪切强度为23.79 M Pa.由于复合锌基钎料表面镀有一层Ni有效地阻挡了A l和Cu的快速扩散,减少了脆性A l-CuA l2共晶相的生成,从而提高了接头的力学性能.
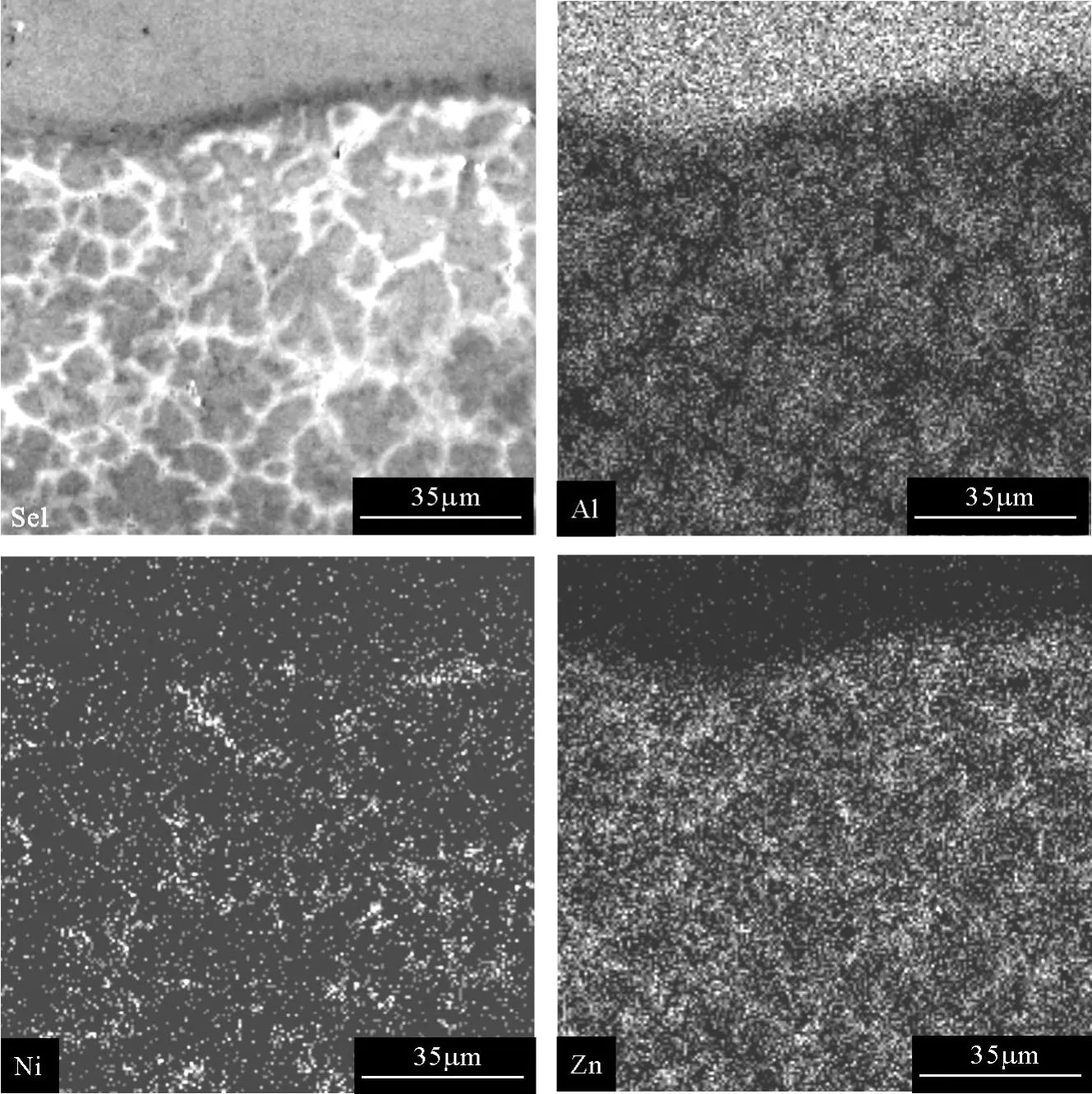
图3 钎焊接头各元素的分布Fig.3 Distribution of elementsof brazed joints

图4 拉伸试件示意图Fig.4 Diagram of tensile specimen
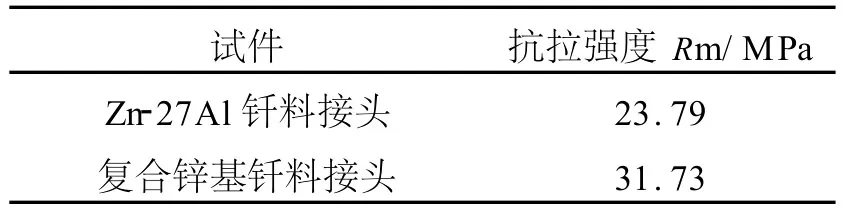
表3 不同试件的力学性能Table 3 Mechanical properties of various samples
3 结 论
(1)在 Zn-27A l钎料上镀 Ni后,钎缝中除有A l2Cu,A l2Cu3,α-A l固溶体和A l2Cu+CuZn5共晶相生成外,还有CuZn5+Ni3A l复合相生成.A l2Cu脆性化合物数量减少,同时A l2Cu3在Cu侧的偏聚和α-A l固溶体在A l侧的偏聚现象消失,组织分布更加均匀.
(2)Ni层能够有效地阻止A l和Cu之间的快速扩散,从而减少了低熔点脆性化合物 A l2Cu的生成.
(3)复合锌基钎料钎焊接头的最大剪切强度为31.73 M Pa,高于 Zn-27A l钎料钎焊接头的最大剪切强度.
[1]洪丽玲,辛选荣,张柯柯,等.铜/铝合金冷压扩散复合焊接接头的显微组织[J].机械工程材料,2008,32(8):23-25.
[2]孟胶东,曲文卿,庄鸿寿.A l-Cu双金属复合结构的扩散连接试验研究[J].材料工程,2003(1):34-37.
[3]李亚江,吴会强,陈茂爱,等.Cu/A l真空扩散焊接头显微组织分析[J].中国有色金属学报,2001.11(3):426-427.
[4]XIA C Z,L I Y J,WANG J,et al.M icrostructure and phase constitution near interface of Cu/A l vacuum brazing[J].Materials Science and Technology,2007,23(7):815-818.
[5]张启运,庄鸿寿.钎焊手册[M].北京:机械工业出版社,1992:490-495.
M icrostructure and mechan ical properties of copper and alum inum join t brazed by com posite zinc-based filler metal
WANG Hongli,TIAN Zhanling,L IM ing e
Product Quality Supervision and Inspection Institute of Xinjiang U ygur Autonomous Region,W ulum uqi 830004,China
Prepare composite zinc-based filler metal by electrop lating nickel on the surface of Zn-27A l filler metal.Conduct brazing test on aluminum and copper w ith composite zinc-based filler metal and Zn-27A l filler metal respectively in the furnace p rotected by nitrogen.Analyzemicrostructure of the joint by metallurgical m icroscope,EPMA and XRD,and its mechanical p roperties by Instron testing machine.The results show ed that compared to Zn-27A l w ithout Ni-electrop lated layer,no segregation occurred in the brazing seam of the composite zinc-based fillermetal and itsmicrostructure wasmore uniform,and meanw hile CuZn5+Ni3A l compounds were formed.Nickel layer could effectively p revent the rapid diffusion of copper and aluminum,and thus reduced the formation of low-melting,brittle A l2Cu compounds.The maximum shear strength of the joint brazed by the composite zinc-based fillermetalwas31.73 M Pa,higher than that brazed by Zn-27A l filler metal joint under the same brazing condition.
copper;aluminum;composite zinc-based filler metal;microstructure;mechanical p roperties
TG425.1
A
1673-9981(2011)02-0092-05
2011-01-19
王洪礼(1982-),男,安徽太和人,助理工程师,硕士.
猜你喜欢
黄金(2021年6期)2021-09-10
文物鉴定与鉴赏(2021年11期)2021-08-09
制造技术与机床(2017年3期)2017-06-23
电子技术与软件工程(2017年2期)2017-03-15
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2015年10期)2015-07-18