
漆膜干燥性能的测定方法
2011-11-22 03:45:38黄秉升
电镀与涂饰 2011年2期
黄秉升
(《涂装与电镀》编辑部,四川 成都 610041)
漆膜干燥性能的测定方法
黄秉升
(《涂装与电镀》编辑部,四川 成都 610041)
漆膜的干燥性能非常重要。本文简要介绍了漆膜干燥时间的测定方法,包括表干时间、实干时间以及回黏性、无印痕和码垛性试验方法。
漆膜;表干时间;实干时间;回黏性;无印痕试验;码垛性试验
1 前言
漆膜的干燥性能测定在涂料物性测定中可以说很简单,业内人士几乎都了解。漆膜干燥性能以干燥时间来表述。干燥时间是指在一定条件下,一定厚度的涂层(即漆膜)从液态达到规定干燥状态的时间,分为表干时间和实干时间。表干时间是指表层成膜的时间,实干时间是指全部形成固体涂膜的时间(也叫实际干燥时间),都以小时(h)或分钟(min)表示。
对于涂装施工来说,干燥时间短好些,但不是越短越好。过长的干燥过程易使涂层在干燥过程中粘上灰尘、杂质等影响外观和性能,并且占用生产场地,延长施工周期。但干燥时间过短,也影响施工性,易造成漆膜粗糙,影响流平。
涂层达到一定干燥状态的时间与涂料品种、涂层厚度、温度、湿度及施工环境等因素有关。即使是同一种涂料,当所用的溶剂和稀释剂不同时,其干燥时间也不相同。硝基漆、过氯乙烯漆等干燥较快,所含溶剂和稀释剂挥发后即形成漆膜;而需要通过“氧化”、“缩聚”才能干燥成膜的醇酸漆、环氧漆等,则干燥较慢,甚至要加热烘烤才能固化;自干漆在通风的环境中容易干燥。
涂层达到实干并不等于完全干燥,也不意味着涂层的防护性能达到了最佳状态。涂层的完全干燥时间因涂料品种而异。如醇酸树脂漆靠氧化聚合固化成膜,实干较慢,完全干燥更慢。聚氨酯漆一般实干时间不超过24 h,而完全干燥却需要7天时间。由于完全干燥时间难以界定,涂层一般都不测定完全干燥时间。
美国材料试验学会(ASTM)对漆膜干燥性能作了很细的划分,分为指触干燥、不粘尘干燥、指压干燥、面干、硬干、干透或实干、重涂干燥、无压痕干燥等。
正确测定漆膜干燥时间,有利于涂装的施工管理,有利于涂料性能的发挥和质量的提高。
2 漆膜干燥性能测试方法
2. 1 表干时间的测定
GB/T 1728–1979(1989)《漆膜、腻子膜干燥时间测定法》规定了吹棉球和指触两种表干时间测定方法。GB/T 6753.2–1986《涂料表面干燥试验 小玻璃球法》规定了用小玻璃球测定自干型涂料表干时间的测定方法,该标准等效采用国际标准ISO 1517:1973 Paints and varnishes—Surface-drying test—Ballotini method。
2. 1. 1 吹棉球法
在漆膜表面上轻放1个约1 cm3的疏松脱脂棉球,用嘴距棉球10 ~ 15 cm沿水平方向轻吹棉球。如能吹走棉球,漆膜表面不留棉丝,即为表面干燥。
2. 1. 2 指触法
用手指轻触漆膜表面,如感到有点发黏,但无漆粘到手指上,即为表面干燥。
2. 1. 3 小玻璃球法
将在温度(23 ± 2) °C或(25 ± 1) °C、相对湿度(50 ± 5)%或(65 ± 5)%的条件下干燥后的样板,每隔一定时间或达到涂料产品规定的时间后水平放置,从不小于50 mm、不大于150 mm的高度上,将约0.5 g小玻璃球(φ 125 ~ 250 μm)倒在漆膜表面上。10 s后将样板倾斜20°,用软毛刷轻刷漆膜,目视检查,若能将全部的小玻璃球刷掉而不损伤表面,则为表面干燥。
为避免小玻璃球过于分散,可通过内径φ 25 mm的适当长度的玻璃管倒下小玻璃球(注意不要让玻璃管口接触漆膜)。
2. 2 实干时间的测定
GB/T 1728–1979(1989)《漆膜、腻子膜干燥时间测定法》规定了压滤纸法、压棉球法、刀片法、厚层干燥法4种方法测定实干时间。
2. 2. 1 压滤纸法
在漆膜上放1片标重75 g/cm2,15 cm × 15 cm的定性滤纸(光滑面接触漆膜),滤纸上轻放重200 g、底面积1 cm2的干燥试验器(见图1),同时启动秒表。30 s后移去干燥试验器,将样板翻转,滤纸能自由落下,或在背面用握板之手食指轻敲几下,滤纸能落下,而滤纸纤维不粘在漆膜上,即为漆膜实际干燥。

图1 干燥试验器示意图Figure 1 Schematic diagram of drying tester
对于产品标准中规定的漆膜允许稍有黏性的漆,如样板翻转经食指轻敲后,滤纸仍不能自由落下时,则将样板平放在玻璃板上,用摄子夹住预先折起的滤纸的一角,沿水平方向轻拉滤纸,滤纸拉下而样板不动,即使漆膜上粘有滤纸纤维,也可认定漆膜已实际干燥,但应标明漆膜稍有黏性。
2. 2. 2 压棉球法
在漆膜表面上轻放1个约1 cm3的疏松脱脂棉球,在棉球上轻放干燥试验器(见图1),启动秒表。30 s 后移去干燥试验器,拿掉棉球,放置5 min,观察漆膜,若无棉球痕迹及失光现象,或漆膜上留有1 ~ 2根棉丝,但用棉球能轻轻掸掉,即为漆膜实际干燥。
2. 2. 3 刀片法
用保险刀片在样板上切刮漆膜或腻子膜,观察其底层及膜内,若均无黏着现象,即为实际干燥。
如果是腻子膜,还需用水淋湿样板,用产品规定的水砂纸打磨,若能形成均匀平滑的表面,不粘砂纸,即为实际干燥。
2. 2. 4 厚层干燥法
厚层干燥法适用于绝缘漆。用二甲苯或乙醇将45 mm × 45 mm × 20 mm的铝片盒(铝片厚0.05 ~0.10 mm)擦净、干燥,然后加入试样20 g(以50%的固体含量计,固体含量不同时应进行换算),静止至试样内无气泡(不消失的气泡用针挑出)。将铝片盒水平放入加热至规定温度的电热鼓风箱内,按产品规定的升温速度和时间进行干燥,然后取出冷却,小心撕开铝片盒,将试块完整剥出。检查试块表面、内部和底层是否符合产品标准规定。试块从中间剪开成两份,应没有黏液状物。剪开两份沿剪截面合拢再拉开,亦无拉丝现象,则认为厚层实际干燥。
2. 2. 5 仪器测试法
漆膜的干燥是一个缓慢而连续的物理化学过程,其成膜机理依据所测涂料属挥发型还是反应型而不同。但只要是液态涂料,其成膜过程都要经过由流体到黏弹性、最后成固体的几个阶段。上述测试漆膜干燥性能的方法只能判断漆膜在某一阶段内达到何种干燥状态,而不能反映在干燥过程中的整个变化,这个变化的过程只能用自动干燥测试仪来观察。观察的方法一种是利用电动机减速后带动齿轮,以30 mm/h的缓慢速度在漆膜上直线移动,全程24 h。随着漆膜的干燥,齿轮压痕逐渐由深至浅,直到全部消失。另一种是利用电动机带动盛有细砂的漏斗在漆膜上缓慢移动,砂子不断掉落在漆膜上,形成直线状的砂粒痕迹,用以测定干燥的不同阶段所需的时间。再一种是利用针尖缓慢在漆膜上画出半径5 cm的圆圈,速度为24 h/圈,在试板上观察漆膜随时间变化的干燥程度。这种方法通常用于干燥过程机理的研究。
2. 3 回黏性测定
漆膜干燥后,因受一定温度湿度的影响,漆膜发生黏附的现象称为回黏性。测定回黏性采用回黏性测定器,它与干燥试验器类似,重500 g、底面积1 cm2。试样为马口铁板,50 mm × 120 mm × (0.2 ~ 0.3) mm,按规定制备漆膜并恒温恒湿干燥48 h。
测试时,滤纸光面向下置于漆膜上,放入调温调湿箱,将在温度(40 ± 1) °C、相对湿度(80 ± 20)%的条件下预热的回黏性测定器放在滤纸正中,关闭调温调湿箱。5 min内升温至(40 ± 1) °C,相对湿度(80 ± 2)%,保持10 min。打开恒温恒湿箱,迅速向上拿起测定器,取出试样,在恒温恒湿条件下放置15 min,用4倍放大镜观察评级:1级——试样翻转,滤纸能自由落下,或用握板之手食指轻敲几下,滤纸能落下;2级——轻轻掀起滤纸,允许有印痕,粘有稀疏、轻微的滤纸纤维,纤维总面积在1/3 cm2以下;3级——轻轻掀起滤纸,允许有印痕,粘有密集滤纸纤维,纤维总面积在1/3 ~1/2 cm2。GB/T 1762–1980《漆膜回粘性测定法》对测定方法有详细描述。
2. 4 无印痕试验
GB/T 9273–1988《漆膜无印痕试验》规定了用一种经验测定方法评价色漆和清漆涂层的干燥程度。该标准等效采用国际标准 ISO 3678–1976 Paints and varnishes—Print-free test。
所谓无印痕是指在干燥后的漆膜表面放置一块规定的尼龙丝网及一定质量的重物,经一定时间后,漆膜表面不留有丝网的印痕。从涂料涂覆于试板上开始,至按本法测定漆膜刚好无印痕为止,所用的时间为无印痕时间。
试样为玻璃板、磨光钢板、磨光马口铁板或磨光铝板,按规定制备漆膜,试样在(23 ± 2) °C、相对湿度(50 ± 5)%的标准环境中进行干燥,需要烘烤的产品在规定条件下烘烤后,放置于上述标准环境中。
测定时将试样水平放置于实验台上,把一块25 mm × 25 mm的正方形聚酰胺丝网(单丝直径0.12 mm,孔径0.2 mm)放在漆膜表面,并在正方形中心放一块φ 22 mm × 5 mm的橡皮圆板(邵氏硬度A50 ± 3),在橡皮圆板上小心放上所需质量的砝码(砝码重为200 g、500 g、1 000 g 3种,直径不小于22 mm),使中心重合。启动秒表,10 min后移去重物、橡皮圆板和丝网,目视漆膜表面情况,看不见印痕即为无印痕。从试验开始至刚好无印痕为止的时间即为无印痕时间。
橡皮圆板直径及砝码质量可能有所不同,但漆膜所受的压力应等于标准规定的压力,即5.2 kPa(200 g砝码)、13.15 kPa(500 g砝码)和26.34 kPa(1 000 g砝码)。
2. 5 码垛性试验
GB/T 9280–1988《色漆和清漆 耐码垛性试验》规定了漆膜在规定的干燥时间内充分干燥后,两个涂漆表面或一个涂漆表面与另一种表面在受压条件下接触放置时耐损坏性的试验方法,模拟漆膜干燥后互相堆垛起来的条件。该标准等效采用国际标准 ISO 4622–1980 Paints and varnishes—Pressure test for stackability。
试验采用码垛试验仪,如图2a所示。它由底座和能自由滑动的压柱所组成,压柱最大质量为250 g,通常使用的砝码质量为100 ~ 1 000 g。
试样底材尽可能根据实际用途来选择,按规定制备漆膜,经规定时间干燥后,尽快在试样上切出1 ~ 2片试片(30 mm × 150 mm,避免损伤漆膜),尽量减少底材变形。试片边缘隆起应整平。试片以(90 ± 2)°互相交叠(见图2b),使漆膜表面紧密接触,确保测试面积为正方形。试验在(23 ± 2) °C、相对湿度(50 ± 5)%的条件下进行。
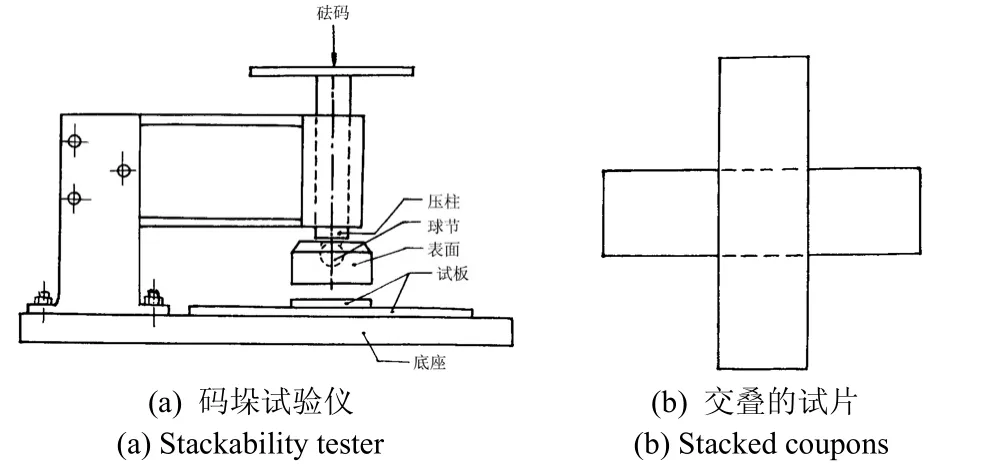
图2 码垛试验仪及试片交叠示意图Figure 2 Schematic diagram of tester for stackability and stacking of test coupons
测试时,将试片放在底座上,将规定的砝码放在压柱上。然后慢慢将所有质量放置于试片的接触面上,使压柱覆盖如图3所示的试片交叠处(正方形部分)。保持规定的时间后,移去压柱,分开试片,检查接触面上涂层有无损伤、可见印痕、黏连及漆膜脱落现象。
必要时,按下式计算漆膜表面所受的压力:

式中P为压力(Pa),m1为压柱的质量(g),m2为砝码的质量(g),L为试片宽度(mm),g为重力加速度。
3 结语
漆膜只有达到实际干燥和完全干燥,才能发挥其应有的防护作用。本文所介绍的几种方法均有一定的适用范围,彼此之间没有固定的换算关系,除相关标准或产品技术要求已有规定之外,采用何种方法及采用程度,应由供需双方商定。
Test methods for drying performance of paint film //
HUANG Bing-sheng
Drying performance is important for a paint film. In this paper, a brief introduction was given of the test methods for drying time of paint film, including surfacedrying time, hard drying time as well as after-tack test, print-free test and pressure test for stackability.
paint film; surface-drying time; hard drying time; after-tack; print-free test; pressure test for stackability Author’s address: Editorial Board of Painting and Electroplating, Chengdu 610041, China
TQ630
A
1004 – 227X (2011) 02 – 0068 – 03
2010–08–23
黄秉升(1938–),男,四川荥经人,本科,高级工程师,杂志主编,长期从事表面处理技术工作。
作者联系方式:(E-mail) ttydd@126.com。
[ 编辑:韦凤仙 ]
猜你喜欢
腐蚀与防护(2023年6期)2023-08-20 13:37:06
莫愁(2022年36期)2022-12-16 03:25:02
莫愁·家教与成才(2022年12期)2022-12-15 09:34:49
腐蚀与防护(2021年8期)2021-09-07 12:30:24
小学阅读指南·低年级版(2021年3期)2021-03-19 06:12:40
汽车维护与修理(2021年2期)2021-02-03 10:46:16
山东化工(2020年20期)2020-11-25 12:19:42
哈尔滨轴承(2020年1期)2020-11-03 09:16:06
润滑油(2020年1期)2020-03-09 01:49:26
汽车实用技术(2019年16期)2019-09-11 03:02:24
