
桉木与竹子混合生产P-RC APMP
2011-11-21 06:17傅其军李小林庞玉辉覃云斋李雪平施作卫
中国造纸 2011年10期
傅其军 陆 琪 李小林 庞玉辉 覃云斋 李雪平 施作卫
(南宁金浪浆业有限公司,广西南宁,530200)
桉木与竹子混合生产P-RC APMP
傅其军 陆 琪 李小林 庞玉辉 覃云斋 李雪平 施作卫
(南宁金浪浆业有限公司,广西南宁,530200)
介绍了以桉木 (60%~90%)和竹子 (10%~40%)为原料,生产P-RC APMP的生产实践。该生产线采用一段预浸、两段磨浆和两段漂白,生产出了白度68%~78%,游离度 (CSF)320~450 mL,松厚度3.3~4.0 cm3/g的桉竹混合化机浆,主要用于配抄轻型纸、白卡纸、书写纸、静电复印纸和双胶纸等。
碱性过氧化氢;桉木;竹子;P-RC APMP
广西是全国的林业大省 (区)之一,速丰林、经济林面积均排全国第一。根据这一独特的资源优势,南宁糖业引进具有国际先进水平的ANDRITZ PRC APMP生产线,在所辖的南宁金浪浆业有限公司建设了年产5万t化机浆项目。以尾叶桉等速生桉为原料,采用一段预浸、两段磨浆和两段漂白的P-RC APMP工艺,生产出了多种白度 (78% ~82%),游离度 (CSF)300~500 mL,松厚度3.3~4.0 cm3/g的桉木化学机械浆,用它替代进口针叶木化机浆,按10%~40%用于配抄轻型纸、白卡纸、书写纸、静电复印纸和双胶纸等[1]。同时,为了拓宽原料来源,充分利用竹子优势资源,南宁金浪浆业有限公司按一定比例将桉木片与竹片 (竹片占10% ~40%)混合,进行了P-RC APMP化机浆的生产。
本文简要介绍以桉木 (60% ~90%)和竹子(10% ~40%)为原料,生产 P-RC APMP的生产实践。
1 桉木和竹子混合生产P-RC APMP
1.1 生产总体要求
按竹片用量10%~40%、桉木片用量60%~90%的配比生产 (竹片用量逐步增加)。
生产分3个阶段:第1阶段,竹片用量10%~20%;第2阶段,竹片用量20%~30%;第3阶段,竹片用量30%~40%。
在桉木化机浆生产中添加竹片后,不断加大竹片的用量,观察以下情况:①设备 (特别是螺旋挤压机、盘磨机)的运行安全性、稳定性、控制参数变化情况;②生产工艺参数的变化,各种原辅材料消耗情况;③成浆纤维特性、纤维状态、松厚度、白度、尘埃度、裂断长、强度等指标变化情况,与纯桉木化机浆的指标进行对比分析。

表1 竹片采购和桉木质量情况
成浆质量指标:游离度350~450 mL;白度≥76%(当竹片添加比例增加时,若成品白度≥76%时消耗药品过大,而生产控制要求药品消耗保持不变时,则白度争取保持在68% ~73%)。
1.2 竹片采购质量情况 (见表1)
(1)因竹片较难切片均匀,过长过厚片偏多,造成竹片较难卸车,难以进入备料下料口;经备料间振筛筛出的竹片约占全部竹片的1/6。
(2)竹片于露天存放超过1个月后,竹片表面出现变黑及霉变现象 (较桉木片严重很多),不易久存。变黑及霉变的竹片投入生产中,生产同等白度的浆料,化学品消耗量增加。
1.3 桉木片和竹片配比方法
多个品种的竹片进厂后混合堆放,混合装入备料仓中投入生产。
竹片单独送入化机浆车间备料工段B料仓。利用备料A、B仓分别装入桉木片、竹片。生产时,利用两个料仓的变频出料螺旋将桉木片、竹片按适当比例 (竹片10%~40%,每5%为一个小段,逐步加大并稳定一个相对较大的配比量)出料混合进入化机浆车间的木片汽蒸仓。
为了保证桉木片、竹片配比的稳定,在进入化机浆车间木片汽蒸仓前的输送皮带外设有采样点,检测频次为30 min采样1次,分析混合样品中的桉木片、竹片含量。
1.4 生产过程各过程浆料质量分析
1.4.1 采集1#、2#磨后喷放管浆样,检测浆浓、白度、打浆度、湿重。同样控制参数及相同加药量情况下,与生产纯桉木高白浆指标参数对比,结果见表2和表3。
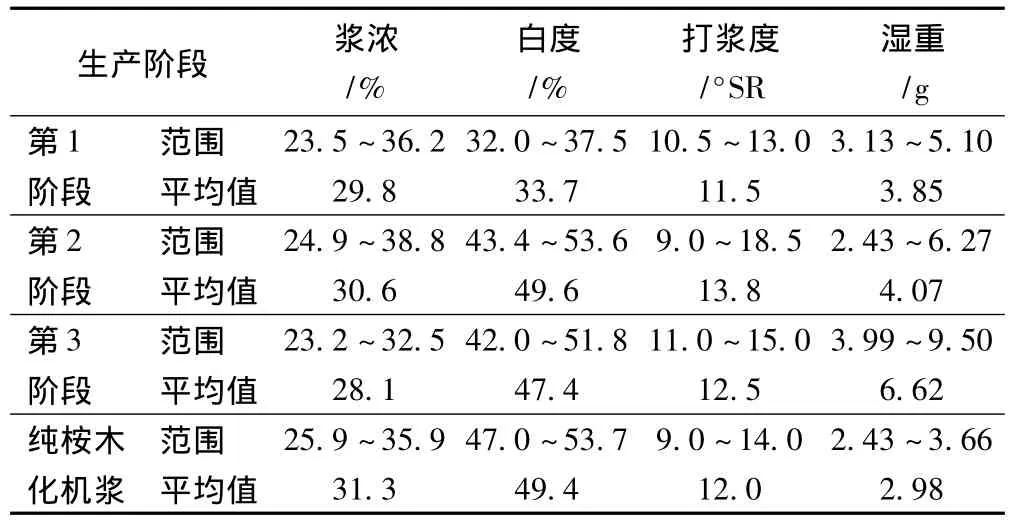
表2 1#磨后喷放管浆样指标
同样控制参数及相同加药量下,生产桉竹混合浆和纯桉木高白浆,对比同一采样点数据,分析如下。
生产桉竹混合浆第1阶段时,与纯桉木化机浆生产相比,1#磨后喷放管打浆度未见明显变化,纤维湿重相对较高,但白度较低;2#磨后喷放管打浆度稍低,纤维湿重相对较高,但白度稍低。

表3 2#磨后喷放管浆样指标
生产桉竹混合浆第2阶段时,1#、2#磨后喷放管浆样指标数据与纯桉木化机浆生产对比,纤维湿重相对较高,打浆度较高,但1#磨浆样白度变化不大,2#磨浆样白度稍低。
生产桉竹混合浆第3阶段时,与第2阶段对比,1#磨后喷放管浆样的纤维湿重相对较高 (平均高出2.55 g),打浆度偏低 (平均低1.3°SR),白度偏低(平均低2.2个百分点)。2#磨后喷放管浆样指标数据,与生产桉竹混合浆第2阶段对比,纤维湿重相对较高 (平均高出0.19 g),打浆度偏低 (平均低4.7°SR),白度偏低 (平均低5.6个百分点)。
生产桉竹混合浆第3阶段时,1#、2#磨后喷放管浆样指标数据与纯桉木化机浆生产对比,纤维湿重相对较高,打浆度较高,但白度较低。
1.4.2 生产桉竹混合浆第1、2、3阶段时,针对在进入化机浆车间木片汽蒸仓前的输送皮带、螺旋挤压撕裂机入口、出口采集样品,分析其干度、容重、绝干容重,结果见表4。

表4 各采样点指标对比
在生产桉竹混合浆的3个阶段,与纯桉木化机浆生产时的绝干容重对比,除第2、第3阶段的螺旋挤压机入口平均绝干容重相对高出10%外,其他各采样点各指标分析结果相差不大。
1.5 成品浆数据分析
同样控制参数及相同加药量情况下,将3批桉竹混合浆与纯桉木化机浆进行比较,结果见表5。
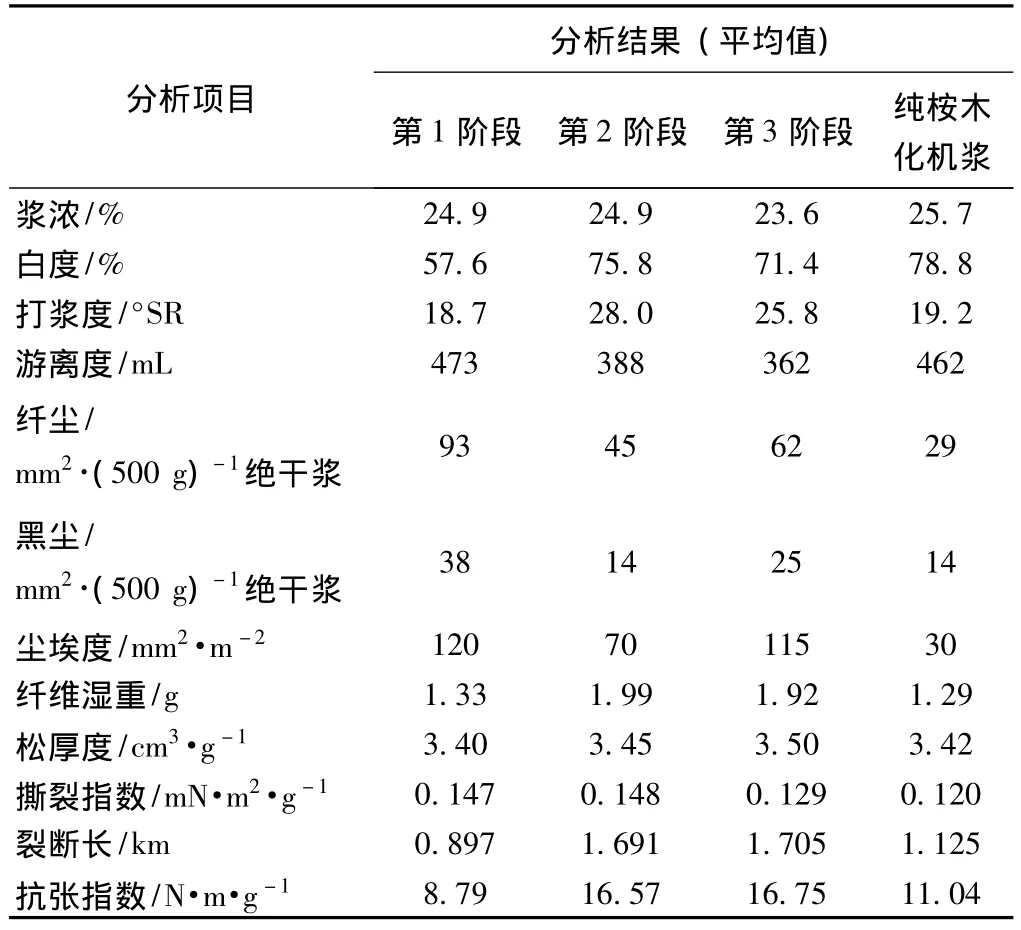
表5 3批桉竹混合浆与纯桉木化机浆的比较
1.6 桉木片与竹片混合生产的成浆质量分析
1.6.1 白度
第1批桉竹混合浆,白度在55.0%~60.0%,白度偏低。
第2批桉竹混合浆,白度在71.0%~78.0%。在相同加药量的情况下,白度要比纯桉木化机浆低2~4个百分点,成浆浆色偏黄青色,与纯桉木浆浆色相差较大。
第3批桉竹混合浆,白度在68.0%~74.0%,在相同加药量的情况下,相对于第2批桉竹混合浆,白度要低4~5个百分点,成浆浆色偏青色;与纯桉木化机浆相比,白度低6~9个百分点,浆色相差较大。
1.6.2 打浆度、游离度
第1批桉竹混合浆,打浆度、游离度数据与纯桉木化机浆对比,没有明显变化。
第2批桉竹混合浆,平均打浆度28°SR,游离度在300~450 mL。与纯桉木化机浆相比,游离度低50 mL以上。
第3批桉竹混合浆,平均打浆度为26°SR,相对于第2批桉竹混合浆,打浆度稍低,平均低2°SR;游离度均在300~440 mL,相对于第2批桉竹混合浆,游离度稍低,平均低26 mL。与纯桉木化机浆对比,打浆度较高、游离度较低。
1.6.3 尘埃
(1)在纸样抄取器上制备定量为200 g/m2的纸页,在尘埃测定箱上观察浆料尘埃状态。
(2)第1批桉竹混合浆,白度在55.0%~60.0%,纤尘、黑尘较多。以0.05 mm2面积的尘埃计算尘埃度,尘埃度均在100 mm2/m2以上;同时,面积为0.2、0.3 mm2的大颗尘埃较多。同等白度条件下,尘埃度比纯桉木化机浆的高3倍以上。
(3)第2批桉竹混合浆,在同等白度条件下,尘埃度是纯桉木化机浆的2倍以上。
当白度在71.0% ~78.0%时,纤尘、黑尘相对于同一白度的纯桉木化机浆多。以0.05 mm2面积的尘埃计算尘埃度,尘埃度在60~80 mm2/m2,平均值为70 mm2/m2。
当面积为0.05 mm2左右的细小纤尘较多时,经观察,主要是因竹节没有得到彻底磨碎,漂白不够,引起纤尘高。黑尘相对较少,如0.3 mm2较大面积的纤尘较少。
当白度≤74%时,尘埃度平均值77 mm2/m2;白度74%~76%时,尘埃度平均值74 mm2/m2;白度76% ~78%时,尘埃度平均值64 mm2/m2。
(4)第3批桉竹混合浆,在同等白度条件下,尘埃度是纯桉木化机浆的4倍以上。
当白度在68.0%~74.0%时,相对于第2批桉竹混合浆,纤尘、黑尘相对较多,平均纤尘17 mm2/500 g绝干浆,平均黑尘11 mm2/500 g绝干浆。以0.05 mm2面积的尘埃计算尘埃度,尘埃度在100~120 mm2/m2,平均值为115 mm2/m2。
当面积低于0.05 mm2的细小纤尘较多时,经观察,主要是因竹节没有得到彻底磨碎,漂白不够,引起纤尘高。面积为0.05~0.1 mm2的细小纤尘多,但黑尘相对较少,较大面积的 (如0.3 mm2)纤尘偶尔发现有2~3个。
当白度≤70%时,尘埃度平均值147 mm2/m2;白度70%~72%时,尘埃度平均值111 mm2/m2;白度72% ~74%时,尘埃度平均值112 mm2/m2。
1.6.4 纤维湿重
与纯桉木化机浆相比,第1批桉竹混合浆纤维湿重没有明显变化。第2、第3批桉竹混合浆纤维湿重相差不大,比纯桉木化机浆约高出0.7g左右。
1.6.5 松厚度
与纯桉木化机浆相比,第1、第2、第3批桉竹混合浆松厚度没有明显变化。
1.6.6 撕裂指数
与纯桉木化机浆相比,第1、第2批桉竹混合浆撕裂指数平均上升约20%。第3批桉竹混合浆与纯桉木化机浆相比,撕裂指数没有明显变化。
1.6.7 裂断长、抗张强度
与纯桉木化机浆相比,第1批桉竹混合浆平均裂断长、抗张强度均下降20%。第2、第3批桉竹混合浆,相对于纯桉木化机浆,裂断长、抗张强度平均均上升约45%。
1.6.8 纤维束
在纸样抄取器上制备定量为200 g/m2的纸页,在尘埃测定箱上观察纤维形态。
第1批桉竹混合浆的纤维束较多 (是纯桉木浆的2倍以上),纤维束的形状有粗长粒状、短粗粒状及不规则圆形等。在尘埃测定箱上观察纸页平整度差,纤维没有得到疏解,形成较多纤维束,手摸纸页凹凸不平。同时,不规则圆形的纤维束颜色较深,呈棕黄色、黄色等,分析应为竹节未得到较好疏解所致。
第2批桉竹混合浆的纤维束较多,纤维束的形状以短粗粒状及不规则圆形居多。在尘埃测定箱上观察平整度稍好,但仍可看见较多淡黄色的不规则圆形纤维束,分析应为竹节未得到较好疏解所致。
第3批桉竹混合浆,相对于第2批桉竹混合浆来说,纤维束较多,纤维束的形状以短粗粒状及不规则圆形居多 (其中以未能完全疏解的竹节纤维束居多),同时发现有桉木纤维聚成团的纤维束。放在尘埃测定箱中进行观察,可见以面积为0.08 mm2的短粗纤维束居多,部分纸页有较大的桉木纤维束,有淡黄色的不规则圆形纤维束。
1.6.9 纤维手感
桉竹混合浆抄成的纸页手感较纯桉木化机浆要硬一些。
2 桉竹混合浆生产期间工艺和设备运行分析
2.1 工艺、消耗方面:
生产桉竹混合浆竹片比例占10% ~25%时,生产工艺、设备控制参数与纯桉木化机浆生产时相比变化不大,各种水、电、汽、化学品消耗没有明显变化。
生产桉竹混合浆竹片比例占25% ~30%时,生产工艺平稳,无大的波动;各设备、槽罐的控制参数无需进行较大调整。消耗方面:生产白度75%以上的高白度浆时,需消耗药品多一些。
生产桉竹混合浆竹片比例占30%~40%时,保持原纯桉木浆化机浆生产工艺及化学品添加量时,发现成浆白度较低;在增加药品用量后,白度上升不明显;改变部分工艺 (如浆池液位、温度等)后,成浆质量改善不明显。
2.2 设备运行螺旋挤压机
竹片比例占10%~30%时,螺旋挤压机及1#盘磨机运行平稳,各生产控制参数基本无异常和较大变化。设备运行没有安全隐患。现场采样发现螺旋挤压机及1#、2#盘磨机喷放管采出的浆样中桉木片、竹片撕裂效果、磨浆效果良好,未见有大的变化。
竹片比例占30% ~40%时,螺旋挤压机及1#盘磨机运行平稳,各生产控制参数基本无异常和较大变化。螺旋挤压机功率略有下降,扭矩略有降低;1#盘磨机功率上升0.2~0.3 MW,2#盘磨机电耗也略有上升,总体上吨绝干浆电耗增加50~70 kWh。分析原因可能是桉竹片在螺旋挤压机撕裂效果不够好,造成盘磨机功率增加。设备运行没有安全隐患。
竹片配比超过45%时,螺旋挤压机的参数变化较大,存在设备安全隐患。竹片比例达到50%~67%时,螺旋挤压机的运行参数出现较大波动,功率和扭矩下降很大,螺旋挤压机出现较大的异响,提高2#计量螺旋喂料量,也不能完全满足螺旋挤压机的料塞需求,设备运行存在安全隐患;现场采样发现螺旋挤压机出料撕裂效果不好。同时,1#盘磨机出现功率快速上升、振动加大、加速度快速上升现象,设备运行存在安全隐患;现场采样发现1#磨喷放管浆料磨浆效果不好,有较多未撕裂的桉木片和竹片。
3 桉竹混合浆生产排出废水的数据分析 (见表6)
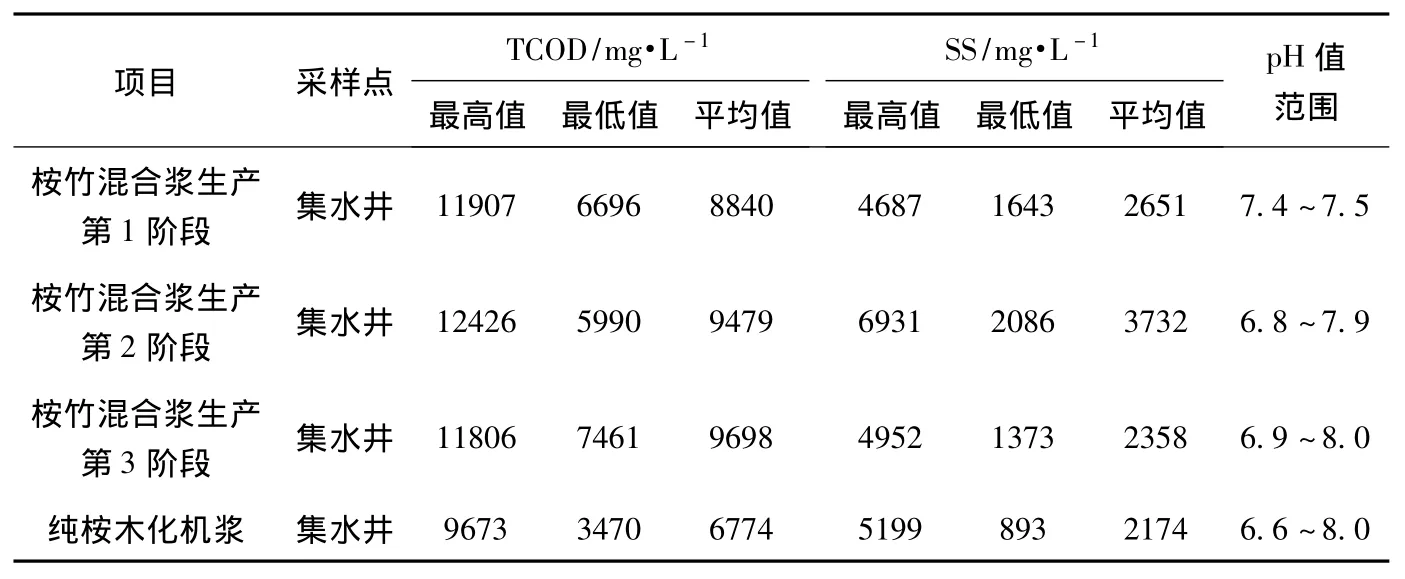
表6 桉竹混合浆生产排放废水数据
生产桉竹混合浆时,随着原料中竹片比例的上升,集水井中生产排出废水的TCOD和SS相差不大,但与生产桉木化机浆时集水井所测废水数据对比,TCOD平均高30% ~40%,SS平均高10% ~60%。初步分析,应该是由于竹片中抽提溶出物较多,竹片中所含粉尘较多造成的。
4 结论
4.1 在年产5万t P-RC APMP生产线上以桉木片为主要原料,配加10%~40%的竹片,生产桉木与竹子混合化机浆是可行的。生产出的桉竹混合化机浆白度68% ~78%,游离度320~450 mL,松厚度3.3~4.0 cm3/g,经南宁糖业下属各造纸厂使用,效果与使用纯桉木化机浆相比变化不大。
4.2 用10%~40%的竹片和60%~90%的桉木生产桉竹混合化机浆时,随着竹片用量的增加,从过程浆到成浆质量都有新的变化,有利的方面主要是浆的湿重、裂断长、打浆度有上升 (游离度下降)趋势;不利的方面是浆的白度有下降趋势,浆的尘埃、纤维束、废水的COD、SS有上升趋势;电耗、化学品消耗有上升趋势。成浆的松厚度变化不大。
4.3 随着竹片用量的增加,成浆白度可保持在68%~73%;若要成浆白度≥75%,则生产所需药品消耗增加,生产成本提高。
4.4 在竹片比例超过45%进行桉竹混合化机浆生产时,存在设备安全隐患和产品质量波动风险,化机浆的白度较难提高,尘埃度偏高、纤维束多。
4.5 由于桉木片和竹片的容重不同,在生产桉竹混合化机浆时,需控制好这两种原料的配比,以免造成螺旋挤压机、1#高浓盘磨机等设备的运行安全隐患。
4.6 对竹片质量要求,减少过大过长片、细小片粉末、竹节,对自行购回的原竹,需抓好加工切片质量,以增加竹片利用率,并且避免竹片在备料下料口的搭桥现象,从而保证生产的稳定连续运行,提高成浆得率。
4.7 生产桉竹混合浆时,随着原料中竹片比例的上升,生产排出废水的TCOD平均比生产纯桉木化机浆时高30%~40%,SS平均高10%~60%,会增加废水处理成本。
[1]傅其军,陆 琪,吴明刚,等.速生桉木P-RC APMP工业化生产[J].中国造纸,2010,29(12):42.
Production of P-RC APMP with Mixed Eucalyptus and Bamboo Raw Materials
FU Qi-jun*LU QiLI Xiao-lin PANG Yu-huiQIN Yun-zhaiLI Xue-ping SHI Zuo-wei
(Nanning Jinlang Pulp Co.,Ltd,Nanning,Guangxi Zhuang Autonomous Region,530200)
(*E-mail:furuwen2008@163.com)
Production of P-RC APMP with mixed eucalyptus(60% ~90%)and bamboo(10% ~40%)as raw materials,including the production technology,equipment operation and characteristics of finished pulp was introduced.The pulp with 68% ~78%ISO brightness,320~450 ml CSF freeness and high bulk of 3.3 ~4.0 cm3/g was produced by using one stage pre-impregnation,two stages refining and two stages bleaching.The pulp is suitable to use in the grades such as copy paper,white cardboard,writing paper,electrostatic copy paper and offset paper and so on.
pulp;alkaline H2O2;eucalyptus;bamboo;P-RC APMP mechanical pulp

TS743
B
0254-508X(2011)10-0047-05
傅其军先生,高级工程师;主要从事制浆造纸生产、环境保护管理和新技术研发工作。
2011-06-17(修改稿)
(责任编辑:赵旸宇)
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
林业科学(2022年6期)2022-10-15
科学技术创新(2022年15期)2022-05-18
一重技术(2021年5期)2022-01-18
东北林业大学学报(2021年9期)2021-11-03
重型机械(2020年3期)2020-08-24
科学与财富(2017年18期)2017-07-09
中国造纸(2015年7期)2015-12-16
家教世界·创新阅读(2014年11期)2014-12-15
浙江农林大学学报(2014年5期)2014-04-27
