电动机故障分析及维修
2011-11-06 03:20张红启
当代化工 2011年2期
张 红 启
(抚顺石化公司工程建设指挥部设备部,辽宁 抚顺 113008)
电动机故障分析及维修
张 红 启
(抚顺石化公司工程建设指挥部设备部,辽宁 抚顺 113008)
从介绍三相异步电动机的应用特点及工作原理入手,阐述了电动机绕组烧坏原因及采取的措施,对一相或两相绕组烧坏(过热)过程进行了系统分析,结合电动机维修的实例及工作经验,在实践的基础上提出了电动机维修方法及注意事项。
电动机; 绕组; 烧坏; 故障; 维修
在生产装置中电动机是必不可少的设备之一,所有泵、风机类的转动设备都需要电动机来做拖动。也可以说,离开了电动机连续稳定的生产就无从谈起。据故障维修记录的分析统计:电动机运行中的故障多属于电气故障,分析原因多为缺相运行、匝间短路、过载运行、绕组接地,其次是电动机维护不良(电动机进水、轴承缺油、通风不畅等)、检修不当(轴承拆装不当、缺陷消除不彻底、密封不良、附件不全等)、机械加工精度不符合要求、运行环境恶劣等原因所导致[1],再次定、转子摩擦及断条等机械故障方面的问题。
1 三相异步电动机的工作原理
电动机是利用电磁感应原理工作的机械,它应用广泛,种类繁多,性能各异,分类方法也很多,目前广泛应用的异步电动机具有结构简单,坚固耐用、运行可靠、维护方便、启动容易、成本较低等优点。
三相异步电动机工作原理:三相异步电动机定子铁心上嵌有对称的三相绕组,当绕组中通一对称的三相电源后,在定子转子之间的气隙中建立以同步转速n1旋转的旋转磁势,转子导条被这旋转磁场磁力线切割,根据电磁感应定律,转子导条内会感应产生感应电动势,因为转子导体已构成闭合回路,转子导体便有电流流过,载流的导体在磁场中必然会产生电磁力,电磁力的方向用左手定则来确定,由图1可知转子所有导体受到电磁力的作用产生一个电磁转矩,于是转子就跟着旋转磁场旋转。如果转子与生产机械相连接,电动机将克服负载转矩做功,从而实现了电能与机械能量的转换[2]。
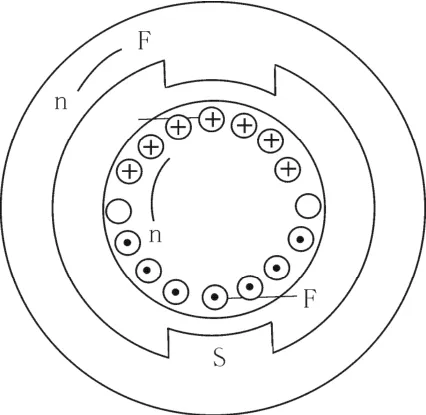
图1 电动机工作原理Fig. 1 Motor working principle
2 电动机绕组烧坏原因分析及措施
电动机在运行中一方面由于绕组绝缘受机械的振动(启动时大电流冲击,拖动设备振动,电动机转子不平衡等)作用,从而造成绕组出现匝间松弛、绝缘裂纹等不良现象,破坏效应不断累积[3],加速了绝缘老化而导致最先碳化的绝缘破坏直至烧坏绕组。另一方面电动机长时间过载及过热运行,绕组绝缘老化加速,绝缘最薄弱点碳化引起匝间短路、相间短路或对地短路等现象使绕组局部烧坏[1]。采取的措施如下:
(1)尽可能避免频繁的启动,特别是高压电动机。一般来说,在冷态时可连续启动2次,在热态时可启动1次。
(2)保证被拖动的设备和电动机振动值在规定范围内。二极电动机的振动值不超过0.05 mm,四极电动机的振动值不超过0.085 mm,六极电动机的振动值不超过0.10 mm。
(3)电动机检修时不准任何刚性物体碰及绕组,电动机转子抽芯时必须将转子抬起,杜绝定、转子铁芯相互磨损及擦伤[3]。
(4)尽量避免电动机过载运行,合理选择及设置保护。
(5)电动机通风散热良好,其进风、出风口保持畅通,机身干净。
(6)电动机振动严重时需要对转子做动平衡试验。
由于电动机密封不良造成电动机内部进水或者进入带有腐蚀性的气体使电动机绕组绝缘受到浸蚀,导致绝缘最薄弱点或最严重部位发生匝间短路、相间短路或一点对地短路现象,从而造成电动机绕组局部烧坏[1]。采取的措施如下:
(1)尽量消除设备的跑滴漏,避免设备密封的腐蚀。
(2)检修时要注意搞好电动机每个部位的密封,可在各法兰涂少量的704密封胶,在螺栓上涂抹油脂,必要时接线盒等处加装防滴溅盒[3],最好是给电动机加做保护罩,选型时选防护等级高的接线盒。
(3)电动机小修及中修的周期要缩短,发现问题及时进行处理。
由于轴承损坏、轴弯曲等原因致使定、转子摩擦(俗称扫膛)引起铁心温度急剧上升,烧坏槽绝缘、匝间绝缘,从而造成绕组匝间短路或对地短路,严重时造成定子铁心倒槽、错位、轴承磨损、端盖报废等[1]。
一相或两相绕组烧坏(或过热)原因分析:
举例来说:假设三相异步电动机绕组为△接法时,电动机不论何种原因缺一相A后造成转速下降,滑差变大,A、C两相变为串联关系后与另一相 B并联,在负荷不变的情况下,B相电流过大,由于在运行中电动机气隙中产生的是三相谐波成分较高的椭圆形旋转磁场,电动机缺相后仍然能转动,只是磁场发生畸变,有害电流成分急剧增大,长时间运行将导致B相绕组过热而烧坏。同理三相异步电动机绕组为Y接法时,电源缺一相A后电动机仍然可以继续运行,但是转速明显下降,转差变大,这时A相绕组开路,B、C两相绕组变为串联关系且通过电流过大,长时间运行导致两相绕组同时烧坏。然而停止转动的电动机缺一相电源合闸时,一般只会发出嗡嗡声而不能启动,因为电动机通入对称的三相交流电会在定子铁心中产生圆形旋转磁场,当缺一相电源后,定子铁心中产生的是单相脉动磁场,它不能使电动机产生启动磁场,所以电源缺相时电动机不能启动[1]。
3 电动机绕组修理时的处理程序
绕组是电动机进行电磁能量转换与传递,实现电能转化为机械能的关键部件,也是电动机最重要的组成部分,还是电动机最容易出现故障的部分[4],在电动机的维修作业任务中大多属绕组修理,电动机的维修质量直接关系到电动机的运转性能指标。通过多年的工作实践总结了电动机维修的方法,概括来说就是一看二慢三通过四试验的工作步骤。
举例来说:抚顺石油一厂石蜡成型车间的石蜡成型设备引进美国,有 1台铝合金外壳型号为1LA71334AA西门子产的四极7.5 kW电动机定子绕组绝缘烧毁。西门子电动机绕组型式为单双层绕组,这种绕组综合了单层和双层绕组的一些优点,它既保留了双层短距绕组能够削弱谐波磁动势及减少部分电磁噪声,改善起动性能的优点,又具有单层绕组无需层间绝缘、槽满率较高、线圈数目少等特点[4]。此外,比起同样节距的双层绕组或单层交叉绕组更能节省铜线。不足之处在于不能如短距双层绕组那样可采用单一规格的线圈,而必须绕制匝数不同、节距不等的单层和双层两类线圈,给绕组的制作工艺带来一些不便,节距整圈取8(1-9)、半圈取6(1-7)且整圈的匝数是半圈匝数的一倍,整圈嵌单层,半圈嵌双层,同心式。嵌线顺序:先嵌半圈,向后退一槽嵌整圈。嵌好二槽后,向后退空一槽,再同样嵌二槽,依次类推。接线图如图 2所示。

图2 西门子电动机单双层绕组接线Fig. 2 Single-double layer winding connection of Siemens motors
国内类似的电动机型号为Y-132M- 4,查维修手册数据如下:功率7.5 kW、定子铁心长度160 mm、定子外径210 mm内径136 mm、每槽线数35、绕组型式单层交叉式、并联支路数1、并联根数2根、线规Ф1.06 mm、节距大圈2(1-9)小圈1(1-8)、定子槽数36、电压380 V、接线方式△、额定电流15 A、空载电流5.4 A[4],与西门子电动机数据类似。于是我把西门子电动机单双层绕组改成国内的单层交叉式绕组电动机。
电动机的维修过程如下:
(1)拆除定子绕组之前,应先弄清线圈之间的连接关系,记清线圈连接头在电动机的哪一端,记下线圈的节距及线圈在两端伸出的长度。拆除线圈时要小心定子铁心,特别是槽口部分比较容易变形损伤。线圈全部拆卸后,应仔细用铁刷清理干净槽内残余的绝缘物,以免重新下线时槽内空间不够用。如无修理手册可查,则应测量导线的直径和记下并弄清每类线圈的匝数。这就是所说的一看:在于详细记录电动机的铭牌数据,在拆电动机时要记清绕组型式、线圈节距、导线规格、并绕根数、并联支路数、每槽导体数,在经过与电动机绕组修理图书对比分析和测量有关的数据后安排下一步的工作。
(2)选择绕线模的尺寸一定要适当,可先用一根导线在绕线模上绕几匝线圈,然后将线圈放在铁心槽中看它两端伸出的长度是否与原先相符合,如相差较多,则必须调整绕线模的尺寸。如果绕制的线圈过小将造成嵌线很困难,线圈过大会浪费导线还会使端部漏磁增多,影响电动机的性能。绕线机使用时拧紧固定螺丝,以免打滑影响计数器的准确性,绕线过程应避免线的交叉以减少嵌线时的困难。线圈绕好后松开固定螺栓以方便线圈取出来,取出线圈以后把引出线整直套上塑料管,线圈的宽度要压缩的比电动机内径稍微小一些,直线部分也捏扁便于嵌线。
嵌线时为了使绕组端部整齐,嵌线时下完一个线圈节距之前的各个线圈的上层边还不能下到槽内,应将所有未下到槽内的上层边吊起来,将已下到槽内的线圈端部用橡皮榔头将它整形成喇叭口的形式,当全部下层边下到槽内以后将上层边吊起的导线放下,理直导线将其捏扁用划线板在线圈的两侧划导线到槽内。用压线板压实导线时不能用力过大,要反复从槽头压到槽尾,压好后用剪刀剪去多余的槽绝缘材料,用划线板折合槽绝缘,用压线板压实后用楔子封槽口,然后用橡皮榔头轻敲整形。对线圈端部进行整形并插入相间绝缘,相间绝缘纸的形状和尺寸要通过试插以后进行修改,以保证线圈端部互不接触而又不影响端部的包扎。
嵌线过程要按定子绕组展开图和电动机的引出线位置来确定引出线的槽号,选好起嵌槽的位置以后,按以下顺序进行嵌线:假设选定第1、36槽为起嵌槽,把U相两个大线圈的下层边(由于该线圈的端部是被压在其他线圈下面的,故称下层边)依次嵌入第1、36槽,上层边吊起不嵌;后退空一槽(第35槽),把W相小线圈的下层边嵌入第34槽,上层边也吊起不嵌。后退空二槽(第 33、32槽),把V相两个大线圈的下层边嵌入第31、30槽,并按照大线圈的节距y=8(1-9)槽将上层边嵌入第3和第2槽。在后退空一槽(第29槽),将U相小线圈的下层边嵌入第28槽,并按小线圈的节距y=7(1-8)槽,把上层边嵌入第35槽。按照空两槽嵌两槽、空一槽嵌一槽交替轮换后退的方法,依次将其余线圈嵌完。最后把U相和W相尚未嵌入的上层边(吊把边)嵌入第9、8和第5槽,整个绕组即全部嵌好。相序分布如表1所示。
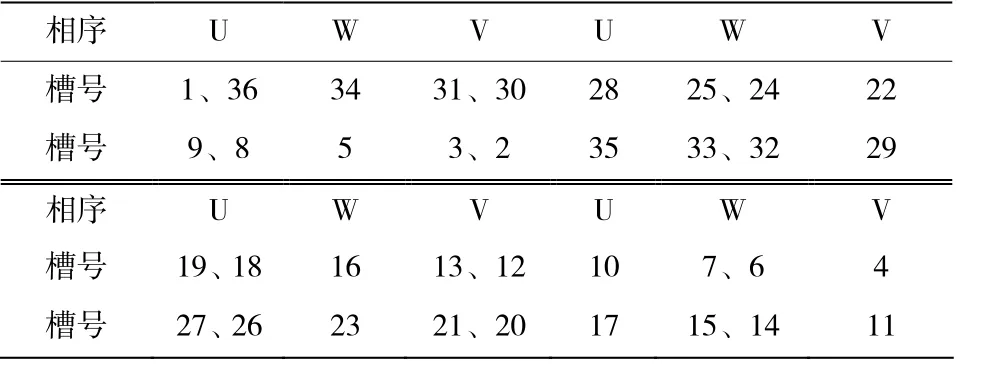
表1 电动机三相相序分布表Table 1 Distribution list of motor three-phase sequence
由表1知U相起始端为36,接线顺序为9-17、10-18、27-35、28为U相出线端;V相起始端为30,接线顺序为3-29、22-12、21-11、4为V相出线端;W相起始端为6,接线顺序为15-23、16-24、 33-5、34为V相出线端。接线图如图3所示。
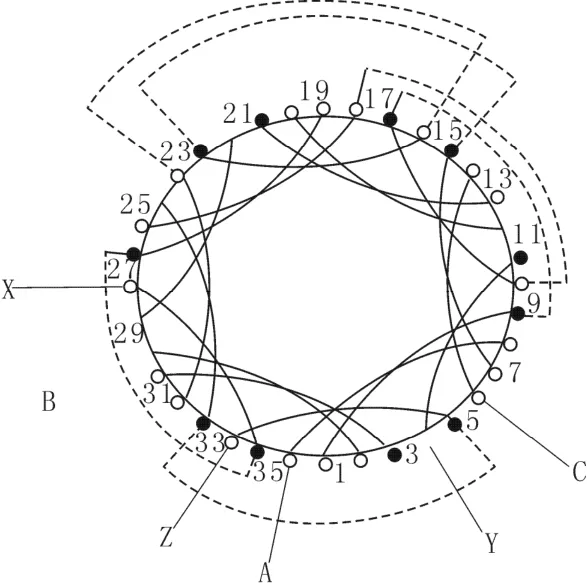
图3 电动机单层交叉式接线Fig. 3 Connection of motor single layer alternative coils
全部线圈下完后分清三相进行接线。端部相间绝缘垫好后将端部扎紧以便包扎端部,用细绳包扎端部后在适当整形,使线圈端部不接触机座和端盖又不妨碍转子的放入,使在浸漆处理之后就成为一个整体。这就是所说的二慢:慢是工作中要做到稳、细、轻、精,电动机的定子线圈重绕工作是一项慢又稳的精细工作。在绕线圈时一定要细心计数,既不能多绕也不能少绕,否则会出现三相电流不平衡而影响电动机维修的质量和寿命。绕组的嵌线是一步要求慢而轻的工作,要求的关键是要保证绕组的位置和次序要正确,绝缘要良好不损坏,以保证电动机的使用寿命。绕组的接线更是慢而细致的工作,绕组的接线决定磁极性能,绕组内的电流方向要使电流相加而不能抵消,这两慢要求细心的工作,切忌求快。
4 检查与测量
重绕的电动机绕组在浸漆前必须进行检查与测量,发现问题及时改正,浸漆前的检查及测量有以下几个方面:
(1)检查绕组线圈之间的接线是否正确,起始端和出线端引出线的位置及标志是否正确。
(2)检查各相绕组是否断路。测量各项绕组的直流电阻是否相等(其相差不应超过平均电阻值的±4%)。
(3)用兆欧表测量相绕组之间,相绕组与地之间的绝缘电阻是否合格,盘动转轴检查是否灵活自如。
(4)用短路侦察器检查绕组是否有短路的地方。通过检查与测量后,新绕的定子线圈进行浸绝缘漆后用烘箱烘。这就是所说的三通过:通过各种检查与测量符合规定的标准,绕组绝缘值要达到500 MΩ以上。
5 通电试验
装配好电动机,接上电源线进行空载试验,空载运行时间为2 h,并5 min记录一次电动机的空载电流和电压。在电动机试运行时注意旋转的方向,旋转磁场的旋转方向和电源的相序有关,要使旋转磁场反转,只要改变通入定子绕组的电源相序,即只要把接到定子绕组上的任意两根电源相线换接即可。试验时集中注意力,一出现异常现象应立即切断电源。其步骤如下:
(1)看、闻、听、摸。看轴承是否平稳、轻快,闻有否异味,听声音有否异常,摸电动机温度是否过高,若有问题,应立即切断电源。
(2)测量三相空载电流是否过大或过小,任一相空载电流与三相电流的平均值的偏差不应超过±10%,否则查明原因,予以分析。
(3)核对转速是否符合标准,误差是否在规定范围之内。
这就是所说的四试验:在以上几项试验中,如发现问题,及时采取措施处理。以上是我在维修电动机中的态度和思想上的认识、自我约束的一种有效的方法,用得好就会减少返工和不必要的麻烦,就会把工作做得完美。
6 结 论
通过对三相异步电动机工作原理的分析入手,重点分析电动机绕组烧坏原因及采取的措施,结合型号 1LA71334AA 西门子电动机改成国产Y-132M-4电动机的实例,在此基础上对电动机维修时的工作步骤、方法及维修时的注意事项等作了通俗详细的介绍。在今后的工作中要认真地学习电动机理论知识和基础知识,不断提高自身的专业技术水平,并付诸实践,一定能收到良好的效果。
[1] 王艳.三相异步电动机电机启动常见故障分析与处理[J].涟钢科技与管理,2009(3):20-23.
[2] 李守忠,陈宝生,应彬,等.维修电工[M].北京:化学工业出版社,2004.
[3] 党晶晶.电动机烧毁原因及对策分析[J].科技信息,2010(4):314.
[4] 刘一平,许上明.电动机绕组修理[M].上海:上海科学技术出版社,1997.
Fault Analysis and Maintenance of Motor
ZHANG Hong-qi
(Fushun Petrochemical Engineering Construction Company Headquarters Depot, Liaoning Fushun 113008,China)
Application characteristics and working principle of three-phase asynchronous motor were described. Reasons of the motor winding burnout were discussed as well as corresponding measures. Windings burnout course (overheating) of a phase or two-phase was systematically analyzed. Combined with examples of motor repair and work experience, maintenance methods of motors and some precautions were proposed.
Motor; Winding; Burnout; Breakdown; Maintenance
TM 307
A
1671-0460(2011)02-0198-04
2010-12-24
张红启(1979-),男,工程师,河南遂平人,电气工程师,注册安全师,一级建造师,2003年毕业于郑州轻工业学院电气工程及其自动化专业,现从事抚顺石化公司工程建设指挥部设备部电气管理工作。E-mail:zhq123@petrochina.com.cn。
猜你喜欢
湖南电力(2021年4期)2021-11-05
轮胎工业(2020年10期)2020-08-04
哈尔滨铁道科技(2020年4期)2020-07-22
山东工业技术(2016年15期)2016-12-01
橡塑技术与装备(2016年3期)2016-11-28
中国机械工程(2016年13期)2016-07-26
中国铸造装备与技术(2016年1期)2016-04-08
电测与仪表(2015年12期)2015-04-09
电测与仪表(2014年14期)2014-04-04
电测与仪表(2014年2期)2014-04-04