不规则角度弯头现场坡口加工的一种新工艺
2011-11-04 12:05王耀华何永忠唐智耀
石油工程建设 2011年2期
王耀华,何永忠,唐智耀
(1.中国石油天然气第六建设公司,广西桂林541004;2.中国石化股份有限公司广西石油分公司,广西南宁530000)
不规则角度弯头现场坡口加工的一种新工艺
王耀华1,何永忠1,唐智耀2
(1.中国石油天然气第六建设公司,广西桂林541004;2.中国石化股份有限公司广西石油分公司,广西南宁530000)
上升下降液管是乙烯装置裂解炉工程施工中的一个重点和难点,压力等级高,设计及操作温度高,焊缝多,安装角度复杂。文章通过将规格为D 273 mm×25.4 mm的碳钢90°弯头现场切割成84.3°弯头和60°弯头的施工实践,阐述了不规则弯头加工的新工艺,介绍了使用的设备、工具材料及其加工过程,对手工切割法和线式切割法进行了比较,为同类化工装置施工中各种不同规格及材质的不规则管件坡口加工提供了新的施工经验。
石油化工装置;不规则角度弯头;坡口加工
上升下降液管是乙烯装置裂解炉工程施工中的一个重点和难点,重点是其压力等级高、设计及操作温度高,探伤比例为100%,而且管道数量多(每台炉有16根上升下降液管道),焊缝也相应较多;难点是其安装角度复杂,在以前的施工中,往往采取在工厂中预制成相应角度的半成品弯管,现场再进行二次加工预制后安装,现场需要加工的是直管的坡口,容易切割加工,但本工程中这些角度的弯管全部通过不规则角度的弯头(例如84.3°弯头和60°弯头)和直管段来实现,而设计图纸中的弯头则全部是90°弯头,使用手工切割的弯头坡口难以打磨,而且质量不好,相应的探伤合格率也受到严重影响,施工进度也难以保证,因此,不规则角度弯头的加工成为本工程的一个难点。
本文通过将规格为D 273 mm×25.4 mm碳钢90°弯头现场切割成84.3°弯头和60°弯头的施工,阐述本工程施工中不规则弯头加工的新工艺。
1 使用的设备和工具材料
设备:磁力管道切割机1台、1 t倒链1台。
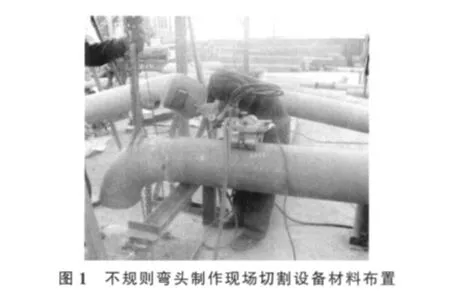
辅助工具材料:D273mm×8mm钢管约1.2 m、D 273 mm×25.4 mm短管约0.3 m、等高槽钢架(约1 m)2个、吊带1个,使用的主要设备材料见图1。
2 制作过程简述
2.1 制作滚动平台
用10#槽钢制作2个槽钢架,用于抬高直径为273 mm钢管的弯头管段,以方便其滚动和磁力管道切割机的切割;槽钢架的横梁长度应大于DN250 mm弯头的周长,以确保D273 mm弯头管段能够自由滚动一周,槽钢架横梁两端设挡卡,以确保该管段不滚出槽钢架,高度便于操作即可。
2.2 配重调整管的制作
把长约1.2 m的D 273 mm×8 mm短管一端加工成5.7°斜面,在另一端的平端焊接长约0.3 mm的D 273 mm×25.4 mm短管(利用工程余料),用于调整将要切割的90°弯头的重量(命名为配重调整管),其中5.7°斜面一端应磨平和规整,见图2,然后把该管段放置到槽钢架上。
2.3 制作84.3°弯头
(1) 把90°弯头一端与D 273 mm×8 mm钢管5.7°斜面一端点焊牢固,使用吊带和倒链配合以防止焊偏。
(2) 用AUTOCAD放样,得到90°弯头制作成84.3°弯头应切割的弯头中线长度,并在90°弯头两侧中线位置标记出来,作为切割时的初始点;将磁力管道切割机移动到适当位置,并把切割机割嘴对准切割时的初始点,开始按切割管道的方式切割;切割开始状态及切割过程见图3。
2.4 制作60°弯头
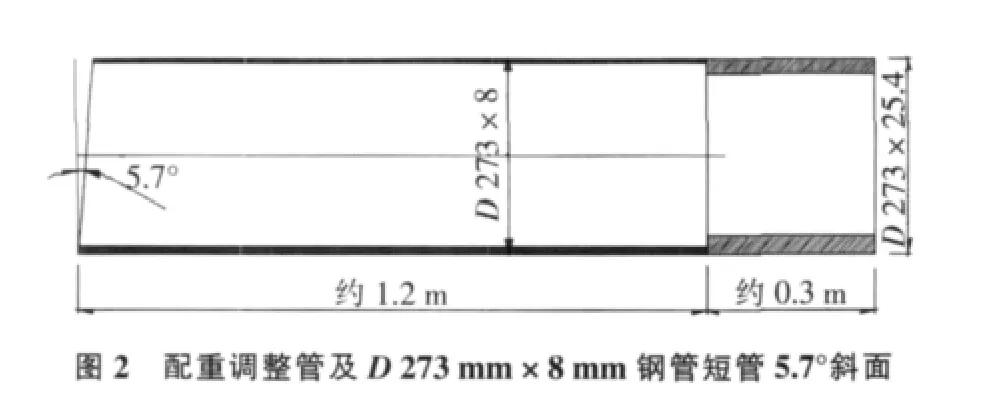
制作60°弯头与制作84.3°不规则弯头不同,这是由于60°弯头需要切割的弯头段过大,弧度过大,且磁力管道切割机割枪延伸壁无法到达要求位置,导致无法切割,同时为减少制作D 273 mm管段工程量和节省材料,先按65.7°在90°弯头上手工描线,用手工切割掉24.3°的弯头段,并适当打磨手工割除的坡口,处理方式见图4。
特殊处理的弯头端与D 273 mm钢管5.7°斜面一端点焊牢固,把磁力管道切割机割嘴对准图4中线式切割线位置,以后的切割过程与制作84.3°不规则弯头相同。
3 手工切割法与线式切割法的比较
在坡口切割效果方面,手工切割法因断点较多导致坡口端面凸凹不平,给下一步的打磨带来很大的工作量,而且打磨效果也不是十分理想;而线式切割法则可以做到坡口端面平齐,表面平整规则,表面不平点大大减少(一般为起始点位置1个);从要求工人的熟练程度而言,手工切割方法需要熟练技工,线式切割法需要一般技工即可。
从切割时间角度比较,用手工切割方法放样、描点到切割和坡口打磨至少需要2 h,线式切割法则基本上不需要放样、描点,切割和打磨10 min即可完成。
从工人的劳动强度方面比较,因线式切割法相当于把圆周方向的坡口切割平面化,对工人的素质要求不高,且降低了气割工人的工作难度和强度,切割出来的坡口规则,打磨时把切割时表层产生的氧化层打磨掉即可,所以大大降低了管铆工人、切割工人和打磨工人的施工难度。
从质量、进度和运行成本看,不规则角度弯头线式切割法都远远优于传统的手工切割法。
4 推广应用
上述不规则弯头线式切割法只是针对碳钢弯头,对化工装置中其他材质不规则弯头,如不锈钢、P91或其他高合金钢,同样可采用线式切割工艺,只要使用等离子切割机、磁力管道切割机、空压机等设备的组合以及异种钢点焊焊接即可,从而实现不锈钢等高合金钢管道坡口现场加工的最优化。
5 结束语
综上所述,不规则弯头线式切割法简单易行,是一种可极大提高劳动效率、降低工人劳动强度、实现工程施工效益最大化的坡口加工新工艺,该方法在化工装置工程施工中必将得到广泛的应用。
[1] 王耀华,刘万中,杨久荣.不锈钢管道坡口加工的新方法[J].石油工程建设,2006,(6):178-179.
Abstract:The ascending and descending liquid tube installation is a key and difficult matter in the construction of cracking furnace of ethylene facility because of high pressure grade,high design and operation temperatures,many bends and complicated installation angles.With the field construction case of cutting a D 273 mm×25.4 mm carbon steel bend into a 84.3°bend and a 60°bend,this paper illustrates the new processing of irregular bends and needed devices and tools,and compares the manual cutting method and wire cutting method.It provides new beveling experience for those irregular bends of different materials and with different specifications used in similar type petrochemical facilities.
Key words:petrochemical facilities;ascending and descending liquid tube;bends with irregular angles;beveling
(45)New Field Beveling Process for Bends with Irregular Angles
WANG Yao-hua(China Petroleum Sixth Construction Company,Guilin 541004,China),HE Yongzhong,TANG Zhi-yao
TG441.1
B
1001-2206(2011)02-0045-02
王耀华(1974-),男,河南商水人,工程师,1998年毕业于辽宁抚顺石油学院,主要从事石油化工装置现场安装技术质量管理工作。
2010-06-22
猜你喜欢
作文小学中年级(2023年1期)2023-02-12
小学科学(2022年23期)2023-01-30
四川水利(2022年5期)2022-10-29
工业建筑(2022年4期)2022-07-27
安徽建筑大学学报(2022年3期)2022-07-06
中国金属通报(2022年1期)2022-06-02
格言·校园版(2021年22期)2021-09-27
锻压装备与制造技术(2021年2期)2021-07-19
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09