轴肩下压量对搅拌摩擦焊搭接焊缝界面迁移的影响
2011-10-30 07:24徐卫平
材料工程 2011年6期
魏 鹏,邢 丽,徐卫平
(南昌航空大学航空制造工程学院,南昌330063)
轴肩下压量对搅拌摩擦焊搭接焊缝界面迁移的影响
魏 鹏,邢 丽,徐卫平
(南昌航空大学航空制造工程学院,南昌330063)
采用左螺纹圆柱搅拌针对2mm厚的LF6铝合金板进行搅拌摩擦焊搭接实验,研究了轴肩下压量对搅拌摩擦焊搭接焊缝界面迁移的影响。结果表明:焊缝返回边和前进边的搭接界面均向焊缝上表面迁移,在返回边,界面迁移至焊缝顶部时,水平向焊缝中心迁移,最大可延伸至前进边;而前进边的界面仅分布在前进边侧。返回边的界面迁移高度随轴肩下压量增加而增大,但当轴肩下压量超过0.18mm时,其迁移高度减小;前进边的界面迁移高度随轴肩下压量增加而逐渐增大。通过观察迁移界面的微观形态,返回边的界面向上迁移时,为未连接形貌;界面迁移至焊缝顶部时,呈断续连接;界面沿水平方向向焊缝中心迁移时,界面紧密连接。前进边的迁移界面始终保持连续。
搅拌摩擦焊;搭接;轴肩下压量;界面迁移
搅拌摩擦焊是由英国焊接研究所(TWI)于1991年发明的一种新型的固相焊接技术[1],该技术因其原理简单,控制参数少,易于自动化,具有广泛的应用前景和发展潜力。
在航空飞机蒙皮和肋板、冷却箱、热交换器及船舶壳板等结构中存在大量的搭接接头,应用该技术进行焊接,焊后发现搭接接头焊核两侧的原始搭接界面因焊缝中的塑化金属流动而发生向上、或向下的弯曲变形,称之为界面迁移,该现象使接头的力学性能变差[2]。国内很多学者通过改进焊接工艺以改善界面成形,L.Cederqvist[3]等认为界面迁移使接头的有效承载截面积减小,受载时,会增大应力集中,降低接头的强度,并提出界面迁移量尽可能小时,焊接接头强度提高;高焊接速率、低旋转速率或采用短的搅拌针,可使界面迁移量减小。Chang-Yong Lee[4]等采用左旋螺纹搅拌针对不同板厚异种铝合金进行搅拌摩擦焊搭接实验研究,认为随搅拌头旋转速率增加,焊接速率减小,返回边和前进边界面向上迁移并使未连接区深入焊缝的趋势增加,界面迁移线尖锐,接头断裂强度减小。郭晓娟[5]等采用三爪型搅拌头对2024薄板铝合金进行搭接实验,提出搅拌针长度比上板厚度大0.2~0.3mm时,搭接接头界面成形较好,且接头剪切力较高。A.Elrefaey[6]等对铝/钢异种合金进行搅拌摩擦焊搭接实验时发现,钢为下板时,接头强度很大程度取决于搅拌针向碳钢压入的深度,当搅拌针到达铝钢界面时,稍微增加搅拌针的压入深度会明显得提高接头强度;接头强度随旋转速率增加而增大,随焊接速率的增加而减小。上述研究中仅研究了焊接速率和旋转速率对搭接界面迁移的影响,而轴肩下压量也是影响焊缝成形的重要工艺参数,其对搭接界面迁移有显著的影响。
本研究选用左螺纹的圆柱搅拌针,对2mm厚的LF6铝合金进行搅拌摩擦焊搭接实验,通过改变轴肩下压量,观察焊缝横截面形貌,研究搅拌摩擦焊搭接焊缝界面的迁移行为。
1 实验材料及方法
实验采用尺寸为300mm×100mm×2mm、表面经阳极氧化处理的LF6铝合金板,在经改造的X53K型立式铣床及自制的夹具上进行搅拌摩擦焊搭接实验。实验过程如图1所示,搅拌头(Tool)向后倾斜2°,以ω=750 r/min顺时针旋转,沿υ方向以60mm/min的速率行进。搅拌头旋转方向和行进方向相同的一侧称为前进边,用AS(Advancing Side)表示;方向相反的一侧称为返回边,用 RS(Retreating Side)表示。采用左螺纹圆柱搅拌针,搅拌头轴肩直径为13mm,搅拌针直径为5mm,长度为3.0mm。焊前用丙酮将搭接板间界面进行清洗,在同一条焊缝中,改变轴肩下压量,进行搅拌摩擦焊搭接实验。焊后,沿焊缝横截面截取金相试样,并用2g NaOH+100mL H2O腐蚀剂进行腐蚀,根据试板表面氧化膜的迁移形貌,分析轴肩下压量对搭接接头焊缝成形及界面迁移的影响。
2 实验结果及分析
2.1 轴肩下压量对搭接焊缝界面迁移的影响
图2是不同轴肩下压量时的搭接焊缝横截面宏观形貌。图中虚线表示焊缝中心;焊缝中有明显的焊核,其宽度为W;定义迁移界面最高点位置与原始搭接界面间的距离为界面迁移高度,返回边和前进边的界面迁移高度分别用Hr和Ha表示。由图2可见,当轴肩下压量为0.07mm时,焊核上方靠近前进边侧有孔洞,如图2(a)中A所指;随着轴肩下压量增大,孔洞消失,形成完整焊缝,如图2(b)~(d)。焊核宽度W随轴肩下压量的增加,呈先增大后减小的趋势。轴肩下压量对搭接界面迁移的影响是搅拌头在行进过程中,搅拌针处的搭接界面被打断,而搅拌针两侧、即焊缝返回边和前进边的界面作向焊缝上方迁移的运动。在返回边,搭接界面逐渐向上并向焊缝中心迁移,甚至越过焊缝中心延伸至前进边,如图2(d)中A~D所指。在前进边,搭接界面仅向焊缝上方迁移,随下压量增加,迁移界面转向远离焊缝中心的方向延伸,如图2(d)中E,F所指。
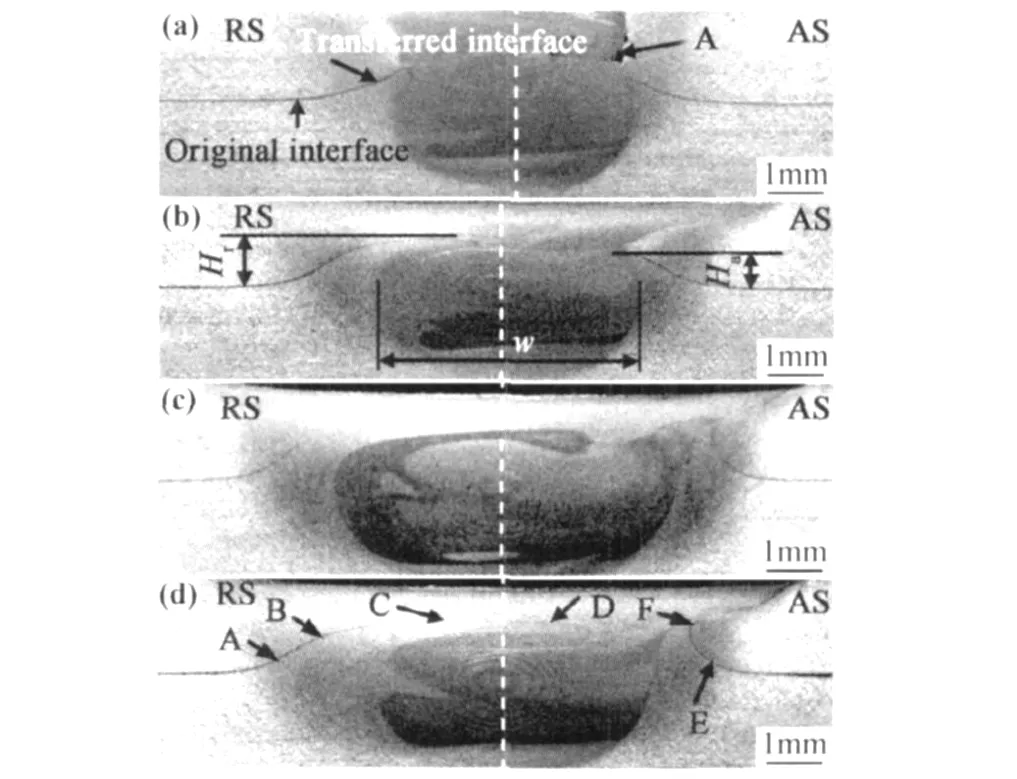
图2 不同轴肩下压量时的焊缝横截面宏观形貌(a)0.07mm;(b)0.13mm;(c)0.18mm;(d)0.23mmFig.2 Macrograph appearance of weld cross-section with different shoulder plunge depth(a)0.07mm;(b)0.13mm;(c)0.18mm;(d)0.23mm
图3是测量的焊核宽度、焊缝返回边和前进边界面迁移高度随轴肩下压量变化的值。从图3可知,随轴肩下压量的增加,焊核宽度增大,但当轴肩下压量超过0.18mm时,焊核宽度减小。返回边的界面迁移高度(Hr)随轴肩下压量增加而增大,但当轴肩下压量超过0.18mm时,其迁移高度减小;而前进边的界面迁移高度(Ha)随轴肩下压量增加而逐渐增大。

图3 轴肩下压量不同时的界面迁移高度和焊核宽度Fig.3 Variation of interface transfer height and weld nugget width with the different shoulder plunge depth
焊缝完整性、焊核宽度及搭接界面的迁移与焊缝成形有关,即与焊缝中塑化金属的流动有关。搅拌摩擦焊过程中,焊缝中塑化金属的流动包括沿焊缝厚度方向和水平方向上的流动,其中在焊缝厚度方向上,塑性金属的流动主要受搅拌针表面螺纹的驱动作用和轴肩向下的顶锻作用;在水平方向上,塑化金属主要受搅拌头旋转驱动作用和搅拌针与前方金属相互挤压作用。这几股金属流在焊缝后方汇合后,当温度和挤压力达到扩散连接的条件时,就形成了一条致密完整的焊缝,否则会有孔洞缺陷出现[7]。如图2(a)中A所指部位,此时因轴肩下压量较小,轴肩与被焊件表面相互作用产生的热量不足,产生的塑化金属较少,焊缝厚度方向和水平方向的几股塑化金属不能完好连接,形成孔洞缺陷。
图4是焊接过程中,搅拌针表面螺纹对焊缝中塑化金属的作用力和界面迁移示意图。根据文献[8]中提出的抽吸-挤压理论,搅拌针表面螺纹内的塑化金属同时受到螺纹下表面的摩擦力f和法向压力N的共同作用,ω为搅拌头的旋转方向,F是f和N的合力。在f和N合力作用下,搅拌针表面螺纹不断地将搅拌针周围塑化金属从搅拌针根部螺旋迁移至搅拌针端部,塑化金属在搅拌针端部堆积并向周围呈放射性挤压,当受到搅拌针下方和周围较远处冷金属fb的阻碍作用后,塑化金属沿fa朝温度较高[9]、抗变形能力较小的焊缝上方迁移,随着搅拌头的移动和塑化金属的挤压,最终形成如图2中的焊缝横截面中的焊核。在焊核形成过程中,周围的金属和搭接界面在塑化金属黏滞力作用下协调向上迁移,结果形成了图2中所示的返回边和前进边的搭接界面向焊缝上方迁移的形貌。在返回边,界面向上迁移过程中,焊缝上部的塑化金属受到轴肩的旋转摩擦和顶锻作用,使搅拌针后方的搭接界面金属向下并向焊缝中心迁移,甚至迁移至焊缝前进边。而前进边的搭接界面仅在前进边侧作向上的迁移,同时界面受到焊核和轴肩下方塑化金属的挤压作用,导致随轴肩下压量的增加,向上迁移的界面朝远离焊缝中心的方向延伸。
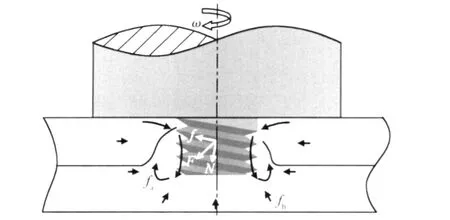
图4 螺纹对塑化材料的驱动示意图Fig.4 Schematic of thread-driven on the plastic materials
以上分析表明,当搅拌针表面是左螺纹时,单位时间内受搅拌针表面螺纹驱动向下迁移的塑化金属量是影响搭接焊核宽度和界面迁移量的主要原因。随轴肩下压量的增加,轴肩与被焊件表面相互摩擦作用增强,焊缝温度升高,塑化金属的软化程度增大,单位时间内随搅拌针螺纹驱动向下迁移的量增多,导致焊核宽度增大;由于焊缝上表面受轴肩作用,温度较焊缝下方高,焊缝上方的金属对焊核金属的阻力较小,焊核金属易于向上迁移,导致焊核两侧的界面迁移高度增加。当轴肩下压量过大时,搅拌针周围塑化金属温度的升高使金属黏度下降,搅拌针表面螺纹与塑化金属之间易产生相对滑移,单位时间内塑化金属沿螺纹间隙向下迁移的量减少,同时焊核金属过度软化,不易挤压焊核周围的冷金属,而向阻力较小的焊缝上方挤压,因此焊核宽度减小;同时由于轴肩下压量的增加及轴肩强烈的顶锻作用,焊缝返回边和前进边的界面迁移高度减小。本研究中,当轴肩下压量超过0.18mm时,前进边的界面迁移高度继续增大,可能是由于界面向上迁移过程中,受到随轴肩旋转至前进边金属的挤压作用,转而向远离焊缝中心方向延伸的缘故。
2.2 界面迁移线的微观形态特征
图5和图6分别为焊缝中无孔洞缺陷时返回边和前进边界面的微观形态,其中图5(a)~(d)分别为图2(d)中 A,B,C,D部位,图6(a),(b)分别为图2(d)中E,F部位。由图5可见,焊缝返回边的界面开始向上迁移部位(见图5(a))为未连接;当界面接近焊缝上方(见图5(b))时,呈断续连接;当界面迁移至焊缝中心时(见图5(c),(d)),界面呈紧密连接状态。而在前进边的界面迁移线始终为一条连续的未连接黑线,如图6(a),(b)所示。
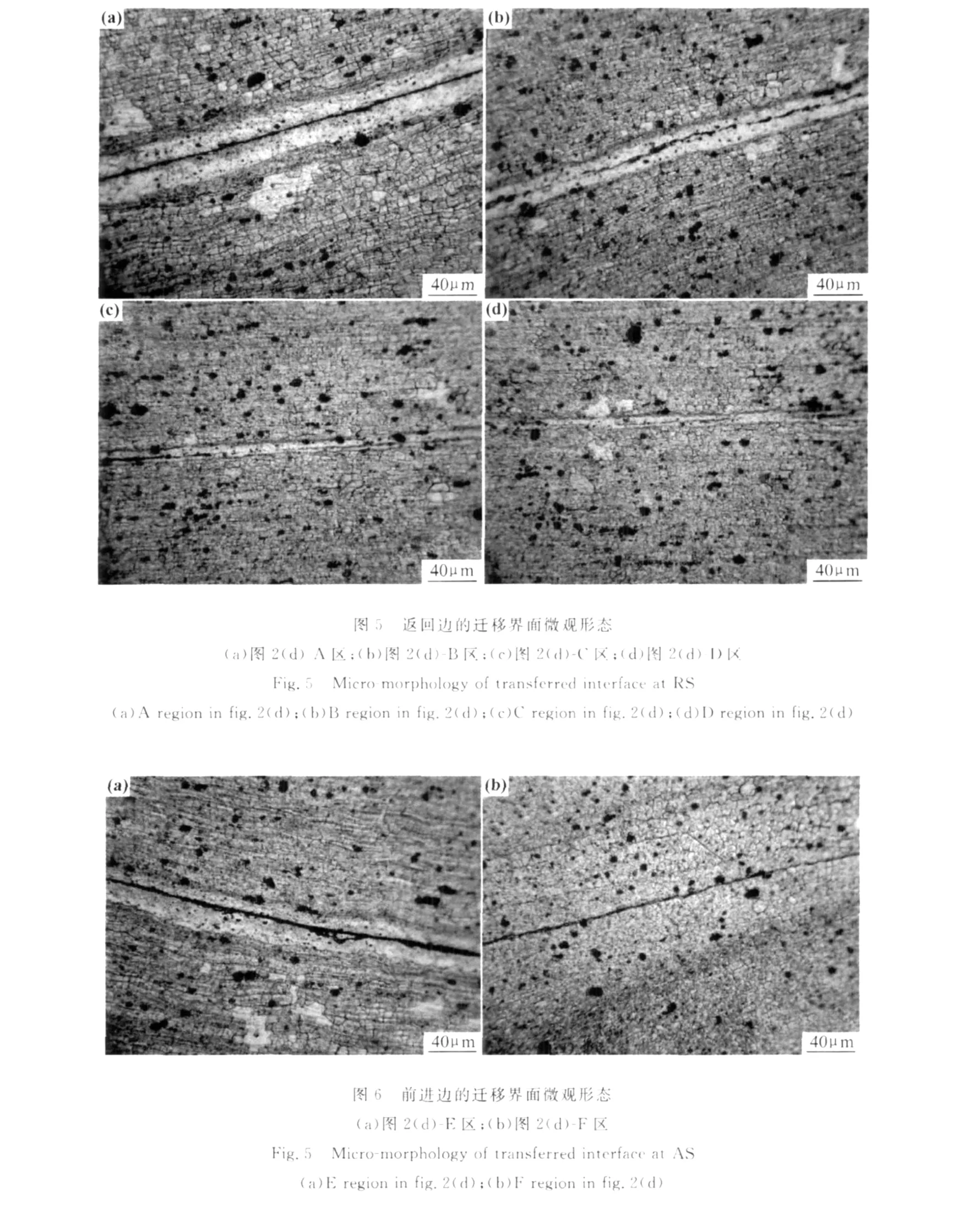
上述现象表明,搅拌摩擦焊过程中,焊核区的塑化金属被充分搅拌,而在焊核区两侧的母材受到焊核的挤压作用向上迁移。焊缝返回边和前进边的迁移界面,由于温度较焊核温度低,且随距搅拌针的距离增加,受到的挤压力减小,使得这些界面处很难达到真正的连接,因此,在返回边,随距搅拌针的距离增加,界面由连接、断续连接到完全分离;而前进边,由于界面在焊核外围向上并远离焊缝中心,且温度较焊缝中心低,因此界面始终为未连接形貌。
综上所述,轴肩下压量对焊核宽度和焊缝两侧搭接界面的迁移有很大影响。在一定范围内增加轴肩下压量,可使焊核宽度增加,同时也增加了焊缝返回边和前进边的界面迁移高度。因此,在焊核宽度较大的情况下,减小轴肩下压量,可以减小板间界面向上的迁移高度。
3 结论
(1)采用左螺纹搅拌针对2mm厚的LF6铝合金进行搅拌摩擦焊搭接时,焊核宽度随着轴肩下压量的增加而增大,但当轴肩下压量超过0.18mm时,焊核宽度减小。焊缝返回边和前进边的原始板间界面均向上迁移,返回边的界面迁移高度随轴肩下压量增加而增大,但当轴肩下压量超过0.18mm时,其迁移高度减小;而前进边的界面迁移高度随轴肩下压量增加而逐渐增大。
(2)焊缝返回边的界面向上迁移,当接近焊缝上方时,向焊缝中心迁移,最大可延伸至前进边,向上迁移界面为未连接形貌;当界面迁移至焊缝上方时,呈断续连接形貌;界面水平迁移时,紧密连接。前进边的界面始终为未连接形貌。
[1] MA Z Y.Friction stir processing technology:A Review[J].Metallurgical and Materials Transactions A,2008,39(3):642-658.
[2] 周颜丽,刘涛,张彦华.搭接搅拌摩擦焊接头拉伸变形的数值模拟[J].焊接学报,2009,30(2):57-60.
[3] CEDERQVIST L,REYNOLDS A P.Factors affecting the properties of friction stir welded aluminum lap joints[J].Welding journal,2009,80:281-287.
[4] LEE Chang-yong,LEE Won-bae,KIM Jong-woong,et al.Lap joint properties of FSWed dissimilar formed 5052 Al and 6061 Al alloys with different thickness[J].Journal of Materials Science,2008,43(9):3296-3304.
[5] 郭晓娟,李光,李丛卿,等.搅拌摩擦搭接焊界面成形机制及影响因素[J].航空制造技术,2009,(12):62-65.
[6] ELREFAEY A,GOUDA M,TAKAHASHI M,et al.Characterization of aluminum/steel lap joint by friction stir welding[J].Journal of Materials Engineering and Performance,2005,14(1):10-17.
[7] XING Li,KE Li-ming,HUANG Chun-ping,et al.The formation mechanism of the friction stir welds[A].Materials Science and Technology Conference and Exhibition[C].Pittsburgh:Association for Iron and Steel Technology,2009.2585-2596.
[8] 柯黎明,潘际銮,邢丽,等.搅拌摩擦焊焊缝金属塑化流动的抽吸-挤压理论[J].机械工程学报,2009,45(4):89-94.
[9] 张彦富,柯黎明,孙德超,等.搅拌摩擦焊焊缝区温度分布及对材料流动的影响[J].南昌航空工业学院学报:自然科学版,2003,17(3):12-16.
Influence of Plunge Depth of Shoulder on Interface Migration of Friction Stir Lap Welds
WEI Peng,XING Li,XU Wei-ping
(School of Aeronautical Manufacturing Engineering,Nanchang Hangkong University,Nanchang 330063,China)
Friction stir lap welds of 2mm thick plates of LF6 aluminum alloy were conducted using the cylindrical tool with left-hand thread,the influence of plunge depth of shoulder on interface migration of friction stir lap welds was investigated.The results show that the interfaces at the advancing side and retreating side of the welds move toward the upper surface of welds,when the interface at the retreating side is up to the top of weld,it will transfers horizontally to weld center and can be largest extended to the advancing side while the interface at the advancing side is only moved at the advancing side.The height of interface migration at the retreating side rises with the increase of the plunge depth of shoulder,but the height will be reduced when the plunge depth of shoulder is more than 0.18mm.The height at the advancing side augments with the increase of the plunge depth of shoulder.Micromorphology of transferred interface was observed,the interface at the retreating side is not joining when it transfers upwards.And then it is intermittent distribution when it moves to the top of weld.Interface line becomes a tight joining when it transfers horizontally to weld center.The transferred interface at the advancing side is always continuous.
friction stir welding;lap joint;plunge depth of shoulder;interface migration
TG456
A
1001-4381(2011)06-0043-05
国家自然科学基金(50875119);航空科学基金(20081156009);江西省自然科学基金(2008GQC0039);江西省教育厅基金(G JJ09187)
2010-07-13;
2011-01-25
魏鹏(1984—),男,硕士研究生,研究方向为搅拌摩擦焊焊接工艺研究,E-mail:weipeng142@163.com
邢丽(1959—),女,工学硕士,教授,硕士生导师,联系地址:江西省南昌市丰和南大道696号南昌航空大学前湖校区航空制造工程学院(330063),E-mail:xingli_59@126.com
猜你喜欢
中国塑料(2019年6期)2019-06-26
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中国塑料(2017年2期)2017-05-17
材料科学与工程学报(2016年4期)2017-01-15
光学精密工程(2016年2期)2016-11-07
中国塑料(2016年2期)2016-06-15
中国塑料(2015年9期)2015-10-14
中国光学(2015年1期)2015-06-06
现代纺织技术(2015年2期)2015-02-28