应用FEM与圆环镦粗实验测定TC4钛合金高温变形时的摩擦因数
2011-10-30 07:24邰清安李晓光李治华朱艳春曾卫东
材料工程 2011年6期
邰清安,李晓光,李治华,刘 艳,朱艳春,曾卫东
(1沈阳黎明航空发动机(集团)有限责任公司,沈阳110043;2西北工业大学材料学院,西安710072)
应用FEM与圆环镦粗实验测定TC4钛合金高温变形时的摩擦因数
邰清安1,李晓光1,李治华1,刘 艳1,朱艳春2,曾卫东2
(1沈阳黎明航空发动机(集团)有限责任公司,沈阳110043;2西北工业大学材料学院,西安710072)
采用圆环镦粗与有限元模拟相结合的方法测定了TC4钛合金高温变形时摩擦因数。利用有限元模拟确定了摩擦因数的理论标定曲线,采用圆环镦粗实验确定圆环内径变化百分比与圆环高度压缩百分比的关系曲线,将圆环镦粗后的内径减小百分比与模拟得到的摩擦因数理论标定曲线进行对比,发现 TC4钛合金在干摩擦和玻璃润滑剂的条件下摩擦因数分别为0.58和0.32,与国内外的研究结果吻合。采用有限元模拟确定摩擦因数理论标定曲线的方法,可以克服传统理论解析方法无法考虑的材料特性、温度和应变速率变化的影响的缺点,是测定高温变形过程中工件与模具间摩擦因数的一种非常有效的方法。
摩擦因数;理论标定曲线;圆环镦粗实验;玻璃润滑;干摩擦
众所周知,工件与模具之间的摩擦在金属塑性成形过程中起着十分重要的作用。由于摩擦的存在会影响变形载荷、产品表面质量、内部组织以及模具的磨损等。因此,确定接触面之间的摩擦因数对于弄清金属塑性成形过程中工件与模具的接触情况,从而保证锻件的质量具有重要的意义[1,2]。迄今为止,对于塑性成形过程摩擦因数的测定有了不少方法,如圆环镦粗法、夹钳-轧制法等。其中,圆环镦粗法是目前国内外广泛用来研究金属塑性成形过程中润滑效果的一种简单可靠的方法。圆环镦粗变形时,工件与模具之间的摩擦因数会影响金属的流动,造成圆环的内径尺寸变化,将圆环镦粗得到的内径变化率与工件和模具之间摩擦因数的理论标定曲线进行对比,从而可确定摩擦因数[3,4]。因此,应用圆环镦粗方法测定摩擦因数必须首先确定理论标定曲线。
对于圆环镦粗的理论标定曲线,目前普遍采用传统的解析方法,如上限法、下限法、滑移线法和主应力法等,但这种方法无法考虑几何体和边界条件的变化,因而其应用受到了限制。近年来,随着有限元模拟技术的不断发展和大型商用有限元模拟软件的应用,有限元方法已经被广泛用于圆环镦粗过程的数值分析[5-7]。Shahriari等[8]采用实验观察与有限元模拟结合的方法测定了镍铬钛铝115合金热锻过程的摩擦因数;Petersen等[9,10]验证了采用有限元与圆环镦粗实验相结合的方法测定摩擦因数的可行性;Sofuoglu等[11]通过弹塑性有限元法模拟了圆环镦粗过程,并建立了摩擦因数理论标定曲线。尽管许多研究人员已经采用传统解析法、物理模拟实验以及有限元法等深入研究了圆环镦粗测定摩擦因数,但是主要以钢、铝合金等的冷变形为主,采用有限元法与圆环镦粗实验来测定钛合金高温变形过程摩擦因数的报道很少。
本工作以 TC4钛合金为研究对象,采用有限元法与圆环镦粗实验相结合的方法来测定合金在高温变形时的摩擦因数。采用大型商用有限元软件DEFORM-3D对圆环镦粗过程进行模拟,建立不同摩擦因数的理论标定曲线,选用干摩擦和玻璃润滑条件进行圆环镦粗实验,将实验测量的内径和高度与模拟结果进行对比,从而确定 TC4合金在高温变形时的摩擦因数。
1 圆环镦粗实验及有限元模型
1.1 圆环镦粗实验
本研究选用 TC4钛合金作为实验材料。为了更真实地反映实际锻造情况,圆环镦粗实验在1000t电动螺旋压力机上进行,滑块速率为150mm/s。模具材料选用工厂常用的4Cr5W2VSi,借用实际模具的上下两个平行平面进行镦粗。采用标准圆环尺寸比例4∶2∶1进行实验,对应的圆环尺寸为:外径 φ40mm、内径φ20mm、高10mm,按照标准的方法进行加工。实验选用玻璃润滑剂和干摩擦两种条件进行圆环镦粗实验,玻璃润滑剂涂覆在整个试样表面,圆环变形温度取 TC4钛合金最常用的温度,即相变点以下约40℃(即940℃),模具预热温度为 150~300℃,变形量为30%和50%。为了保证实验的可重复性和准确性,每一种条件重复3个试样。
1.2 有限元模型
摩擦因数测定的理论标定曲线采用有限元模拟进行计算。由 TC4钛合金高温圆环镦粗过程是一个典型的热力耦合问题,本研究采用大型商用有限元模拟软件DEFORM-3D进行计算。圆环的具体尺寸为φ40mm/φ20mm/10mm(外径/内径/高)。有限元模拟的初始条件如下:圆环镦粗温度940℃,上下模设为刚性模具,上模压下速率150mm/s,下模静止不动,模具预热温度为220℃。材料的本构关系模型是通过热模拟压缩实验建立的,模拟采用刚塑性本构关系模型,工件与模具接触面之间采用剪切摩擦,摩擦因数分别取0~1.0。利用有限元计算可以很方便地改变模具与坯料间的摩擦因数,计算在不同摩擦条件和压下量情况下的内径变化规律,从而绘制摩擦因数测定的理论标定曲线。
2 实验与模拟结果
2.1 圆环镦粗实验结果
图1为 TC4钛合金圆环在不同的摩擦和变形条件下镦粗变形后的宏观照片,表1为镦粗后的尺寸。从图1和表1可以看出,在相同条件下镦粗的圆环形状和尺寸高度的一致,表明实验结果具有可重复性。随着变形量增加,或者摩擦因数增大,圆环的内径都减小,外径增大,且内径变化更显著,干摩擦条件下的内孔明显比玻璃润滑条件下的小。

图1 TC4钛合金在不同变形条件下镦粗后的照片Fig.1 Photographs of TC4 rings deformed at different conditions
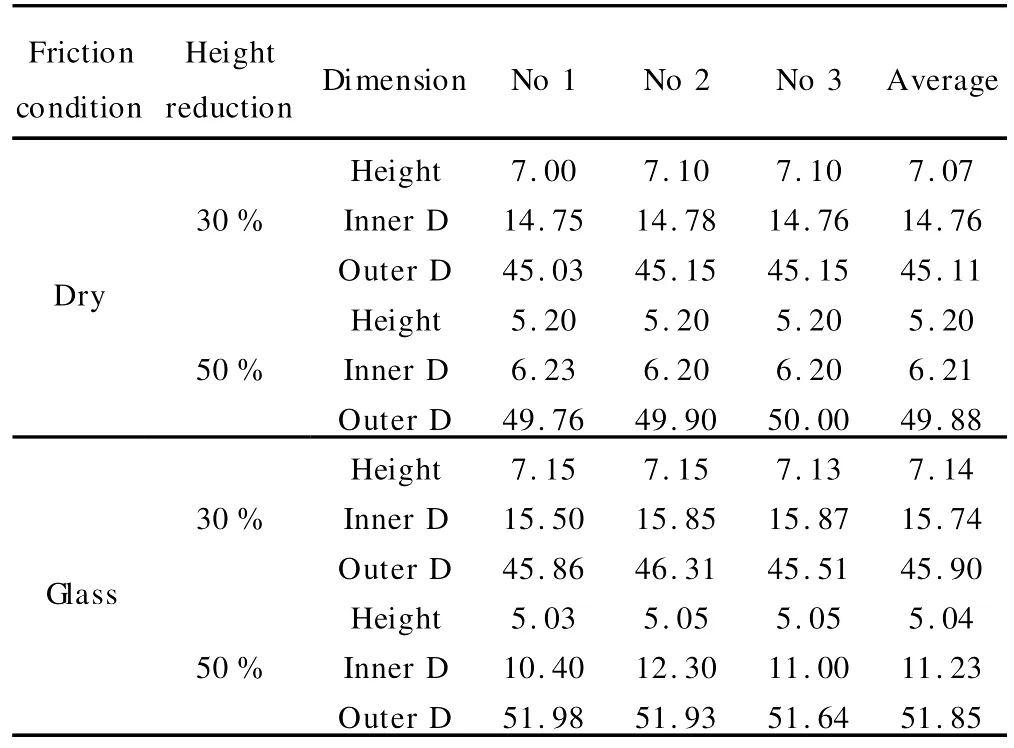
表1 圆环在不同变形条件下镦粗后的尺寸Table 1 Dimensions of rings deformed at different conditions
2.2 圆环镦粗的金属流动规律
图2为 TC4钛合金圆环在摩擦因数为0.02时镦粗过程中内外径随变形量变化的情况。从图2可以发现,当摩擦因数小时,金属全部向外侧流动,圆环的内外径均增大,变形量较大时出现了外凸和内凸的臌肚,与经典的低摩擦条件下圆环内侧趋于内凹的结果不同。分析其原因,主要是因为圆环上下端面与温度较低的模具接触导致温度下降,而钛合金的流动应力对温度的变化又很敏感,从而导致靠近模具的金属流动性下降,类似于增大了摩擦的效果,因而出现了内凸。当摩擦因数较大时,由于摩擦阻力的存在,圆环截面的内外侧均出现了明显的臌肚,外径不断增大,内径逐步缩小,与实际变形吻合。传统的能量法、上限法和主应力法求解理论标定曲线时都假设内外截面是矩形,与实际存在较大的误差。

图2 摩擦因数为0.02时圆环镦粗过程中变形情况Fig.2 Shape changes of rings deformed at different height reductions with a coefficient of friction 0.02
图3为 TC4钛合金圆环在摩擦因数为0.7时镦粗过程中金属流动情况。从图3可以看出,当摩擦因数较大时,金属的流动出现了分流,存在一个径向速率为零的中性层。中性层以外的金属向外侧流动,中性层以内的金属向内侧流动(见图3),因而圆环的外径增加,内径减小。当摩擦因数很小时,金属全部向外流动,且变形量越大,越靠近外侧的金属,向外流动的速度越快。此时,径向流动速率为零的中性层并不实际存在,其理论值应该在圆环之内。值得一提的是,中性层在截面上是一条有一定弧度的曲线。显然,传统解析法将中性层假定为直线的处理方法是有瑕疵的。

图3 摩擦因数为0.7时圆环镦粗过程中金属流动情况Fig.3 Metal flow of rings during upsetting processes with a coefficient of friction 0.7
2.3 摩擦因数理论标定曲线
采用DEFORM-3D大型商用有限元模拟软件,选用0~1.0之间的不同摩擦因数对 TC4钛合金圆环镦粗过程进行模拟,利用软件中测量距离的功能测量变形量为10%,20%,30%,40%,50%的内径变化率,以模拟测得的内径减小百分比为纵坐标,绘制 TC4钛合金高温变形过程中的摩擦因数理论校正曲线,见图4。
3 结果分析与讨论
将表1中的实验结果与图4中的理论标定曲线进行对比,可以得到 TC4钛合金圆环在不同摩擦和变形条件下的摩擦因数,见表2。从表2不难看出,变形量对摩擦因数的影响较小,30%和50%变形圆环的测量结果差别不大。在玻璃润滑和干摩擦条件下 TC4钛合金高温变形时的摩擦因数分别为0.32和0.58。

图4 采用FEM方法建立的圆环镦粗测摩擦因数理论标定曲线Fig.4 Friction calibration curves for TC4 alloy obtained from FEM

表2 TC4钛合金摩擦因数的确定Table 2 Coefficient of friction of TC4 alloy
Li等[12,13]也测试了 Ti-6Al-4V合金在950℃变形时的摩擦因数,采用A5玻璃润滑剂,在不同应变速率下获得的最大摩擦因数为0.29,比本研究测得的值小。其原因是Li的理论标定曲线采用的是理论解析法,没有考虑TC4钛合金的温度和应变速率敏感性、工件与模具接触温度下降等因素,而且在圆环两端面开了个小槽填充玻璃润滑剂,润滑效果较好。因此,Li等的测量值应该是偏小的。Male and Depierre[14,15]采用石墨为润滑剂进行了圆环镦粗实验,测得摩擦因数为0.20,一旦润滑失败,摩擦因数急剧上升,干摩擦条件的摩擦因数几乎不受变形温度的影响,约为0.58,与本研究的结果完全一致。Shin等[16]采用有限元模拟与圆环镦粗实验结合测得了材料以0.8mm/s的压下速率,在925℃干摩擦情况下变形时的摩擦因数为0.5928,与本研究的测试结果也很接近。可见,本研究测试的 TC4钛合金高温变形条件下的摩擦因数是可信的。
4 结论
(1)采用圆环镦粗实验和有限元模拟相结合的方法来测定热变形过程中的摩擦因数,可以克服传统理论解析无法考虑的材料特性、温度和应变速率变化的影响的缺点,是一种有效、可行的方法。
(2)有限元模拟圆环镦粗过程发现,中性层在截面上是一条有一定弧度的曲线,而且其位置随着变形的进行是变化的,中性层的位置随着圆环高度的减小而向外径方向移动。
(3)建立了尺寸比例为4∶2∶1的 TC4钛合金940℃变形的摩擦因数测定理论标定曲线,测定其干摩擦条件下的摩擦因数为0.58,玻璃润滑条件下的摩擦因数为0.32,并得到了实验验证。
[1] SOFUOGLU H,RASTYJ.On the measurement of friction coefficient utilizing the ring compression test[J].Tribology International,1999,32(6):327-335.
[2] 韩志仁,陶华.基于有限元分析的摩擦系数测定[J].锻压技术,2008,33(1):136-138.
[3] WANGJ P.A new evaluation to friction analysis for the ring test[J].International Journal of Machine Tools And Manufacture,2001,41(3):311-324.
[4] WANGJ P,LIN F L,HUANG B C,et al.A new experimental approach to evaluate friction in ring test[J].Journal of Materials Processing Technology,2008,197(1-3):68-76.
[5] IM Y T,KANG S H,CHEON J S.Finite element investigation of friction condition in a backward extrusion of aluminum alloy[J].Journal of Manufacturing Science and Engineering,2003,125(2):378-383.
[6] IM Y T,CHEON J S,KANG S H.Determination of friction condition by geometrical measurement of backward extruded aluminum alloy specimen[J].Journal of Manufacturing Science and Engineering,2002,124(2):409-415.
[7] RUDKINS N T,HARTLEY P,PILLINGER I,et al.Friction modelling and experimental observations in hot ring compression tests[J].Journal of Materials Processing Technology,1996,60(1-4):349-353.
[8] SHAHRIARI D,AMIRI A,SADEGHI M H.Study on hot ring compression test of Nimonic 115 superalloy using experimental observations and 3D FEM simulation[J].Journal of Materials Engineering and Performance,2010,19(5):633-642.
[9] PETERSEN S B,MARTINS P A F,BAY N.Friction in bulk metal forming:a general friction model vs.the law of constant friction[J].Journal of Materials Processing Technology,1997,66(1-3):186-194.
[10] PETERSEN S B,MARTINS P A F,BAY N.An alternative ring-test geometry for the evaluation of friction under low normal pressure[J].Journal of Materials Processing Technology,1998,79(1-3):14-24.
[11] SOFUOGLU H,GEDIKLI H.Determination of friction coefficient encountered in large deformation processes[J].Tribology International,2002,35(1):27-34.
[12] LI L X,PENG D S,LIU J A,et al.An experimental study of the lubrication behavior of A5 glass lubricant by means of the ring compression test[J].Journal of Materials Processing Technology,2000,102(1-3):138-142.
[13] LI L X,PENG D S,LIU J A,et al.An experimental study of the lubrication behavior of graphite in hot compression tests of Ti-6Al-4V alloy[J].Journal of Materials Processing Technology,2001,112(1):1-5.
[14] MALE A T,DEPIERRE V.Validity of mathematical solutions for determining friction from the ring compression test[J].Journal of Lubricant Technology Transactions ASME,1970,92(3):389-397.
[15] MALE A T,DEPIERRE V.Use of the ring compression test for defining realistic metal processing parameters[J].SAMPE Quart,1971,2(2):1-11.
[16] SHIN K,CHIS,KIM N.Prediction of flow stress of metallic material and interfacial friction condition at high temperature using inverse analysis[J].Journal of Mechanical Science and Technology,2010,24(3):639-648.
On the Measurement of Friction Coefficient of Ti-6Al-4V Titanium Alloy Utilizing the Hot Compression Test of Ring and FE Simulation
TAI Qing-an1,LI Xiao-guang1,LI Zhi-hua1,LIU Yan1,ZHU Yan-chun2,ZENG Wei-dong2
(1 Shenyang Liming Aero-engine Group Corporation,Shenyang 110043,China;2 School of Materials Science and Engineering,Northwestern Polytechnical University,Xi’an 710072,China)
A study of the friction coefficients is presented for TC4 titanium alloy at high temperature deformation using ring compression test and finite element(FE)simulation.FE simulations were used to derive the friction calibration curves,and a series of ring compression tests were carried out on the conditions of glass lubricant and dry friction to constitute the relationship between reduction in inner diameter of ring and reduction in height.It is found that the friction coefficients of TC4 titanium alloy for glass lubricant and dry conditions are determined to be about 0.32 and 0.58,respectively,which are in agreement with research results at home and abroad.The method that deriving the friction calibration curves using FEM,is not only superior to analytical methods,which can not consider the characteristics of materials,properties of touched surfaces and influence of temperature and strain rate on deformation,but also a special effectively method to determine the friction coefficients at the interface of die/workpiece during high temperature deformation.
friction coefficient;calibration curve;ring compression test;glass lubricant;dry friction
TG 146.4
A
1001-4381(2011)06-0023-04
国家“973”计划(2007CB613807)
2010-10-15;
2011-02-28
邰清安(1965—),男,硕士,高级工程师,主要从事锻压技术方面的研究工作,联系地址:沈阳黎明航空发动机(集团)有限责任公司(110043),E-mail:lixiaoguang9250@163.com
猜你喜欢
数学年刊A辑(中文版)(2022年4期)2022-02-16
现代畜牧科技(2021年4期)2021-07-21
现代畜牧科技(2021年5期)2021-07-20
小学生学习指导(中年级)(2021年3期)2021-04-06
小学生学习指导(低年级)(2020年9期)2020-11-09
小学生学习指导(中年级)(2018年9期)2018-11-29
数学物理学报(2018年5期)2018-11-16
中国自行车(2018年8期)2018-09-26
小学生学习指导(高年级)(2017年3期)2017-02-17
当代化工研究(2016年9期)2016-03-20