
茶叶籽淀粉提取工艺研究
2011-10-25 00:16肖龙艳张海龙齐玉堂张维农
食品工业科技 2011年10期
肖龙艳,张海龙,齐玉堂,2,*,张维农,2
(1.武汉工业学院食品科学与工程学院,湖北武汉430023;
2.武汉工业学院油脂与植物蛋白工程技术研发中心,湖北武汉430023)
茶叶籽淀粉提取工艺研究
肖龙艳1,张海龙1,齐玉堂1,2,*,张维农1,2
(1.武汉工业学院食品科学与工程学院,湖北武汉430023;
2.武汉工业学院油脂与植物蛋白工程技术研发中心,湖北武汉430023)
以茶叶籽为原料,利用超声波辅助水提法工艺从中提取淀粉。响应面分析得出茶叶籽淀粉的最佳提取条件为:原料粉碎度60~80目,液固比为6.9∶1(mL/g),浸提温度48℃,浸提时间3.7h,兑浆水pH为9,超声时间40min。 此条件下,淀粉提取率可达81.93%,粗淀粉中淀粉含量为84.53%。
茶叶籽,淀粉,提取,响应面法
我国是茶的故乡,茶树资源非常丰富。全国采摘茶园面积为2700万亩,茶叶籽年产量为8亿多公斤。茶叶籽作为茶叶生产的副产品,过去除了做种子外,大都任其落地腐烂,十分可惜。随着科学技术的进步和发展,对茶叶籽有效成分的研究不断深化和完善,综合利用茶叶籽已逐渐成为天然产物开发与应用研究的热门课题[1]。近年来,茶叶籽油已走进人们的视野。然而除茶叶籽油外,茶叶籽中还含有丰富的淀粉、皂素等物质[2]。以淀粉为原料,采用生物技术可直接生产各种类型的淀粉糖,如葡萄糖浆、结晶葡萄糖、麦芽糊精等。也可将淀粉应用于食品工业和医药工业中作为增稠剂、填充剂、赋形剂。目前,茶皂素的生产及应用研究已得到越来越多的重视,而有关茶叶籽淀粉的研究报道几乎没有。本研究采用超声波辅助水提法提取茶叶籽淀粉,在单因素实验基础上,采用响应面法[3]优化淀粉提取工艺条件,并测定粗淀粉中部分成分的含量,以期为茶叶籽淀粉的工业化生产利用提供科学依据。
1 材料与方法
1.1 材料与仪器
茶叶籽 河南省新县茗尚园生物科技有限公司提供;乙醚、乙醇、盐酸、氢氧化钠、甲基红、乙酸铅、硫酸铜、硫酸钾、硫酸等 均为国产分析纯。
FZ102粉碎机 南京远拓科学仪器有限公司;LXJ-Ⅱ离心机、SHA-C水浴恒温振荡器 江苏环宇科学仪器厂;JY88-Ⅱ超声波细胞粉碎机 宁波新艺超声设备有限公司;GZX-9070 MBE数显鼓风干燥箱 上海博迅实业有限公司医疗设备厂;DELTA 320 pH计 梅特勒-托利多仪器(上海)有限公司;其他实验室常用仪器。
1.2 实验方法
1.2.1 工艺流程 茶叶籽→去壳→粉碎→兑水→超声波处理→浸提→筛分→离心分离→沉淀→水洗沉淀3次→干燥→淀粉成品
1.2.2 操作要点
1.2.2.1 去壳 采用去壳机去壳。
1.2.2.2 浸提 将锥形瓶放入摇床中,轻微振荡,有利于增加接触面积,使淀粉提取更加彻底。
1.2.2.3 筛分 将料浆过100目筛,去除筛上物。
1.2.2.4 离心分离 在3000r/min下离心分离30min。
1.2.2.5 干燥 将沉淀物放入50℃烘箱中烘干并研磨成粉。
1.2.3 基本成分测定 水分测定:GB 5009.3-2010;灰分测定:GB 5009.4-2010;粗脂肪含量测定:GB/T 14488.1-2008;粗蛋白含量的测定:GB/T 14489.2-1993;淀粉含量的测定:GB/T 5009.9-2008。

1.2.4 实验设计方案
1.2.4.1 单因素实验 分别研究原料粉碎度(控制兑浆水pH 9,浸提温度50℃,浸提时间2h,超声时间30min,液固比4∶1)、兑浆水的pH(控制粉碎度为60~80目,浸提温度50℃,浸提时间2h,超声时间30min,液固比4∶1)、浸提温度(控制粉碎度为60~80目,兑浆水pH 9,浸提时间2h,超声时间30min,液固比4∶1)、浸提时间(控制粉碎度60~80目,兑浆水pH 9,浸提温度50℃,超声时间30min,液固比4∶1)、超声时间(控制粉碎度60~80目,兑浆水pH 9,浸提温度50℃,浸提时间3h,液固比4∶1)和液固比(控制粉碎度60~80目,兑浆水pH 9,浸提温度50℃,浸提时间3h,超声时间40min)对淀粉提取率的影响。
1.2.4.2 提取工艺参数的优化 根据Design Expert 8.0中的Box-Behnken中心组合设计[4],结合单因素实验结论及淀粉提取过程中的能耗问题,选取液固比、浸提温度和浸提时间对淀粉提取率影响显著的三个因素设计响应面实验,确定最优提取工艺条件,因素水平见表1。

表1 响应面实验因素水平表
2 结果与讨论
2.1 原料粉碎度对淀粉提取率的影响
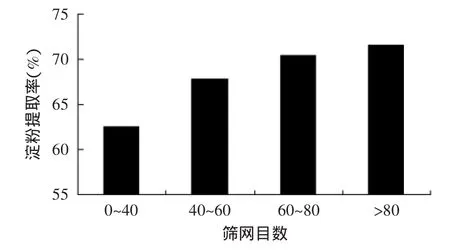
图1 原料粉碎度对淀粉提取率的影响
由图1可知,随着原料粉碎度的增大,淀粉的提取率也随之增加,当粉碎度大于60目时,提取率增加缓慢。粉碎作用在一定程度上实现了茶叶籽细胞的破碎,有利于淀粉的游离。考虑到粉碎度过大时,将增加设备投资,因此,选择粉碎度在60~80目。
2.2 兑浆水pH对淀粉提取率的影响
由图2可以看出,随着兑浆水pH的增加,淀粉的提取率先升后降,当pH为9时,提取率最大。这是因为当提取剂碱性过大时,加大了茶皂素、蛋白质等乳化剂的溶解,从而引起体系粘度的增大,不利于淀粉的沉淀,而且pH过高,会对淀粉的品质造成一定的影响。

图2 pH对淀粉提取率的影响
2.3 浸提温度对淀粉提取率的影响

图3 浸提温度对淀粉提取率的影响
由图3可见,随着温度的提高,淀粉的提取率增加,当温度高于50℃时,提取率明显下降。温度的升高有利于淀粉的游离,但同时也加大了茶皂素、蛋白质等乳化剂的溶解。当温度低于50℃时,淀粉的游离占主导地位,而温度高于50℃时,乳化剂的溶解占主导地位,从而导致体系粘度的增大,不利于淀粉的沉淀。此外,温度过高也会破坏淀粉的结构。
2.4 浸提时间对淀粉提取率的影响

图4 浸提时间对淀粉提取率的影响
由图4可知,提取时间达到3h之前,淀粉的提取率随着时间的延长提高较为明显,提取时间达到3h之后,提取率趋于平稳。继续增加提取时间,对提取率影响不大,但却增加了能耗。因此,浸提时间选择3h。
2.5 超声时间对淀粉提取率的影响
利用超声波振动作用[5],有助于使茶叶籽粉末中的淀粉颗粒充分溶于水中。从图5可知,超声时间达到40min之前,淀粉的提取率随着时间的增加提高较为明显,超声时间达到40min后,提取率趋于稳定,延长超声时间,对提取率影响不大。
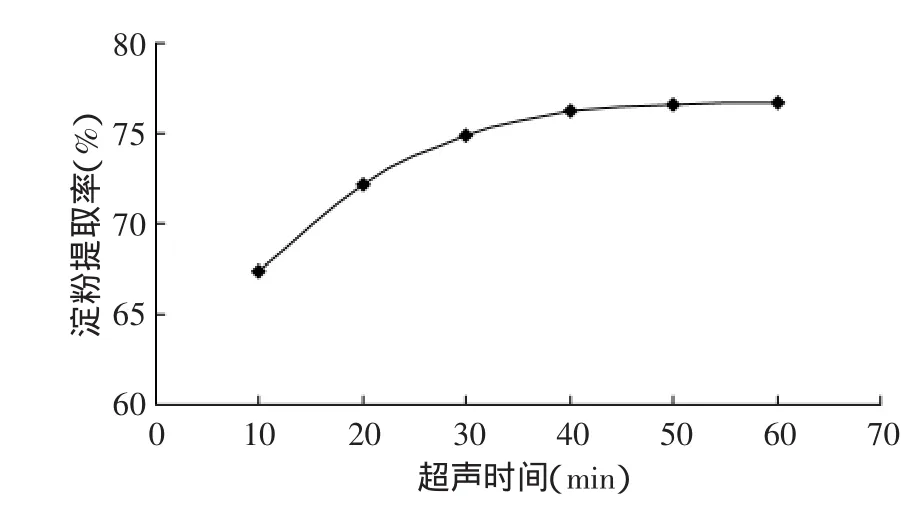
图5 超声时间对淀粉提取率的影响
2.6 液固比对淀粉提取率的影响
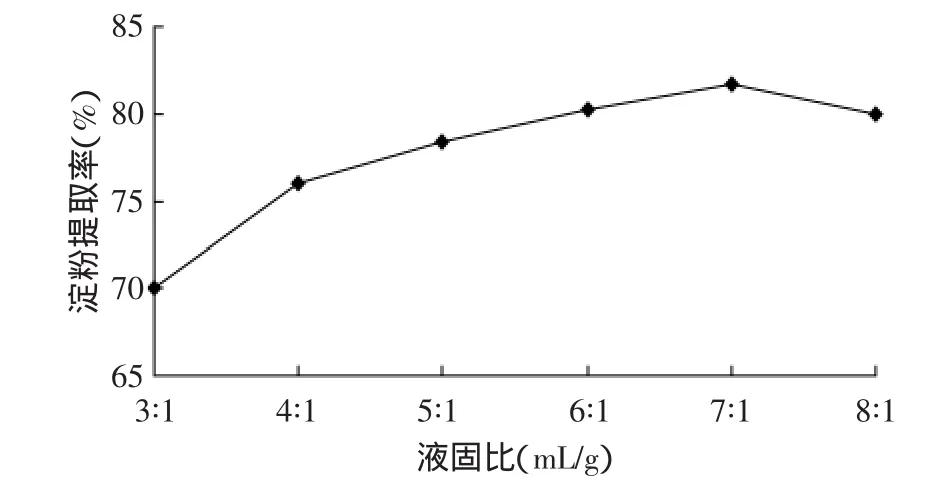
图6 液固比对淀粉提取率的影响
从图6可以看出,液固比小于7∶1时,淀粉的提取率随加水量的增加而迅速上升,超过7∶1时,提取率反而下降。这是因为液固比过大,淀粉的颗粒结构之间变得疏松,不利于沉淀,影响了淀粉提取率。
2.7 最佳工艺的确定
根据响应面因素水平表设计实验,实验设计与结果见表2。
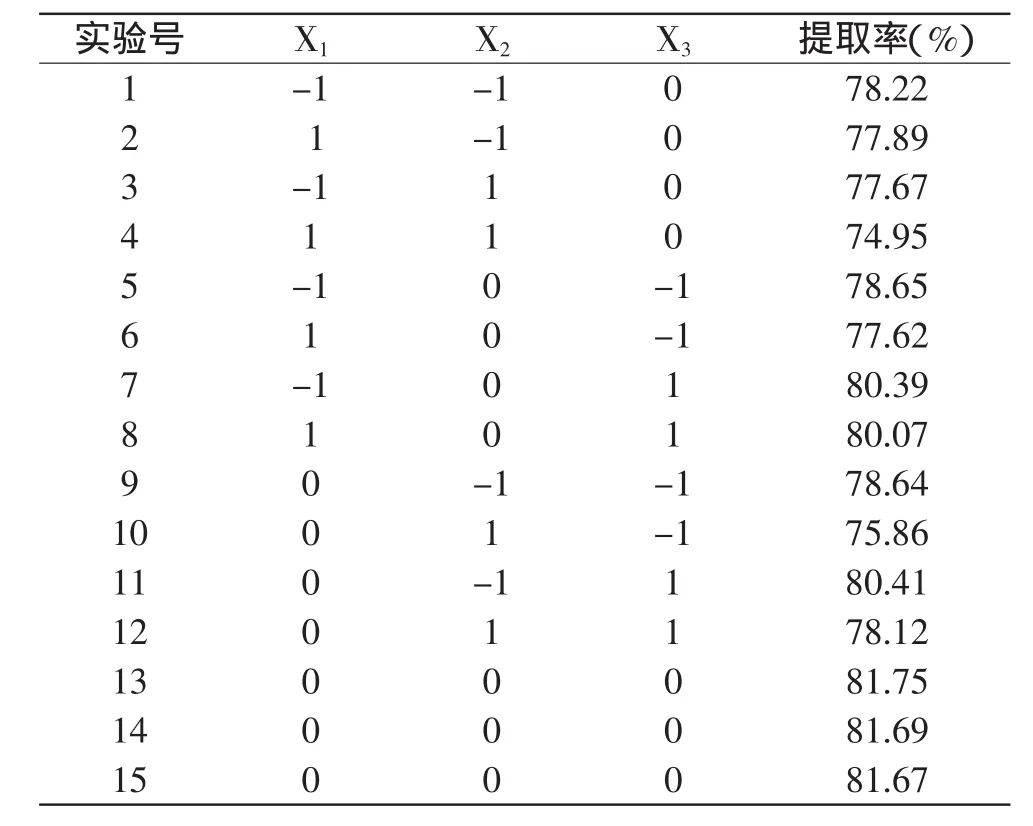
表2 响应面实验设计及结果
采用Design Expert 8.0软件对表2的实验结果进行回归分析,并根据统计分析结果对模型进行合理简化与优化后[6-7],拟合后得到关于液固比(X1)、浸提温度(X2)和浸提时间(X3)的二次多项式回归模型:

对此回归模型进行方差分析,结果见表3。
由表3可知,该模型高度显著(P<0.0001),回归模型决定系数R2=0.9855,校正决定系数RAdj2=0.9710,说明回归方程可以较好地描述各因素与响应值之间的真实关系,可以利用该回归方程确定最佳提取工艺条件。

表3 回归模型的方差分析
对回归模型取一阶偏导数等于零,可以得到曲面的最大点,整理可得:

解上述方程,得X1=6.88,X2=48.17,X3=3.71。即茶叶籽淀粉提取的最佳工艺条件为:液固比6.88∶1,浸提温度48.17℃,浸提时间3.71h。考虑到实际操作的方便,将最佳工艺条件修正为:液固比6.9∶1,浸提温度48℃,浸提时间3.7h。在此修正条件下进行验证实验,实际测得提取率为81.93%,回归模型预测提取率理论值达82.20%,实际测定值比理论预测值低0.33%,故该数学模型能很好地预测因素同提取率之间的关系。
2.8 茶叶籽淀粉各成分的测定
结果见表4。

表4 茶叶籽淀粉成分含量(%)
3 结论
在单因素实验的基础上,通过Design expert软件对茶叶籽淀粉提取进行Box-Behnken中心组合设计及响应面分析,建立了响应值与因素之间的数学模型,该模型能很好地预测各因素同提取率之间的关系。依此二次回归模型,确定茶叶籽淀粉提取的最佳工艺参数:原料粉碎度60~80目,液固比为6.9∶1(mL/g),浸提温度48℃,浸提时间3.7h,兑浆水pH为9,超声时间40min。此条件下,淀粉提取率可达81.93%。粗淀粉中淀粉含量为84.53%,蛋白质含量为2.17%,粗脂肪含量为2.10%。由于蛋白质与脂肪的存在会对淀粉性质产生一定的影响,从而限制淀粉的应用,因此,尚需在茶叶籽淀粉的精制方面做进一步研究。
[1]张正香,宋红,张茂祥.茶籽综合利用探讨[J].粮油加工,1999(2):11-12.
[2]周素梅,王强.我国茶籽资源的开发利用及前景分析[J].资源与生产,2004(3):18-20.
[3]杨文雄,高彦祥.响应面法及其在食品工业中的应用[J].中国食品添加剂,2005(2):68-71.
[4]Kalil S J,Maugeri F,Rodrigues M I.Response surface analysis and sinulation as tool for bioprocess design and optimization[J].Process Biochemistry,2000,35(6):539-550.
[5]上官新晨,陈木森,徐睿庸,等.超声波法提取青钱柳多糖[J].江西农业大学学报,2006,28(6):810.
[6]王世磊.Design-Expert软件在响应面优化法中的应用[D].郑州:郑州大学,2009.
[7]王灵昭,邓家权.微波法提取雨生红球藻中虾青素的工艺研究[J].食品研究与开发,2007,28(12):96-100.
Study on extraction of tea seed starch
XIAO Long-yan1,ZHANG Hai-long1,QI Yu-tang1,2,*,ZHANG Wei-nong1,2
(1.College of Food Science and Engineering,Wuhan Polytechnic University,Wuhan 430023,China;2.Research Center of Oils&Plant Proteins Technology,Wuhan Polytechnic University,Wuhan 430023,China)
The extraction of starch from tea seed by water with ultrasonic technology was introduced.The results obtained by response surface methodology showed that the optimum extraction conditions of tea seed starch were as follows:raw material comminution degree of 60 ~80 meshes,ratio of liquid to solid 6.9 ∶1(mL/g),extraction temperature 48℃,extraction time 3.7h,mixed water pH 9,ultrasonic time 40min.Under such conditions,the extraction rate of starch was up to 81.93%,starch content of crude starch was 84.53%.
tea seed; starch; extraction; response surface methodology
TS235.9
B
1002-0306(2011)10-0295-04
2010-10-11 * 通讯联系人
肖龙艳(1985-),女,硕士研究生,研究方向:油脂化学与加工工艺学。
国家高技术研究发展计划(863计划)(2010AA023003)。
猜你喜欢
农业技术与装备(2022年6期)2022-08-17
中老年保健(2021年6期)2021-11-30
中国民间疗法(2021年14期)2021-08-30
Journal of Forestry Research(2018年2期)2018-03-19
科学与财富(2017年28期)2017-10-14
西安工程大学学报(2016年6期)2017-01-15
东华理工大学学报(自然科学版)(2016年1期)2016-05-23
中国粮油学报(2016年1期)2016-02-06
中国新时代 (2015年5期)2015-10-28
食品科学(2013年6期)2013-03-11
