
TiO2涂层与化学镀Ni—P用于铸件表面处理的研究
2011-10-25 07:04赵亚楠
湖北开放大学学报 2011年7期
赵亚楠
(陕西广播电视大学,陕西 西安 710119)
TiO2涂层与化学镀Ni—P用于铸件表面处理的研究
赵亚楠
(陕西广播电视大学,陕西 西安 710119)
本文采用溶胶—凝胶法先在铸件表面涂覆一层TiO2薄膜,再对铸件进行化学镀Ni—P处理。研究表明,TiO2涂层可以有效减小铸件表面的孔隙率,弥补了Ni—P镀层直接覆盖在铸件表面易产生针孔的缺陷。与现有的铸件表面处理方法相比,本工艺改善了铸件的耐腐蚀性,而且较大地提高了沉积速率。在不增加过多成本的情况下,还节约了能源。
TiO2薄膜;化学镀Ni—P;孔隙;沉积速率;耐腐蚀性
随着经济全球化,中国企业面临巨大的商机,给我国制造业带来了空前的发展机遇。然而我国机械设备60%部件为铸件,长久以来对铸件的处理都以镀锌为主,对环境造成了严重的污染。同时金属锈蚀问题也一直困扰着制造业的产品加工、运输及储存等。
低毒的化学镀Ni—P,镀层厚度均匀,镀层性能优越,有较好的耐腐蚀性、耐磨性和较高的硬度,在石油化工、机械、电子等行业有较广泛的应用[1]。化学镀Ni—P为均匀的非晶态结构,不存在晶界、位错、层错的缺陷,且基体结合致密[2],耐腐蚀性比电镀铬要好。但由于其沉积速率慢、镀层薄,表面容易产生针孔等缺陷。若镀层存在与基体相通的孔隙时,腐蚀介质渗人到镀层孔隙与基体金属接触,镀层将成为微孔电池的阴极,基体金属则构成这种电池的阳极而导致基体金属加速腐蚀。
TiO2薄膜耐酸、耐碱,抗光腐蚀,为优良的耐腐蚀材料[3]。但TiO2薄膜大多用于光催化材料以降解有机物,而用于钢铁耐腐蚀性能的研究较少。本文在原有化学镀 Ni—P工艺的基础上增加了涂覆TiO2薄膜的工序,形成的TiO2薄膜有效填补了铸件孔隙,有利于Ni—P镀层与基体的完美结合,可提高耐腐蚀性和硬度。同时在进行化学镀的过程中,TiO2表现出较高的催化性。
1 .实验部分
材料与仪器:铸件样件,钛酸丁酯,化学纯;冰醋酸,分析纯;无水乙醇,分析纯;丙酮,分析纯;硫酸镍,分析纯;次亚磷酸钠,分析纯;醋酸钠,分析纯;乳酸,分析纯;氨基乙酸,分析纯;葡萄酸钠,分析纯;硫脲,分析纯;蒸馏水;氨水,化学纯;5%NaCl溶液;5%HCL溶液;10%HCl溶液
恒温磁力加热搅拌器;RIM—2.8—10A型马弗炉;电热鼓风干燥箱;TN—100B型扭力天平(精度0.01g);XJL—02A立式金相显微镜
工艺流程:
机械除锈→化学除油→水洗→涂覆TiO2薄膜→干燥→化学镀Ni—P→水洗→干燥→热处理
实验步骤:
1.样件预处理:先将样件用砂轮打磨平整,用丙酮脱脂,蒸馏水清洗,最后放入乙醇中浸泡,备用。
2.TiO2溶胶的制备[4]:在48ml的钛酸丁酯中加入8ml的冰醋酸,混合均匀至不再放热后,在剧烈的搅拌下慢慢加入250ml水。继续搅拌3小时至水解完全后,加入2ml70%的硝酸,加热到80℃继续搅拌2小时,得到半透明的胶体溶液。
3.TiO2薄膜的制备:将预处理的样件浸入所得的胶体中,浸渍30s后以约5mm/s的速度提拉;湿涂层在100℃条件热处理5分钟后重复浸渍5次。所得涂层需先在100℃干燥箱中干燥30分钟,再放入马弗炉(400℃)内烘烤1小时(包括升温时间),取出,在室温下冷却。最后得到涂有TiO2薄膜的铸铁样件。
4.化学镀Ni—P制备:根据样件表面积确定出需要配制的镀液体积和各组分的用量,用蒸馏水溶解。依次在烧杯中加入16.8g硫酸镍、9.95ml乳酸、7.2g醋酸钠、16.8g次亚磷酸钠、0.48g硫脲、7.2g氨基乙酸和2.4g葡萄酸钠;再搅拌过程中缓慢加入氨水,调节pH值为4.5~5[5]。将附有TiO2薄膜的样件经盐酸酸洗后放入镀液中,用电炉加入并维持在80℃。保温1小时后将试样取出,干燥后得到附有TiO2薄膜的化学镀Ni—P样件。
2 .实验结果与讨论
2.1 沉积速率的测定
采用重量法,准确测定试样施镀前后的重量,按以下公式计算沉积速率:

式中W1、W2、分别表示施镀前后试样的重量,密度ρ取7.8g/cm3,A为试件表面积(cm2),t为施镀时间(h)。
表1为不同工艺的沉积速率对比表,从表中可以看到先涂TiO2薄膜再镀Ni—P的工艺能显著提高沉积速率。

表1 不同工艺的沉积速率对比Tab. 1 The contrast of the deposition velocity of different techniques
2.2 耐腐蚀性能实验结果对比及讨论
将普通化学镀层和先经 TiO2薄膜处理的化学镀 Ni—P试样浸泡在不同的化学介质中,测量其耐腐蚀性能。试验结果见表2及图1,可见在各种腐蚀液中经TiO2薄膜处理后的化学镀层的耐腐蚀性均得到有效提高。
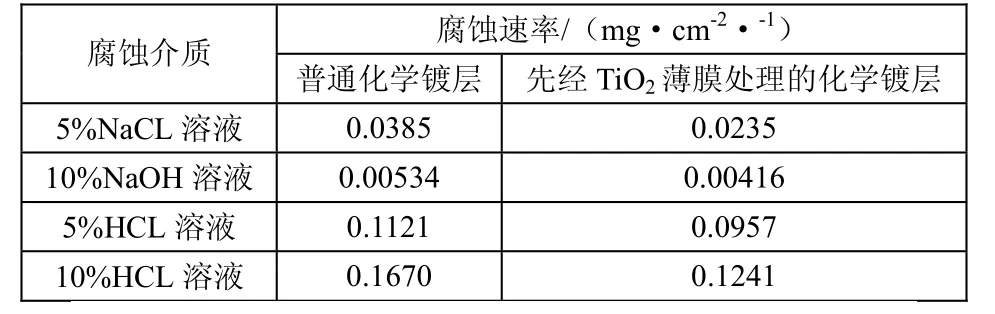
表2 浸泡实验结果Tab. 2 The results of soaking tests

图1 两种不同工艺镀层的耐腐蚀实验对比Fig.1 The contrast between two different craft coatings of resistant to corrosion experiment
2.3 表面形貌观测
将各种样件用金相显微镜放大160倍观察其表面结构,获得如下的图像。
图2 未经任何处理的样件Fig.2 The sample without any treatment

图3 化学镀Ni—P后的样件Fig.3 The sample after chemical plating Ni-P
图2是未经处理的样件,图3是化学镀Ni—P后的样件。由图3可以看出化学镀Ni—P对铸件的表面处理不够理想,对孔隙的填补很不充分。一旦腐蚀性物质从孔隙渗人基体,将会加快基体的腐蚀,化学镀 Ni—P的防腐优势得不到发挥。
图4 附着TiO2薄膜的样件Fig.4 The sample with TiO2thin film

图5 附着TiO2薄膜的化学镀Ni—P样件Fig.5 The sample with chemical plating Ni-P and TiO2thin film
图4是附着薄膜的样件表面形貌,图5是附着TiO2薄膜的化学镀Ni—P样件。由图4可见附着薄膜的样件表面已看不见孔隙,再经化学镀处理后,铸件试样表面十分致密,可以达到钢件化学镀的效果。由于TiO2薄膜本身十分致密,硬度较高又有较强的防腐蚀性,镀Ni—P后的硬度及防腐性可以达到国家标准的十级。
3 .结论
本实验利用了 TiO2的致密性对铸件进行了表面超精细加工,填补了基体表面的孔隙,再配合进一步的化学镀 Ni—P,处理效果良好,甚至超过镀锌在处理铸件方面的优势。改进后的工艺仅在原有化学镀Ni—P流程中添加一道TiO2涂层工序,操作简单易行,不仅有利于镀镍技术改进,还有利于镀锌镀铬厂家利用原有设备进行工艺转型。
另外在实验中,TiO2在加大沉积速率方面所起的作用,完全不同于在降解有机物方面的光催化性。关于它的工作作用机理,我们将进一步研究讨论。
[1] 周海晖. 化学镀镍磷溶液稳定性的研究[J]. 电镀与环保,1999,1.
[2] 张而耕,王志文. 溶胶——凝胶法制备纳米 TiO2超细粉末[J].机械工程材料,2002,3.
[3] 张永峰,崔朝霞,马玲俊. 化学镀镍超载荷稳定性试验[J]. 电镀与环保,2001,4.
[4] 朱力群,吴俊. 化学镀镍层封孔新工艺的研究[J]. 电镀与涂饰,2002,3.
Combination of TiO2coating technique and chemical Ni-P depositon in cast surface processing
ZHAO Ya-nan
In this study, A TiO2film is coated on the cast surface by the sol-gel method before the chemical depositon of Ni-P is conducted. The results show that the TiO2coating can effectively reduce the cavity density on the cast surface, and avoids the disadvantages of the direct Ni-P deposition method that is likely to produce pinholes.Compared with the existing methods of cast surface processing,the present technique is charaterized by the combination of the TiO2film with an excellent performance and the environment-protective Ni-P chemical deposition method.This technique not only improves the corrosion-resistance of the cast,but also increases the deposition rate considerably.On the premise of no rxtra cost, it economizes the energy resource.
TiO2film;Ni-P chemical deposition; cavities; deposition speed; corrosion-resistance
TQ
A
1008-7427(2011)07-0156-02
2011-04-20
猜你喜欢
科学技术创新(2022年30期)2022-10-21
汽车实用技术(2022年12期)2022-07-05
陶瓷学报(2021年5期)2021-11-22
陶瓷学报(2019年5期)2019-01-12
电子制作(2018年10期)2018-08-04
电镀与环保(2016年4期)2017-01-20
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年2期)2017-01-20
汽车与新动力(2015年1期)2015-02-27
锻造与冲压(2014年20期)2014-10-10
