
尿素甘油共塑化热塑性淀粉
2011-10-22 13:21姚东明何和智
化工进展 2011年9期
姚东明,何和智
(华南理工大学聚合物成型加工工程教育部重点实验室,聚合物新型成型装备国家工程研究中心,广东 广州 510640)
研究开发
尿素甘油共塑化热塑性淀粉
姚东明,何和智
(华南理工大学聚合物成型加工工程教育部重点实验室,聚合物新型成型装备国家工程研究中心,广东 广州 510640)
采用尿素、甘油为塑化剂制备热塑性淀粉材料,并对改性后淀粉的力学性能、塑化效果以及结晶状况进行了探索,考察了尿素与甘油不同比例对热塑性淀粉塑化效果的影响,得出热塑性淀粉最佳塑化质量比为淀粉/尿素/甘油为100/20/20。在RH为33%的湿度环境保存1周,上述比例塑化的热塑性淀粉拉伸模量可达0.959 MPa,断裂伸长率达209.64%,且热塑性淀粉内未出现尿素自结晶,淀粉塑化效果良好。
热塑性淀粉;尿素;甘油
进入 21世纪以来,由于来自石油资源的传统塑料导致的“白色污染”以及化石能源的枯竭,利用天然资源制得塑料已经是现代塑料工业的研究热点。淀粉是一种天然高分子,存在于玉米、小麦、土豆等植物的果实、根、茎中,价格便宜,蕴藏丰富,且能够自然降解,故淀粉塑料与传统塑料相比有着无可比拟的优势。近些年,各大中院校及科研院所都在积极发展以淀粉为原料的热塑性淀粉塑料。淀粉是一种多羟基化合物,但由于分子间及分子内氢键作用,易形成微晶颗粒,故没有熔点。热塑性淀粉通过加入多元醇、酰胺类等小分子增塑剂,破坏分子内及分子间氢键,降低分子间作用力从而实现塑化。乙二醇、丙三醇(甘油)、山梨醇的加入可以增强热塑性[1-3],其中甘油是最常见热塑性淀粉的增塑剂,但是由于淀粉的回生作用,放置过程会出现老化变脆的现象。而酰胺类如甲酰胺、乙醇胺等均能够很好地增塑热塑性淀粉且具有防回生作用,但因其具有毒性,故不适合作为环保型热塑性淀粉塑料的增塑[4-5]。而尿素塑化淀粉不仅可以令淀粉塑化,而且还能防止淀粉回生[6];且尿素是动物的代谢物之一,对环境无任何副作用。为了克服热塑性淀粉回生且满足塑料无毒无污染的要求,本工作采用玉米淀粉为原料、尿素及甘油作为增塑剂共增塑玉米淀粉,对热塑性淀粉的力学性能、塑化效果、结晶等进行了研究。
1 实验部分
1.1 原料
玉米淀粉,含水率少于14%,锦州元生生化科技有限公司;甘油,分析纯,上海润捷化学试剂有限公司;尿素,分析纯,天津市福晨化学试剂厂。
1.2 实验设备
转矩流变仪,德国HAAKE公司;高速混合机,北京市塑料机械厂;平板硫化机,无锡第一橡塑机械厂;万能电子材料试验机,Instron-4320,美国Instron公司;扫描电镜,Quanta 200型,荷兰 FEI公司;XRD,D8 Advance,德国Bruker公司。
1.3 材料制备
先将淀粉含水量提高至18%,后与甘油、尿素按表1所示比例进行混合后,放入高速混合机中混合2 min(3000 r/min),取出放入聚乙烯塑料袋中过夜,之后加入到转矩流变仪中(温度125 ℃,4 min),取出后在平板硫化机上压板备用。
1.4 性能测试
1.4.1 力学性能
按 GB/T 1040—1992对试样进行拉伸性能测试,拉伸速度为20 mm/min。
1.4.2 扫描电镜
利用环境扫描电子显微镜获得试样微观结构信息。TPS在液氮中先脆断喷金后进行测试,淀粉直接喷金测试。
1.4.3 X射线衍射
在样品槽内将淀粉粉末压实、压平,待测;将TPS压成平板后待测。测试条件:铜靶,40 kV,40 mA,步长0.04°,扫描速度35.4 s/步。
2 结果与讨论
2.1 力学性能
表 1所示为甘油与尿素共塑化淀粉的力学性能。如表1中A~E所示,在甘油含量保持不变的前提下,随着尿素含量的不断增加,其拉伸模量、最大拉伸应力不断减少,而断裂伸长率不断增加,最高可达 240%左右。这说明尿素的加入增加了淀粉的韧性,但降低了热塑性淀粉强度。E与F相比,甘油含量的减少使拉伸模量、最大拉伸应力均增加,而断裂伸长率并未下降很多,说明E中的增塑剂含量已经超过塑化淀粉所需要的含量,由于甘油的力学性能较差,从而导致了E的力学性能相比于F差。
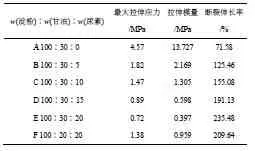
表1 不同含量增塑剂TPS力学性能
2.2 扫描电镜
如图1(g)所示为未经塑化的淀粉颗粒,图1(a)~图 1(e)表明,随着尿素含量的增加,塑化效果不断改善。图1(a)表示纯甘油塑化TPS。由于淀粉的回生作用,甘油塑化的淀粉其塑化效果不甚理想其,表面出现不少淀粉微晶。图1(b)~图1(e)表明随着尿素含量的不断增加,其塑化效果更为理想。淀粉微晶不断减少,并且表面光滑度不断提高。出现这种现象的主要原因是尿素含量的增加抑制了淀粉重结晶。单独由尿素塑化TPS会产生尿素自身白色结晶,如图1(h)所示[7],而在图1(b)~图1(f)中极难发现尿素微晶,其原因可能是淀粉中水与甘油对尿素的溶解作用。图1(f)表示由于甘油含量的减少,其塑化效果较图1(e)差,原因是甘油的减少影响了淀粉的塑化,从而导致断面较图1(e)粗糙。
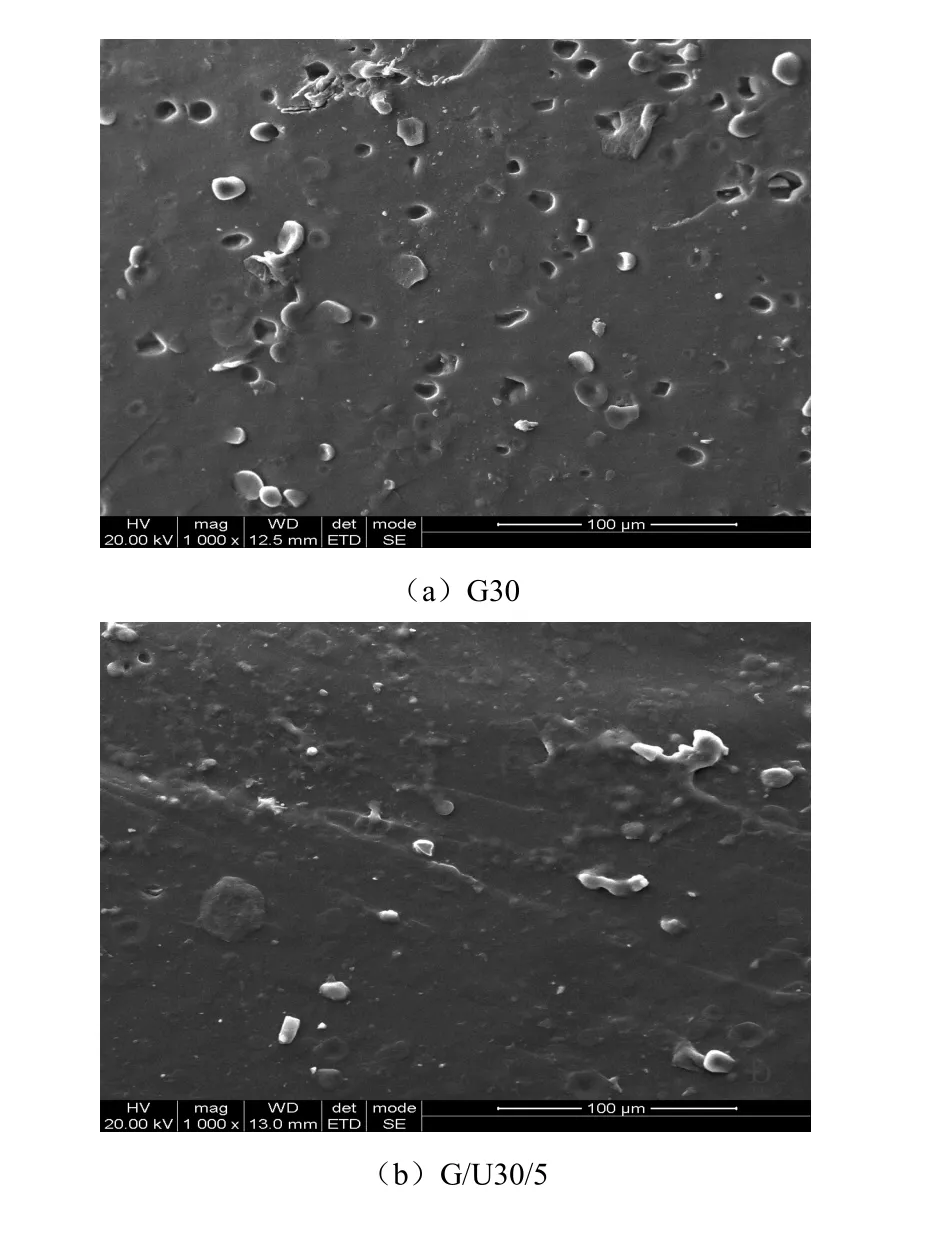
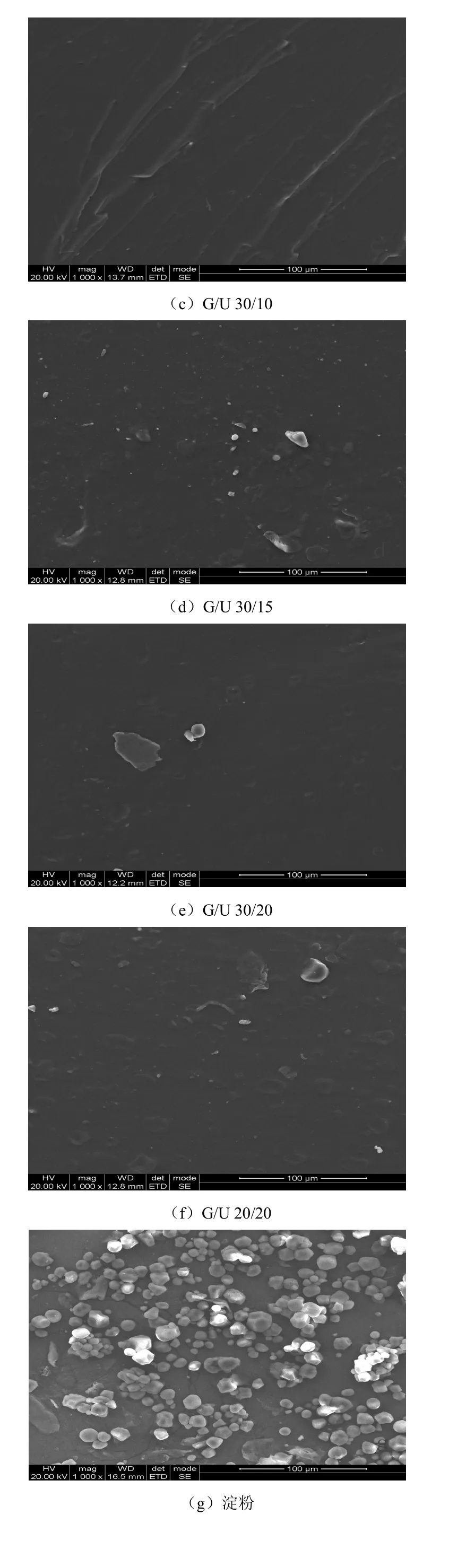
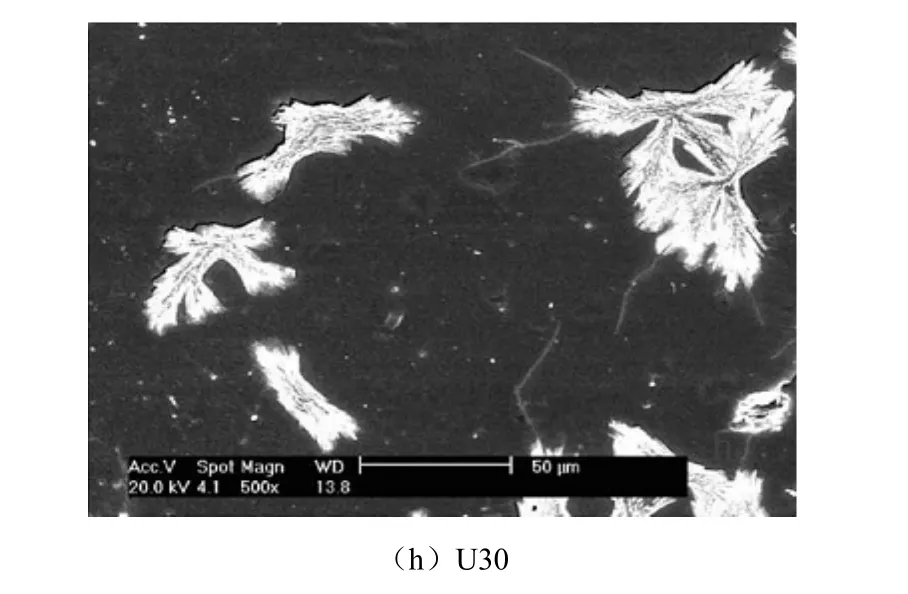
图1 TPS扫描电镜图 [7]
2.3 X射线衍射
XRD用来考察甘油含量对 TPS结晶类型及结晶度的影响。图 2 表示原淀粉以及不同甘油、尿素含量的TPS样片模压成型24 h内的 XRD 衍射图线。从图2可见,天然玉米淀粉具有典型的α型结晶峰,α型结晶是一种分子链排列较紧密的双螺旋结构,未经塑化的淀粉晶型如图 2中曲线 g所示[8-9]。经过甘油与尿素塑化TPS其晶型有了相当大的变化,形成取代A晶型的Vh和Va晶型,Vh和Va晶型的形成是重结晶的结果。首先淀粉在尿素和甘油共增塑作用下形成了无定形态,而随着时间的增加,淀粉分子间及分子内作用力又使其重新形成了新的晶型,故出现了Vh和Va晶型。而图2曲线e及f中,不但没有出现天然淀粉的Vh晶型,并且未出现明显的Vh和Va晶型,表明淀粉回生基本消失。原因是伴随着尿素含量的不断增加,尿素抑制淀粉回生的能力逐渐增加[10-11],当加入淀粉/尿素/甘油质量比为100∶20∶20时,淀粉的回生现象基本消失,这说明尿素比例为12.5%是抑制淀粉回生的下限。
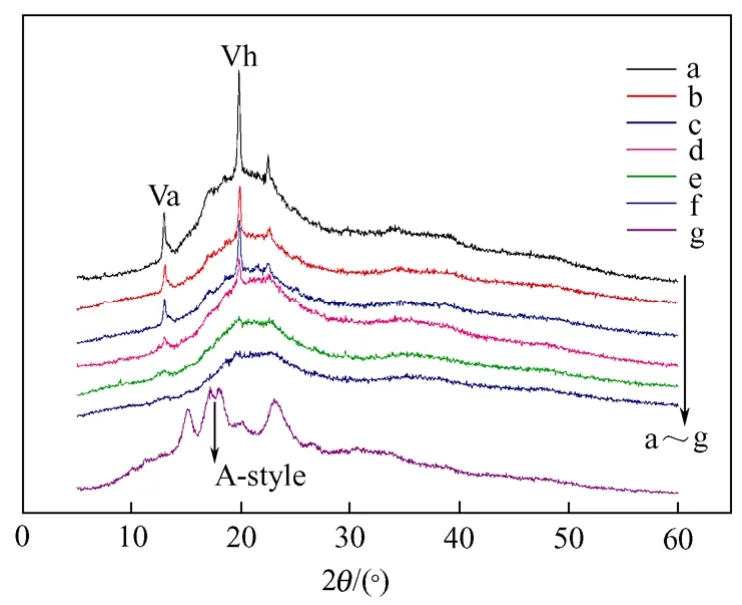
图2 淀粉及TPS X射线衍射图
3 结 论
采用尿素、甘油为塑化剂制备热塑性淀粉材料,并对改性后淀粉的力学性能、塑化效果以及结晶状况进行了考察。扫描电镜显示经过塑化的淀粉形成均一的连续相。尿素的加入改善甘油塑化淀粉的脆性,并且有效地抑制了淀粉的回生。同时,抑制淀粉回生的尿素含量下限为12.5%,且由于甘油、水的存在,未出现尿素白色晶体。甘油含量的减少有助于TPS力学性能的提高,当淀粉、尿素与甘油质量比为 100∶20∶20时,其拉伸模量可达 0.959 MPa,断裂伸长率达209.64%。
[1]石锐,丁涛,刘全勇,等. 甘油含量对热塑性淀粉结构及性能的影响[J]. 塑料,2006,35(1):44-49.
[2]Krogars K,Heinamaki J,Karjalainen M,et al. Enhanced stability of rubbery amylose-rich maize starch flms plasticized with a combination of sorbitol and glycerol[J].International Journal ofPharmaceutics,2003,251:205-208.
[3]田雅,刘纾言,刘岚,等. 热塑性淀粉 /黄麻复合材料的研究[J]. 塑料工业,2009,37:28-31.
[4]Dai H G,Chang Peter R,Peng F,et al.N-(2-Hydroxyethyl) formamide as a new plasticizer for thermoplastic starch[J].J. Polym. Res.,2009,16:529-535.
[5]Ma X F,Yu J G. The plasticizers containing amide groups for thermoplastic starch[J].Carbohydrate Polymers,2004,57:197-203.
[6]Ma X F,Yu J G,Ma Y B. Urea and formamide as a mixed plasticizer for thermoplastic wheat four[J].Carbohydrate Polymers,2005,60:111-116.
[7]Ma X F,Yu J G,Wan J J. Urea and ethanolamine as a mixed plasticizer for thermoplastic starch[J].Carbohydrate Polymers,2006,64:267-273.
[8]Dai H G,Chang Peter R,Yu J G,et al. Relationship of thermoplastic starch crystallinity to plasticizer structure[J].Starch/Stärke,2010,62:86-89.
[9]Yang J H,Yu J G,Ma X F. Study on the properties of ethylenebisformamide and sorbitol plasticized corn starch(ESPTPS)[J].Carbohydrate Polymers,2006,66:110-116.
[10]Da Roz A L,Carvalho A J F,Gandini A,et al. The effect of plasticizers on thermoplastic starch compositions obtained by melt processing[J].Carbohydrate Polymers,2006,63:417-424.
[11]马骁飞,于九皋. 尿素和甲酰胺塑化热塑性淀粉[J]. 高分子学报,2004(4):483-489.
Thermoplastic starch plasticized by mix of urea and glycerol
YAO Dongming,HE Hezhi
(The Key Laboratory of Polymer Processing Engineering of Ministry of Education,National Engineering Research Center of Novel Equipment for Polymer Processing,South China University of Technology,Guangzhou 510640,Guangdong,China)
Through testing of mechanical properties,and crystallization and SEM testing of different urea and glycerol co-plasticized TPS,the optimum weight ratio starch/urea/glycerol was 100/20/20. The tensile modulus of the TPS could reach 0.959 MPa,the elongation was up to 209%,recrystallization of urea did not occur,and the TPS had a good plasticization effect,in RH = 33% humidity environment preserved for one week.
thermoplastic starch;urea;glycerol
TQ 321
A
1000-6613(2011)09-2018-04
2011-02-22;修改稿日期2011-05-03。
姚东明(1985—),男,硕士研究生。联系人:何和智,教授,研究方向为高分子材料成型加工理论及设备。E-mail pmhzhe@scut.edu.cn。
猜你喜欢
纺织科学研究(2021年6期)2021-12-02
弹性体(2021年6期)2021-02-12
陶瓷学报(2020年2期)2020-10-27
中国塑料(2019年6期)2019-06-26
中国塑料(2017年2期)2017-05-17
中国塑料(2016年2期)2016-06-15
中国塑料(2015年6期)2015-11-13
中国塑料(2015年8期)2015-10-14
石油化工(2015年9期)2015-08-15
现代纺织技术(2015年2期)2015-02-28
