
作图投影法在螺纹芯轴加工中的应用
2011-10-18 14:34黄育全刘红艳
制造技术与机床 2011年9期
黄育全 刘红艳
(南京工艺装备制造有限公司,江苏南京210004)
我公司作为国内专业化生产滚珠丝杠副的龙头企业,在滚珠螺母的加工中常使用一种称为螺纹芯轴的工装,其中径尺寸制造误差对于滚珠螺母的批量加工非常重要。该螺纹芯轴的主要结构形式如图1a所示,其法向截型为凸圆型(如图1b所示)。
在精加工后,该螺纹芯轴的中径检测一般可以效仿三角螺纹的常规检测方法——三针法。先根据接触点的位置计算、选用合适的三针,然后借助标准测量块配合测量,如图2所示。该测量方法在大多数情况下方便可行。
但对于以下几种情况,采用三针法测量就不再适用:
(1)螺纹芯轴的导程比较大,根据接触点计算出最佳三针,但三针和螺纹芯轴的实体部分干涉,无法进行检测,如图3所示。
(2)螺纹芯轴为多线螺纹时,如图4所示,芯轴有2条螺旋线,螺旋线A和螺旋线B不能同时成型加工,实际加工中很可能A和B的螺纹中径d2A和d2B不一致,造成测量中径和真实中径存在一定的误差。
(3)特殊情况下,螺旋升角较大,螺纹芯轴的螺纹部分设计较短,仅有1~1.5牙(如图5a所示),此时无法放置三针(如图5b所示),造成螺旋千分尺夹持不稳,测量困难。

针对上述测量问题,下面介绍一种工程作图投影法来加以解决。其方法及主要步骤如下:
(1)将工件大径作为工艺基准加工至某一实际值。根据图纸设计要求,计算出理论螺纹中径上差(d2max)、下差(d2min)与实际大径的差值,以实际外圆尺寸线为基准,确定螺纹中径公差带尺寸线位置,按一定比例画出螺纹部分的放大透视图(图6),图中R和R'数值相等,为便于说明,对圆弧标注加以区分。

(2)在光学投影仪上安装好两端顶针座,调整两顶针连线与工作台移动方向一致,将被测螺纹芯轴装在两顶针之间并锁紧。按下式计算出螺纹芯轴的螺旋升角β,将工作台与该轴水平方向按螺旋升角调整好。

式中:P为螺纹导程;d2为螺纹中径名义尺寸。
(3)选择适当放大倍数,调整光圈、焦距等,使螺纹部分的法向截型放大并清晰地显示在投影屏上。
(4)将事先画好的放大透视图与投影屏上实物放大图比较,比较时将透视图的大径与芯轴的实际大径投影相重合,目测螺纹两R投影落在透视图R与R'之间则说明螺纹中径合格;如落在R'之上,则说明螺纹中径还有余量;如落在R之下,则说明螺纹中径已超下差,无法返修。
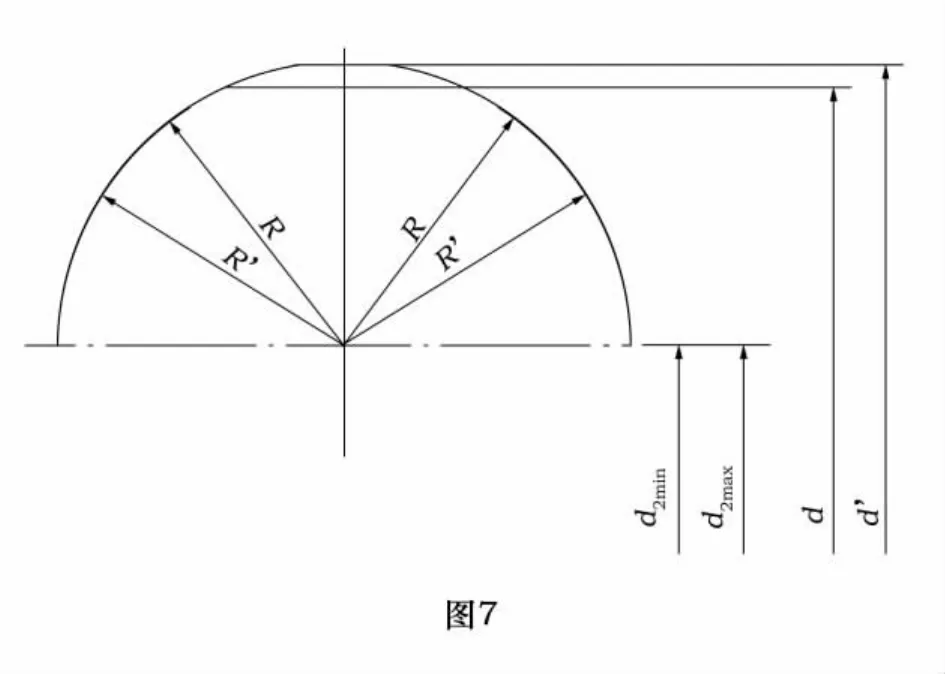
在上述投影法中,如在步骤(1)中将放大透视图的画法做一微调,将图6中的d尺寸线和R圆弧部分整体平移,使得d2max与d2min重合,R圆弧部分与R'圆弧部分重合,此时形成了图7所示的透视图,d和d'两条大径线分开,同时在上述步骤(4)操作中,我们可将透视图(图7)的R与芯轴的实际R投影相重合,目测螺纹大径投影落在透视图d与d'之间则说明螺纹中径合格;如落在d'之上,则说明螺纹中径已超下差,无法返修;如落在d'之下,则说明螺纹中径还有余量。如想定量测出螺纹中径值,我们可将螺纹大径投影线在透视图中描出,用游标卡尺测出其与d的实际距离H,由下式计算出螺纹中径实测值:

式中:x为投影放大倍数;当螺纹大径投影线在d尺寸线下方,H取正值,反之取负值。
值得注意的是,作图投影方法测量螺纹中径的准确性,除了测量仪器的误差外,螺纹法向截型R实际大小、透视图准确度、图形线宽和描绘质量是影响测量准确度的重要因素。为减小测量误差,建议在画放大透视图前,可先采用投影法测出螺纹法向截型R实际大小,并以R的实际值画出图中R部分。在条件允许下,尽可能地采用电脑绘图,并用专业的工程绘图仪,采用精密输出绘制,线越细越好,以能看清为准。此外,投影时尽可能地选择大的放大倍数,也可减小测量误差。
通过作图投影法代替常规三针法测量螺纹中径,有效地解决了我公司特殊凸圆型螺纹芯轴在实际加工中的测量难题,虽然其测量准确性受诸多因素的影响,但在一定的设计标准范围内,该方法具有很好的工程意义。
猜你喜欢
健康体检与管理(2022年4期)2022-05-13
桉树科技(2022年1期)2022-05-11
中华养生保健(2020年4期)2020-11-16
颈腰痛杂志(2020年5期)2020-10-23
上海金属(2020年5期)2020-09-26
湖南林业科技(2020年3期)2020-08-11
绿色科技(2019年9期)2019-11-29
科技创新与应用(2018年5期)2018-02-03
装备制造技术(2015年7期)2015-02-20
中国中医药现代远程教育(2014年11期)2014-08-08
