
自动磨料成形机电气控制系统
2011-10-18 14:33程广振
制造技术与机床 2011年9期
程广振
(湖州师范学院信息与工程学院,浙江湖州313000)
1 概述
一种由电气控制与气压传动共同实现的半自动磨料成形造粒机,采用螺杆挤出成形,气缸执行切断造粒法。磨料、添加剂、粘接剂按比例混合均匀,搅拌成合适硬度的团状,电动机驱动螺杆旋转,团状磨料向前移动,随轴向位置变化,螺杆挤出成形机截面空腔面积变小,越靠近挤出端,截面空腔面积越小,磨料在随螺杆向模具的出口移动的过程中不断受到挤压,形成密实的结构,从模具出口挤出,其截面形状有模具决定。

一般螺杆挤出磨料成形机,模具为单出口,挤出的一定截面的磨料形成一条连续的长条,接着用气缸推动切断装置,截断成要求的长度,存放到储存箱里,送往下道工序干燥。
整机由单螺杆挤出机构、电磁调速胶带输送机构、气动切断造粒机构、检测与控制机构、机架5个部分组成,见图1。机器工作过程为,三相异步电动机3通过传动V带2驱动单螺杆挤出机构1,把磨料挤出成长条状,挤出的磨料截面形状由模具决定,电磁调速电动机9通过传动V带驱动输送胶带11运动。
2 电气控制要求
设备工作时打开电源,首先启动胶带输送机,接着启动螺杆挤出机,半固态的磨料从模具出口挤出成条状,当挤出的磨料达到光电开关8安装位置时,开始正常的自动循环。工艺流程如图2所示。
(1)条状磨料向前移动遮挡住光源发出的光线时,光电开关SQ发出信号,时间继电器KT开始延时,同时电磁铁YA1通电,气缸G1活塞杆伸出,切断条状磨料。G1活塞杆伸出压下行程开关SQ1时,电磁铁YA1断电,G1活塞杆停止,输送胶带把切断的条状磨料输送到工作台末端。
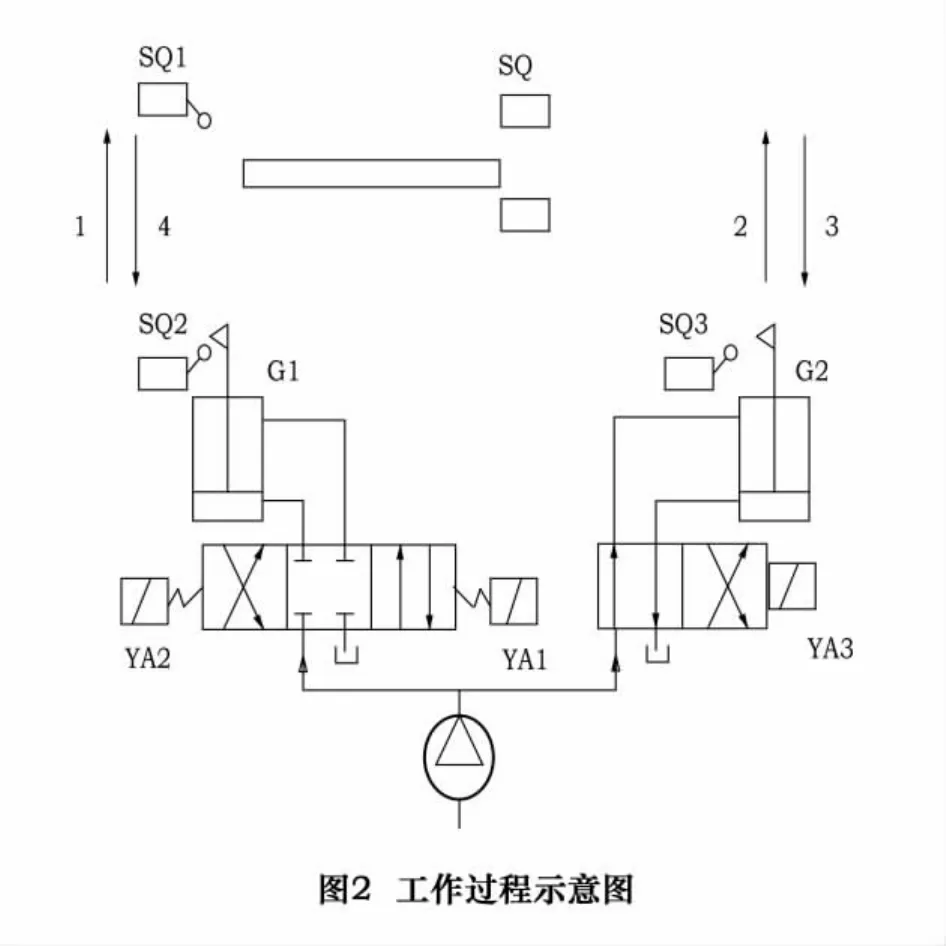
(2)时间继电器KT达到延时设定时间,电磁铁YA3通电,气缸G2活塞杆伸出,推动造粒推板前进,把磨料切成粒状,推入储存箱。气缸G2活塞杆伸出压下行程开关SQ3时,电磁铁YA3断电,气缸G2活塞杆缩回,为下次工作做好准备。
(3)当螺杆继续挤出的长条状磨料,再次遮挡住光源的光线时,光电开关SQ再次发出信号,时间继电器KT重新开始延时,同时电磁铁YA2通电,气缸G1活塞杆缩回,切断条状磨料。G1活塞杆缩回压下行程开关SQ2时,电磁铁YA2断电,G1活塞杆停止,输送胶带把切断的条状磨料输送到工作台末端。
(4)时间继电器KT达到延时设定时间,电磁铁YA3通电,气缸G2活塞杆伸出,推动造粒推板前进,把磨料切成粒状,推入储存箱。气缸G2活塞杆伸出压下行程开关SQ3时,电磁铁YA3断电,气缸G2活塞杆缩回,为下次工作做好准备。
3 电气控制逻辑关系

按照控制要求画出逻辑关系图如图3所示。执行元件的状态变化取决于检测信号,检测信号按其保持时间长短,分为瞬时信号和持续信号两种。有效信号的持续时间少于一个工步称为瞬时有效信号,在逻辑关系图中用带箭头的竖实线表示。有效信号的持续时间不少于一个工步称为持续有效信号,在逻辑关系图中,以表示持续信号的竖实线为起点,用垂直于该竖实线的带箭头的横实线表示其持续时间的长短。执行元件的工作区间用垂直于有效信号的横实线表示。
按照逻辑关系图绘制规则,结合成形机控制系统工作过程示意图,画出的成形机逻辑关系图如图3所示。
根据逻辑关系图,以及“失电优先型”继电器基本逻辑式的使用条件,采用持续信号排除额外起始信号,列写出成形机的逻辑表达式如下。

为了便于控制,引入中间继电器KA1、KA2、KA3、KA4、KA5,其中 KA1、KA2、KA3 的工作区间分别与电磁铁 YA1、YA2、YA3相同;KA4、KA5的用途是,用持续信号排除额外起始信号。
4 设计电气控制线路
根据逻辑关系式,绘制出成形机电气控制线路如图4所示。成形机工作时,接通电源,依次启动胶带输送机、螺杆挤出机,执行气缸G1、G2根据检测信号,按照电气控制线路设定的逻辑关系,实现自动循环工作。电气控制线路中各元件功能见表1。
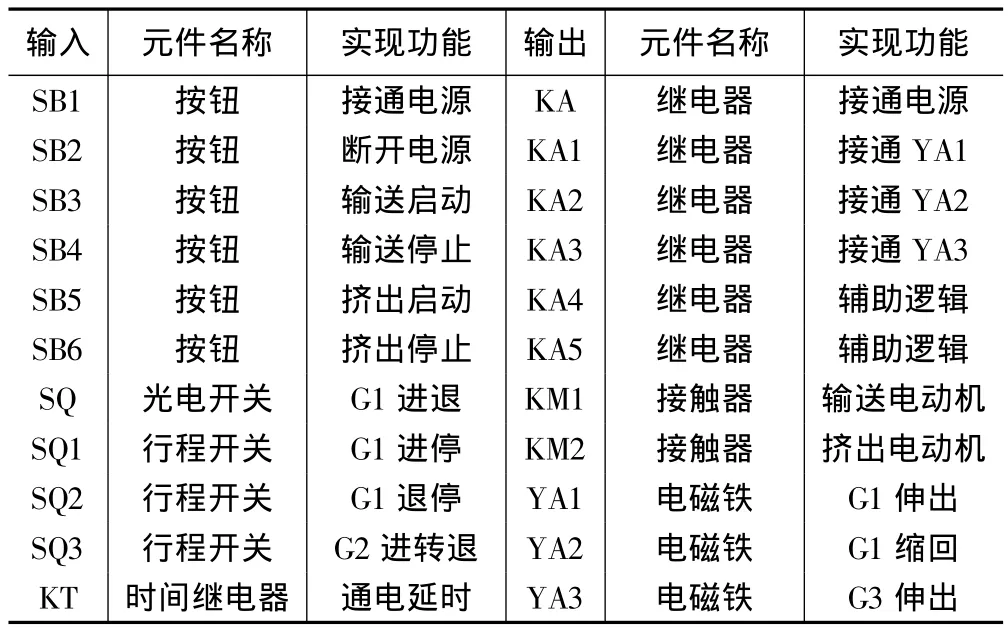
表1 电控元件表

5 结语
(1)分析设备动作要求,工艺流程的基础上画出工作过程示意图,设计思路清楚清晰。
(2)逻辑关系图中,运算元件工作区间与控制信号持续时间表达直观,逻辑关系清楚,不会造成控制混乱。
(3)控制线路图与逻辑关系图、逻辑表达式对应关系明确,便于设计的修改完善。
(4)按照逻辑表达式画出继电接触电控线路,与PLC控制程序的梯形图相互转换方便,设计可靠,便于电控系统升级改造。
[1]范永胜,王岷.电气控制与PLC应用[M].北京:中国电力出版社,2004.
[2]许福玲.液压与气压传动[M].北京:机械工业出版社,2007.
[3]张培志.电气控制与可编程序控制器[M].北京:化学工业出版社,2007.
[4]齐占庆.机床电气控制技术[M].北京:机械工业出版社,2002.
[5]贾玉景.气动磨料造粒机设计[J].液压与气动,2010(11).
猜你喜欢
小猕猴智力画刊(2022年10期)2022-11-02
科学技术创新(2021年22期)2021-08-16
防爆电机(2021年2期)2021-06-09
新生代(2019年11期)2019-11-13
新生代·上半月(2019年6期)2019-09-10
时代农机(2019年5期)2019-08-17
新教育时代·教师版(2019年3期)2019-03-11
中国安全生产科学技术(2018年11期)2018-11-30
振动与冲击(2018年10期)2018-05-25
筑路机械与施工机械化(2014年7期)2014-03-01
