
软数控技术的发展与产品制造信息化*
2011-10-18 14:33马春敏康存锋黄旭东杨建武费仁元
制造技术与机床 2011年9期
马春敏 康存锋 黄旭东 杨建武 费仁元
(北京工业大学,北京100124)
随着信息技术的发展,用信息技术对传统制造业进行升级,从而实现网络制造、敏捷制造已成为本领域的重要课题。以美国DELL公司的运作模式为例,公司信息系统通过Internet对顾客的定单做出反应,使其在DELL信息中心分解成若干子任务,通过网络分派给建立了联系的独立的制造商,各制造商按要求进行部件的组装,并按规定时间交货。DELL在成品车间完成组装和系统测试,将产品交付顾客服务中心。通过信息化,DELL公司便实现了以最快的速度为客户提供个性化的优质产品和服务,赢得了市场的主动,实现了公司利益的最大化。作为当今世界的制造大国,我国的制造业信息化水平仍较为落后。从十五规划起,国家科技部便将组织实施制造业信息化关键技术研究及应用示范工程作为重点。在十五规划中决定,在九五CAD/CIMS应用基础上,拿出8亿元资金,开展该领域的研究工作。此后的十一五、十二五规划也都在继续加大投入力度,其成果也十分显著。
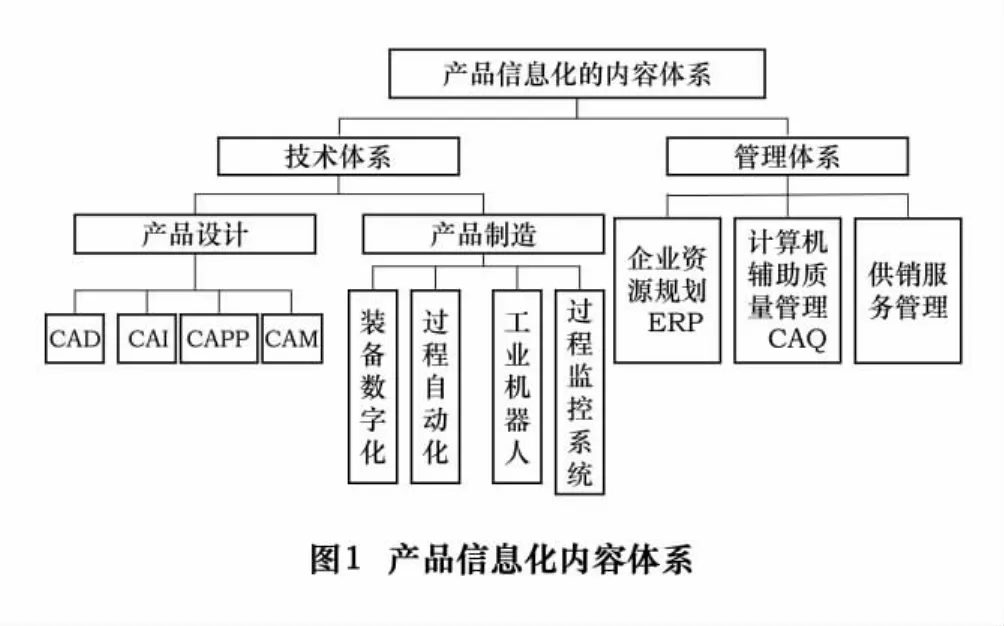
从宏观上看,制造业信息化包括产品信息化、企业信息化、行业信息化、国民经济信息化和社会信息化5个层次。其中企业信息化是行业信息化、国民经济信息化及社会信息化的基础。而产品信息化又是企业信息化的基础,其基本内容包括:设计、制造、供销服务和决策管理的信息化[1]。其内容体系如图1所示。
通过产品信息化,企业可以按照市场的需求实现产品的快速设计,从容安排对产品的推广、销售以及原材料的订购。其中,产品制造的信息化为产品制造的全过程提供了监控、调度和管理的平台。这一平台的关键环节——数控系统成为提高生产效率的核心和为其他信息设备提供基本数据的基础。采用数字方法对一台机械设备进行运动和逻辑控制,实现其生产功能的自动化系统可称为数控系统。从某种意义上讲,数控技术的水平决定了产品制造的信息化水平,也体现了一个国家制造业的水平。
1 软数控的发展
1.1 封闭式数控与运动控制卡型数控系统
1952年美国麻省理工学院研制出第1台试验性数控系统,随后逐渐产生了以德国西门子和日本发那科为代表的第1代封闭式数控系统。至今,对于需要精密复杂控制的机床领域,此类数控系统仍延续着其在经验和品牌方面的优势,如日本发那科、三菱的数控系统,德国西门子的840D、我国华中数控HNC-32系统和凯奇数控的NC110等[2]。然而,封闭式系统存在的缺点显而易见:对于特殊的控制要求难以满足;数控系统的全部软件及硬件依赖于系统厂商,同时受限于厂商。但由于其应用时间长,运行可靠稳定,在业界很多应用领域已被广泛认可。
伴随封闭式数控系统巨头出现的同时,具有一定开放性,可供第三方(即系统集成商)进行自主系统研发的运动控制卡类产品应运而生。如美国Deltatau公司和我国研华公司的多轴运动控制卡。此类产品一般能实现5轴以下的插补运动控制,同时具有一定数目的I/O接口,供第三方在二次开发中选用。此类产品在控制算法和人机界面上均可按照客户的需求进行个别订制,但系统的开发一般采用高级计算机语言(如C语言),对开发人员的编程能力要求较高。其控制系统结构如图2。

1.2 NC嵌入PC型数控系统
随着PC机的广泛应用,由于软件资源丰富、硬件成本低、升级速度快等特点,一些国外的大公司利用对原有产品上持有的经验优势,很快开发出了基于PC的新型数控系统。如西门子的SimotionP,博士力士乐公司的MTX[3]。此类产品功能丰富,由于其开放性,第三方用户能够自行对系统的轴、通道、I/O等参数进行选配;在控制器与驱动器和I/O模块之间可采用总线方式的数字量通讯。逻辑控制方面以PLC语言为主,运动控制方面以G代码为主,语言门槛低,适合具有基本的PLC和G代码编程经验的电工技师对整个设备进行长期维护和适当调整。在采用PC作为编程平台和运行界面的同时,为求得高的可靠性、运行速度和一定的市场垄断性,各大公司纷纷推出自己的具有通讯和运动控制计算双重功能的NC控制卡。此类控制卡往往是对传统封闭式数控中控制核心硬件的延续,故而此类系统又称NC嵌入PC型数控系统。以博世力士乐公司的MTX系统为例,其系统的典型结构如图3所示。
1.3 基于硬PLC的简易数控系统
以上所述高档数控系统一般都价格昂贵,编程复杂。而对于单轴、或多轴同步要求不高,且逻辑控制与人机界面简单的数控系统,如:数控飞锯机、立体仓库等设备,采用带有高频脉冲发生器的硬PLC是性价比最高的选择。如德国西门子的S7-200[4],日本三菱、欧姆龙的PCL系列产品,我国和利时公司出品的PLC系列产品等。PLC模块带有自己的计算处理单元,具有可靠的I/O端子,多采用简单的梯形图语言进行编程。通过串口可以连接带有组态功能的触摸屏,实现具有一定复杂度的友好的数控人机界面。此类控制系统的伺服控制部分一般采取如图4所示方案[5]。

1.4 基于实时操作系统的软数控
伴随PC机性能的不断提高,高技术含量的软件日益丰富,编程门槛逐渐降低,特别是高实时性系统的出现(如能够将Windows系统提升为实时系统的VenturCom RTX 补丁包,VxWorks,QNX,RtLinux,RTAI),以软件代替硬件成为一种可能。这标志着,即使是十分复杂,且实时性要求较高的数控系统的全部程序都可以以软件的方式在PC机上顺利运行,不再需要价格昂贵的带有CPU的运动控制卡,称软数控。美国国家实验室(NIST)开发的基于RtLinux实时操作系统的数控软件Enhanced Machine Controller(EMC),德国斯图加特大学与菲亚特等公司共同合作的基于RTAI和RTCORBA的OCEAN计划即为此类系统。前者为一个完整的开放源码的数控系统,其多轴插补部分,在熟读源码后可自行修改以实现自己的多轴控制。系统较适用于各种类型的关节型机器人、数控机床等。后者,从数控系统的开放性角度出发,在已有的OSACAI体系基础上[6],摆脱了微软公司的COM和DECOM组件技术,采用了具有实时性和跨平台功能的RTCORBA作为开发平台,从而实现了真正意义上的开放性。两者的软件体系结构如图5所示。

1.5 工业现场总线与基于总线通讯卡的软数控
20世纪80年代,伺服驱动技术的发展将数控技术引入更广泛的设备制造领域。如:印刷机械、纺织机械、轮胎成型机械、食品包装机械、自动化流水线等,各类数控设备对数控系统提出了新的挑战。其主要需求可归纳为运动控制和逻辑控制两大部分,传统以机床为控制对象的封闭式数控系统模式在应用于以上设备时受限颇多。为此,自动化领域巨头,如德国的西门子、博世分别推出了自己的总线 Profibus和 CAN。1986年,由欧洲各国控制器和驱动器供应商和OEM机器制造商组成了一个共享工作组,共同开发出用于驱动器和控制器间的开放式接口SERCOS(Serial Real-time Communication System)[7],并在当时成为唯一可用于运动控制的开放的总线协议。现场总线技术的诞生和发展促使数控系统不断向开放式转变。越来越多的公司不断推出基于现场总线的各类伺服驱动器和I/O模块。进入21世纪,现场总线技术与IPC和实时操作系统相结合形成了新一代开放式数控系统的结构。其主要特点是IPC+总线通讯卡(不具有运动控制运算功能)。如图6所示数控横切机的控制系统[8],其软件采用Linux下的GNU C语言编程,通过调用LIN-SERCANS(即SERCOS卡在RtLinux系统中驱动程序)库函数实现对主站通讯卡的访问(如:发送位置命令值)。硬件为IPC、SERCOS通讯卡和带有SERCOS接口的伺服驱动系统。

以SERCOS接口技术主站卡发展为例,先后经历了第一代主动卡、第二代SERCOS被动卡和第三代SERCOSII卡,直至今天的基于工业实时以太网协议的SERCOSIII。其发展趋势是通讯卡的结构越来越简单,最终实现了只采用标准的以太网卡作为物理层,而包含协议内容的驱动程序均在PC机的实时系统上运行。使得数控系统的开发可以完全脱离对硬件设备的依赖。
在现场总线方面通过国际电工委员会的协调与组织,IEC61158第四版应运而生,该标准采纳了经过市场考验的20种主要类型的现场总线、工业以太网和实时以太网[9],具体类型详见表1。

表1 IEC61158 Ed.4现场总线类型
从上面介绍可以看出,当前列入国际标准的现场总线标准已经有几十种,而其中基于实时以太网技术的现场总线标准也有十几种,但大多是用于过程控制的,能够用于运动控制的主要有PROFINET,EtherCAT和SECORSIII。在主站技术的研究方面,PROFINET具体协议为西门子公司独享;SECORSIII协议为SERCOS协会成员共享,但由于在实时性要求方面要求较高,完全摆脱通讯卡尚有难度;EtherCAT协议由国际Ether-CAT技术组织管理,并且已有完整的主站源代码可以购买,因此具有很大的发展前景。
伴随微电子技术的发展,纳米级高速处理芯片、FPGA的应用日益广泛,总线技术的发展有了新的动向。德国赫优讯公司于2008年中国国际自动化技术展中推出的基于NetX芯片的通讯卡[10],将若干工业实时以太网协议集于一身,向业界展示了总线技术与硬件的非关联性,也给出了更为便捷的研发基于各种总线的执行部件的途径(图7)。
1.6 软PLC与新型数控系统

在数控系统硬件部分被逐渐通用化、软件化的同时,数控系统的软件开发也因为一项新技术——软PLC的诞生而变得容易而有趣。以往的中高档数控系统或采用计算机高级语言进行编写,如基于运动控制卡的系统;或采用数控系统生产商自行开发的PLC开发平台,如博世力士乐公司的MTA,MTC系统。前者因为计算机高级语言与自动化控制系统毕竟在思维方式上有些不同,因此在开发复杂的系统时开发效率较低。后者由于数控系统生产商在PLC开发平台的完善上往往无暇顾及,大多处在能用即可的水平,且在运动控制编程方面,一律采用国际通用的G代码形式,因此在系统开发时也需要较长的熟悉过程,同时带来很多不便。为解决自动化控制系统软件的编程问题,国际电器协会(IEC)制订了 IEC61131-3国际标准[11]。该标准自20世纪80年代开始酝酿,至2002年通过第二版。IEC61131-3标准的制订集中了国际性工业企业专家和学者的智慧,以及数十年在工控方面的经验。主要包括美国、加拿大、欧洲(主要是德国、法国)以及日本的7家著名工控企业。该系统的主要特点是:
(1)将多任务的概念引入工控程序中。提高了程序编写与执行调试的灵活性。
(2)制订了多种语言形式标准,包括了3种图形语言和两种文本语言。提高了程序块的封装性,符合普通人的编程习惯。
(3)引入了总线接口,并将硬件配置图形化,令使用者对硬件配置做到一目了然。总线接口通过文件(如jsd文件)导入,实现硬件层的开放性。即意味着,同一数控程序可以带动不同总线的不同厂商的设备。
(4)具有图形化组态模块,使程序体与人机界面直接对接。
(5)具有仿真功能,能够离线调试。即意味着,工程师可以在不具备硬件设备的情况下对程序进行编写和调试。
(6)具有单步调试功能,令程序员轻松找到问题。
(7)具有丰富的运动控制模块,避免了采用G代码的编程方法,使针对运动控制的编程如逻辑控制一样简单流畅。
(8)支持编程系统与运行系统的分离。即可以在Windows环境下进行编程,在编译通过后下载到运行平台上。
由上可见IEC61131-3标准是一个工控软件开发平台的标准,需要通过软件产品来实现和推广。目前,已有美国和德国的几家公司推出了自己的产品。而其中的佼佼者当推德国3S公司开发的Codesys软件。该公司首先拥有了自己在Windows环境下的实时补丁系统RTE,在此基础上,按照IEC61131-3标准完成了整个工控软件开发平台的研发。此外,在标准的基础上增加了文件访问、数控插补等模块和安全功能。由于系统稳定可靠,使用方便,在许多国际性自动化展会上才一亮相便受到业内人士的青睐。其2.0版的软件结构如图 8[12]。

目前,全球许多知名的工控领域的大公司均将Codesys开发环境嵌入自己的工控产品,以取代自己表现平平的软件开发环境。如:ABB公司、博士集团、AMK、BECKHOFF、LENZE等。此外,一些专门开发PLC和运动控制器的中小型企业为给自己的客户提供友好且符合国际标准的开发环境也纷纷与3S公司合作,如我国的和利时、固高等公司。这种带有Codesys开发环境的PLC或运动控制器,由于其编程方便、价格便宜、运行可靠,预计将有很好的应用前景。对于一般数控系统的开发而言,如图9所示软硬件体系架构将成为今后若干年的主流。
其优点是:
(1)采用IEC61131-3标准,编程方便。
(2)采用嵌入式系统,价格便宜、稳定性好。
(3)采用工业实时以太网总线,主站不需要特殊的硬件板卡。从站设备可选择任意一个厂商出品的带有总线接口的设备。

综上所述,数控系统的发展经历了从封闭到开放、从硬件控制到软件控制。系统内部的通讯方式从系统厂家的各自为政到采用标准的现场总线技术,以及目前软PLC标准和嵌入式系统的实现,其发展脉络如图10所示。

2 SERCOS接口技术资格中心在软数控方面的研究
北京工业大学SERCOS接口技术资格中心在国际SERCOS协会的授权下于2002年正式成立,成为当时继欧洲、北美的3个资格中心后的全世界第4个SERCOS接口技术资格中心。此后又经国际SERCOS协会授权,建立了SERCOS接口测试实验室。
在追踪开放式数控、软PLC以及现场总线国际先进技术方面,该实验室自上世纪90年代起便开展了研究工作。在开放式数控方面,于1999年首次采用博世力士乐公司的基于PC和SERCOS总线的开放式数控系统MTC成功实现对三坐标镗铣加工中心的控制。其控制系统架构属于“NC嵌入PC型数控系统”,如图3所示。图11所示为该三坐标镗铣加工中心的机械部分与伺服系统。
在与博世力士乐公司的合作中,对其第二代SERCOS被动卡及其在Windows操作系统上的驱动Soft-SERCANS进行了全面的研究。在此基础上,与国际SERCOS协会签订协议,开发了基于RtLinux的SERCOS二代卡的驱动 LIN-SERCANS,如图12所示。2003年在LIN-SERCANS的基础上开发出了具有典型软数控特点的IPC+总线通讯卡(不具有运动控制运算功能)型的横切机数控系统。

2005年该实验室与德国3S公司合作,在Codesys数控系统开发平台上,采用IEC61131-3软PLC语言先后开发出了注塑机[13]、轮胎成型机、印刷机[14]以及码垛机器人的控制系统,均取得了成功。为软PLC这一先进技术在国内的推广起到了积极的推动作用。其中对印刷机的无轴化改造项目属北京市科委重大课题,该项目以IEC61131-3软PLC语言和SERCOS现场总线技术为基础,同时实现了无轴印刷控制系统和运动执行部件的国产化,取得了重大的技术突破[15]。图13为被改造的印刷机实体图与采用Codesys系统开发的操作界面。

目前该实验室正集中对工业现场总线的前沿——工业实时以太网开展研究,已在EtherCAT总线的从站和软主站[16]开发方面取得了进展,并将进一步研究新一代开放式的嵌入式运动控制器。图14为基于嵌入式硬件平台的EtherCAT软主站,控制对象为驱动器与I/O。由于其嵌入式系统硬件结构可自行设计、操作系统Linux为开放源码的系统、EtherCAT软主站是GNU C语言源码、无需特殊硬件通讯芯片,因而构成了更加开放的数控系统。

3 结语
制造业信息化是我国制造业领域的前沿课题。数控系统位于制造业信息化链条的核心和源头,随着计算机软硬件、现场总线和大规模集成电路等相关领域的技术进步,软数控、软PLC以其开放性、灵活性和高的性价比逐渐成为数控领域发展趋势。我国许多科研机构和企业均在以上新技术方面开展了研究,如北京工业大学的SERCOS接口技术资格中心。同时,由于数控设备种类繁多,更新频率参差不齐,用户厂家习惯不同等原因,无论是封闭式数控、硬PLC型简易数控、运动控制卡型系统以及软数控、软PLC又都以其自身特点占据一定的市场份额,呈现百花齐放的态势。
[1]杜平安.制造业信息化的发展与现状研究[J].中国机械工程,2003,14(13):1126-1130.
[2]中国机床工具工业协会数控系统分会.从CCMT2008看数控系统发展趋势及国内发展水平[J].机械工程师,2008(8).
[3]博世力士乐中国公司.MTX简明调试手册[Z].2007.
[4]张扬,蔡春伟,孙明健.S7-200 PLC原理与应用系统设计[M].北京:机械工业出版社,2007.
[5]童自惠,甘永兴,沈启飙.S7-200 CN在数控飞锯中的应用[J].制造业自动化,2006,28(10):93-98.
[6]徐伟,刘朝明.数控系统发展趋势的研究[J].制造业自动化,2009,31(9):1-3.
[7]陈卫福,杨建武.开放式数控系统及SERCOS接口应用技术[M].北京:机械工业出版社,2003.
[8]马春敏,李平,康存锋,等.基于实时Linux的SERCOS接口—LINSERCANS及应用[J].现代制造工程,2005(7):13-15.
[9]缪学勤.十一种工业实时以太网系统结构概论[J].国内外机电一体化技术,2008(5):4-9.
[10]德国赫优讯自动化系统有限公司上海代表处.cifX 50-RE计算机通讯板卡——实时工业以太网EtherCAT试验指南(V1.0)[Z].2008.
[11]PLCopen中国组织.工控编程语言IEC61131-3和 PLCopen组织[J].自动化系统工程,2006(3).
[12]Smart Software Solutions GmbH,CoDeSys_SoftMotion user manual[Z],2007.
[13]方庆华,康存锋,马春敏.SERCOSⅡ在注塑机全电动设计中的应用[J].橡胶技术与装备,2007,33(3):52-55.
[14]宋晓亮,康存锋,马春敏.软PLC和SERCOS技术在无轴印刷控制系统中的应用[J].制造业自动化,2007,29(8):92-100.
[15]马春敏,康存锋,黄旭东.无轴印刷控制系统[J].北京工业大学学报,2010,36(6):721-727.
[16]Ma ChunMin,Yang JianWu,Fei RenYuan.Porting of EtherCAT soft master and developing of a new type of open motion controller[J].Applied Mechanics and Materials,2010,34/35:961-965.
猜你喜欢
少先队活动(2021年2期)2021-03-29
汽车维修与保养(2021年8期)2021-02-16
学生天地(2020年17期)2020-08-25
数学大王·低年级(2020年3期)2020-03-12
电子制作(2018年11期)2018-08-04
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
空间控制技术与应用(2015年2期)2015-06-05
