焊接设计标准在燃气轮机研制中的应用
2011-09-18 02:46:46郭桃红
航空标准化与质量 2011年6期
郭桃红
(中航工业沈阳发动机设计研究所,辽宁 沈阳 110015)
1 中俄焊接设计标准概述
俄罗斯焊接设计标准的编号及名称见表1,国内焊接标准见表2。
下面以某型燃气轮机为例,展开问题的论述。该燃气轮机因结构尺寸大、焊缝多等特点,表1所列标准在产品原设计中被广泛采用,因此具备一定代表性。
2 焊接设计标准应用对象
因具备结构设计灵活、焊前准备简单、成本低廉等优点,焊联接在工程研制中被广泛应用。但将表1与表2标准初步对比分析后我们发现,表1所列焊接标准的内容与表2所列标准的内容差异较大。在不影响工程研制进度情况下,如何消化国外标准,更好适应国内焊接需求成为关键。
3 俄罗斯焊接设计标准应用情况
3.1 对俄罗斯标准初步研究分析
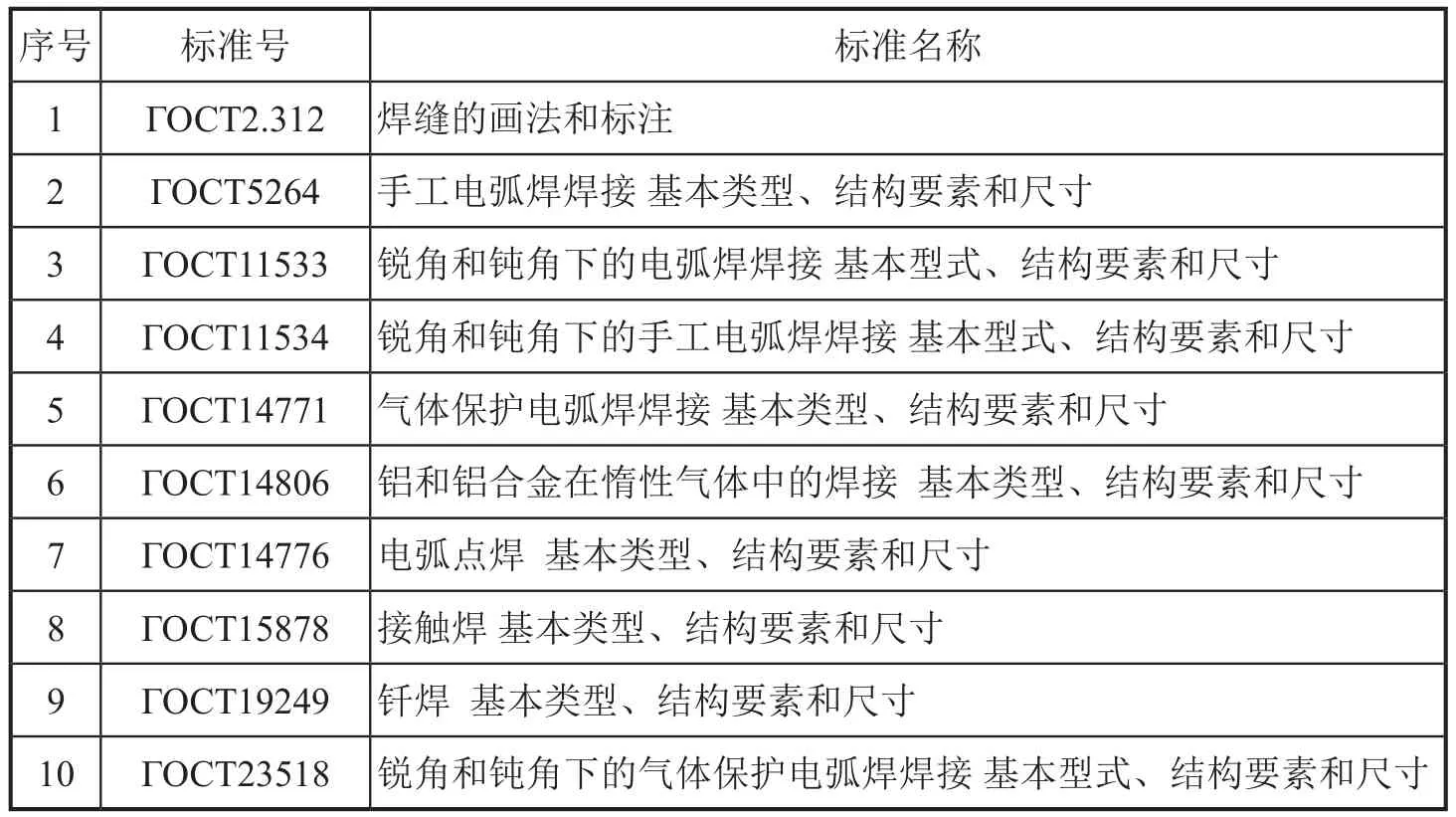
表1 俄罗斯焊接设计标准编号及名称
表1中序号1标准是序号2~9标准的上层标准,主要规定了各类不同焊接方法形成的焊缝的画法和标注形式;序号2~9标准为序号1标准的子标准,分别详细规定了不同焊接的基本类型、结构要素和尺寸。序号2~9标准还对同一焊接接头类型、不同尺寸分别给定了焊接代号(焊接代号用字母和数字组合表示,字母不同则类型不同),且从整体看每一类型中尺寸分段是很细的,另外对于气体保护电弧焊接,按是否熔化分为4种并给出了特定的焊接方法代号。
3.2 中俄标准差异分析
综观中俄焊接标准,主要差异如下。

表2 常用国内焊接标准一览表
3.2.1 坡口尺寸
3.2.1.1 从标准数量看,俄标坡口尺寸控制标准8项,国内2项;
3.2.1.2 从标准内容看,俄标相比国内标准对坡口尺寸要求更为严格,俄标不仅尺寸分段细密且尺寸有偏差要求,国内标准尺寸分段相对稀少且尺寸未要求偏差。
3.2.2 接头形式
国内外标准均包括对接接头、T形接头、角接接头、搭接接头,但俄标还专门规定了带锐角或钝角的焊接接头形式(见表1中序号3、4)。
3.2.3 焊缝质量检查
国内分Ⅰ、Ⅱ、Ⅲ3类焊接接头等级,一般焊接检验按各企业标准规定进行外观检查、表面缺陷检查(着色、荧光、磁粉检查)、内部缺陷检查,俄标焊缝分Ⅰ、Ⅱ、Ⅲ、Ⅳ4大类19个等级规定了必须进行的检查项目(见表3),不仅包括国内规定的各类检查还包括强度液压试验检查。国内外标准对比,俄标检验等级较细。
3.3 对俄罗斯标准的使用
鉴于燃机结构尺寸大、焊接强度要求高的特点,以及表1所列俄标全面、尺寸分段细、焊接检验控制研制等特点,在该燃机设计中大胆采用了全套俄标。
4 标准主要解决的问题
4.1 焊接质量
在通常的产品设计中,设计人员按表2标准给定焊接形式、焊接方法代号,特殊要求时给定焊接尺寸及焊料,无特殊要求时则焊接坡口尺寸则由焊接工艺人员按GB/T 985或GB/T 986自行确定。
我国的GB/T 985或GB/T 986坡口尺寸与俄标相比,尺寸分段宽、坡口尺寸控制粗旷(见表4、表5)。从中俄焊接设计标准差异对照可以看出,俄标在焊接坡口标准制定上考虑比我们周到、全面。坡口的形式、坡口尺寸是影响焊缝质量,保证焊接强度的重要因素,俄标在坡口控制上具有显著优越性,根据燃机特点,采用俄标更能保证焊缝强度。
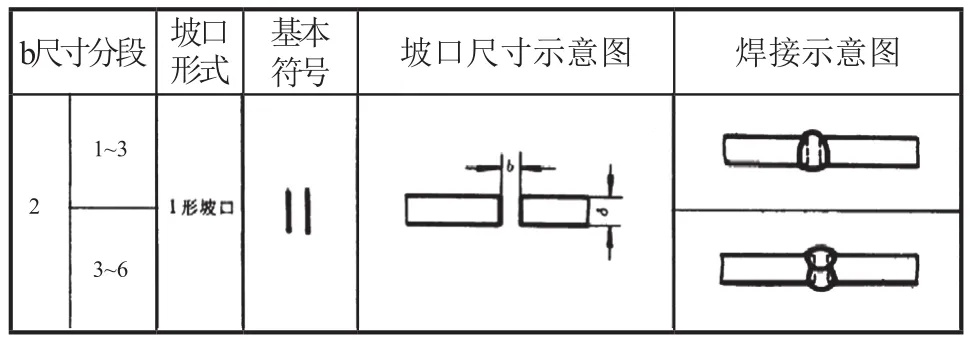
表4 国内对接焊的坡口示意表
4.2 带角度的焊接
在通常的产品设计中,设计人员按表2标准给定焊接接头形式有对接接头、T形焊接接头,上述两类接头角度分别为180°、90°,如图1所示。而俄标除上述接头形式外,还增加了带角度(锐角或钝角)的焊接接头形式,详见表1中序号3、4,示例见表6。

图1 接头形式示意图
带角度的接头形式在实际焊连接组件中存在,特别是在某燃机设计过程中经常出现,因此采用俄标带角度的焊接标准,既满足了工件连接要求,又细化了焊接坡口尺寸及检验要求,保证了焊接质量要求。
5 结束语
表1中的标准直接在焊接工艺中贯彻执行,焊缝等级检验按相关企业标准进行,未发现任何问题。部组件焊接强度经在试车过程中进一步验证,完全满足了使用需求。
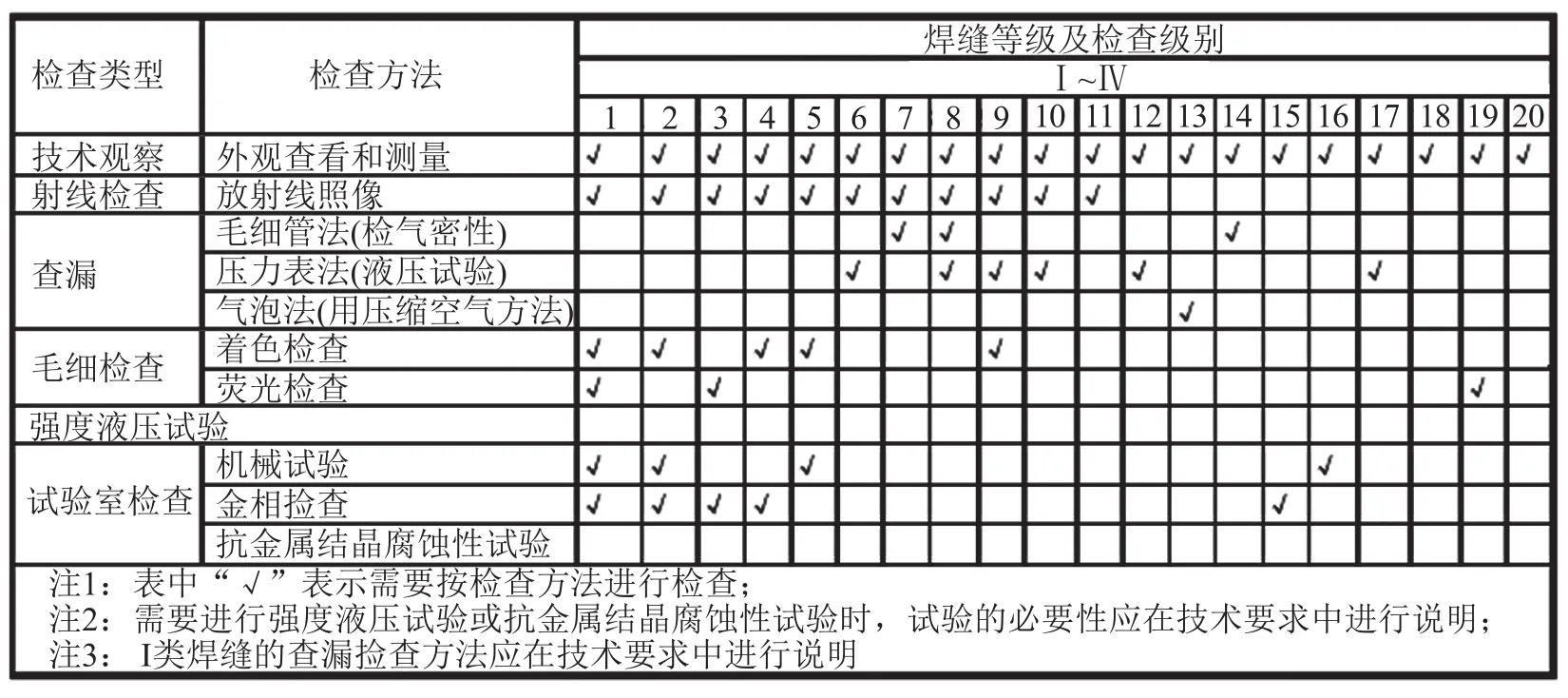
表3 焊缝等级、检验项目及检查等级
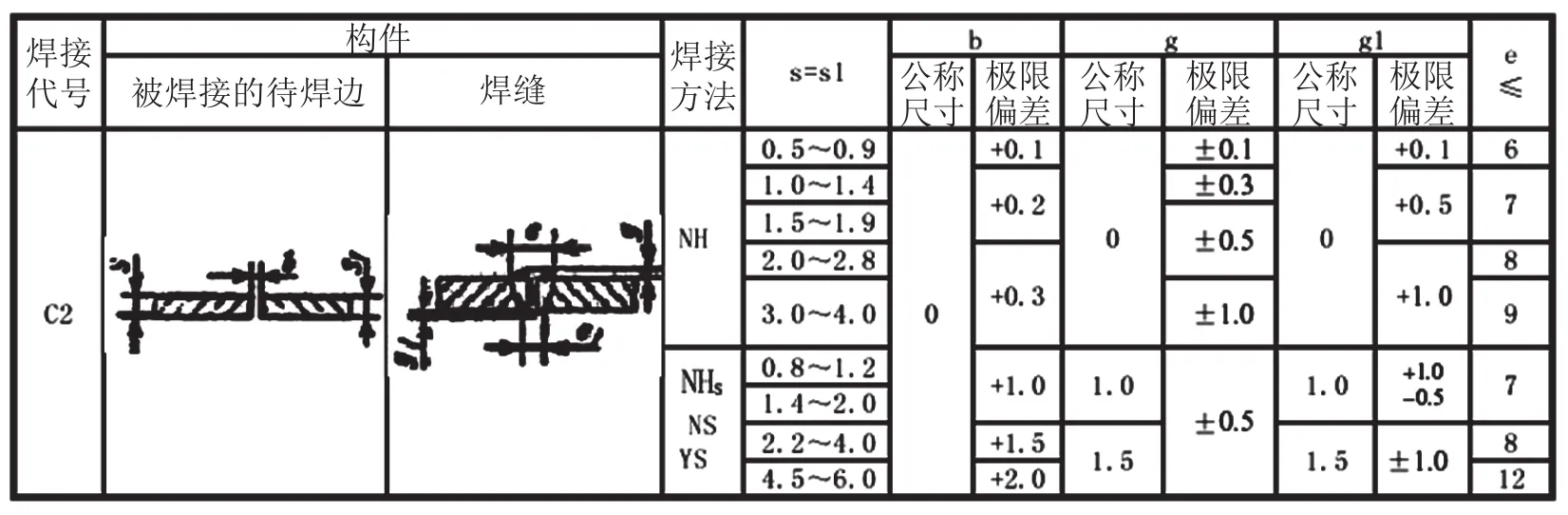
表5 俄标对接焊的坡口示意表
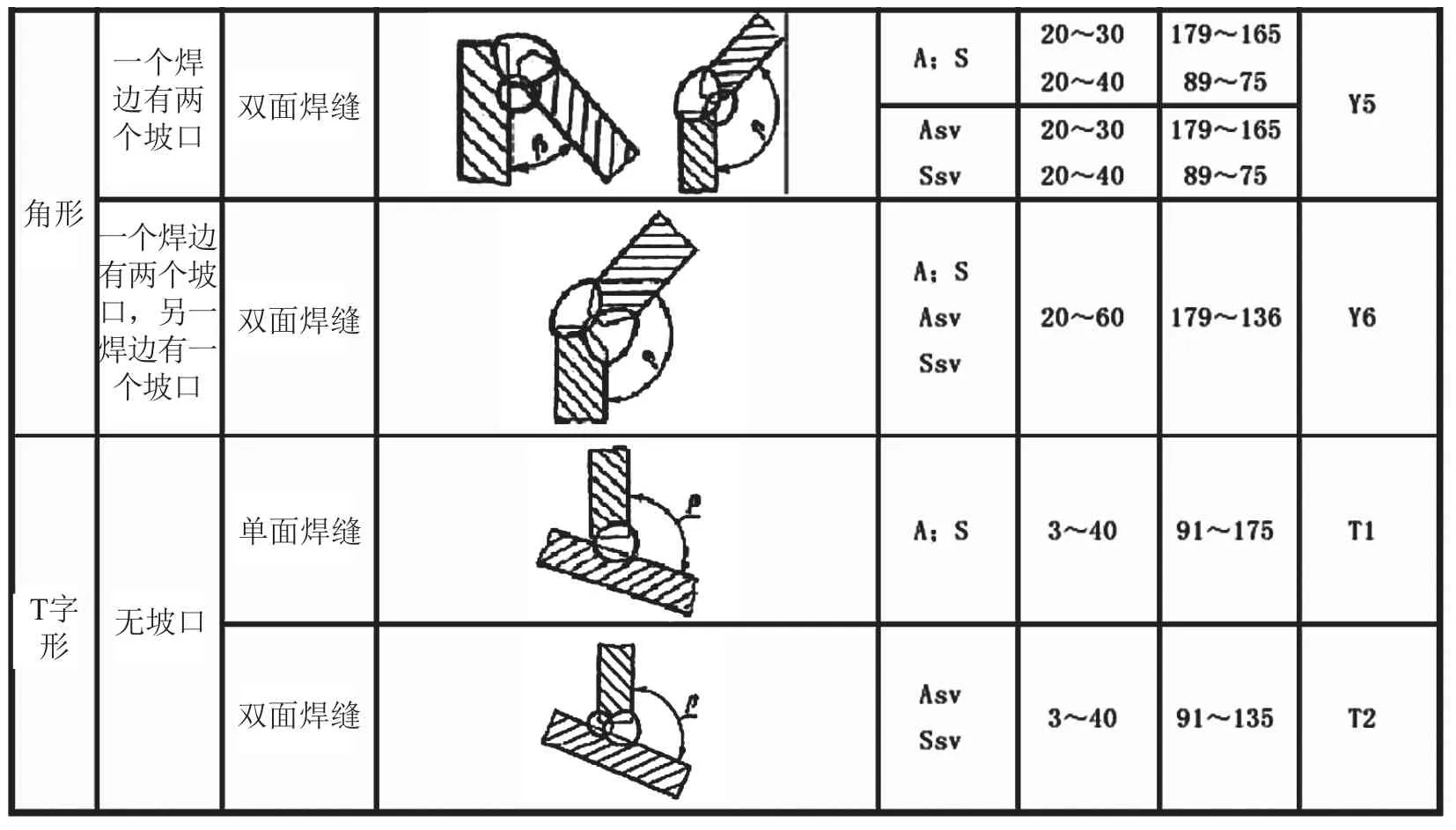
表6 带角度的接头形式示意表
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
上海建材(2021年3期)2021-01-12 23:25:53
建材发展导向(2019年5期)2019-09-09 09:23:16
能源(2018年7期)2018-09-21 07:56:24
石油化工建设(2018年1期)2018-07-10 09:49:50
能源(2017年7期)2018-01-19 05:05:05
大型铸锻件(2015年4期)2016-01-12 06:35:27
人间(2015年11期)2016-01-09 13:13:00
应用科技(2015年5期)2015-12-09 07:10:09