
图形转移菲林生产过程中尺寸涨缩变化评估
2011-07-31 06:13:40黄英海
印制电路信息 2011年11期
黄英海
(江苏华神电子有限公司, 江苏 昆山 215341)
1 前言
随着电子产品不段的升级及更新进步,对印刷电路板的要求也越来越高;应用高端电子产品的多为高密互连(HDI)板、LCD(液晶显示器)板等,其各项要求均表现了难点的程度,如:尺寸稳定的公差要求,因此对制作工艺提出了高标准、高要求,不同的生产工厂因设备等等的影响,对HDI板、LCD板等高端板的制作也受到不同程度的限制。
从制作工艺上研究,HDI板、LCD板及HDI/LCD一体板的制作难度众多,在实际生产中其表现难度多为线粗/间距过小及图形尺寸的稳定公差,基本上成品PCB板图形尺寸公差要求控制在基准值±50 µm的范围(过回流焊后),不然在上元器件时会出现贴件偏差(无法满足客户要求);因此在生产制作中对板材的稳定性、各工序制作时的参数稳定性及制作线路图形的菲林胶片涨缩提出了更高更严格的要求。为此针对生产图形菲林在生产过程中的变化进行探讨研究,便于有利整体尺寸的掌控。
2 目的
评估自动曝光线路图形菲林在生产中,做板数量及做板菲林在UV灯光的感应次数下对菲林涨缩的影响,为制作高要求图形尺寸稳定性的难度板提供菲林管控数据。
3 评估前提试验参数
(1)曝光车间温湿度:温度22 ℃±2 ℃,相对湿度55%±5%。(2)选用全制动CCD曝光机生产(非平行光设备):
①曝光能量选定在6格~8格(21级曝光尺)。
②曝光温度温度20 ℃±2 ℃
备注:符合菲林胶片的正常参数(正常生产中的作业参数)
4 实验方法
(1)跟进全自动曝光机,使用P417T005型号板新绘菲林,L2层装在上玻璃面,L3层装在下玻璃面,放置如图1。

图1
(2)用二次元测量做板前的菲林靶标值作为标准值,其后每做板100块板记录所用时间,并测量第1、100、200、300显影板和蚀刻的长、短边靶标距离。
(3)作靶标距离变化趋势图,分析靶标距离变化趋势。
5 实验数据
(1)长边数据见表1、图2所示。

图2
(2)短边数据见表2、图3所示。
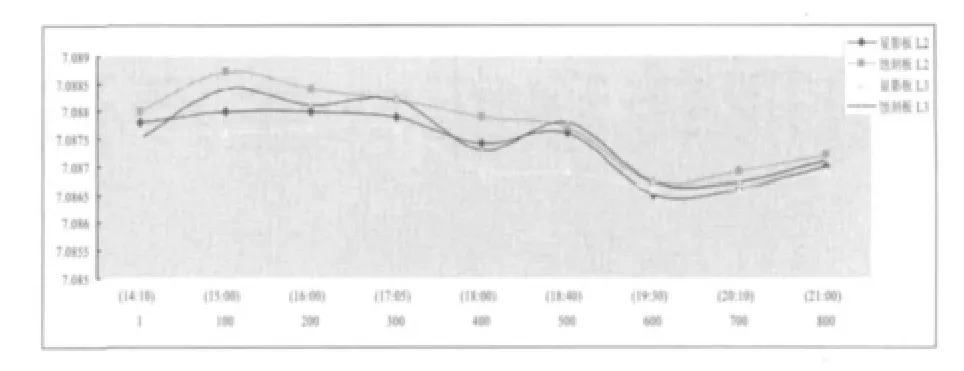
图3
6 图表分析
(1)从图4可以看出:在做板数量上,自动菲林做板500 pnl内,靶标距离变化在±12.5 µm内;做板从第501 pnl ~ 600 pnl时靶标距离突然收缩52.5 µm ~62.5 µm之巨,到第601 pnl ~ 700 pnl时靶标距离变化在±5 µm内,在做板时间上,菲林使用UV光的感应500次到600次内,靶标距离收缩52.5 µm ~ 62.5 µm,UV感光601~700次收缩5 µm,直到701次后停止收缩,后续停止在700次上±7.5 µm内变化。以上说明,自动菲林连续做板500pnl或菲林使用在UV灯光感应500次后,就到了菲林靶标距离变化的临界点,从实验中验证了“菲林连续做板500 pnl(UV灯光感应500次后)需静止菲林的使用”。
(2)结合图6、图8、图10,说明长边的蚀刻板也可以反映出菲林靶标距离的变化趋势,区别仅在于蚀刻板比显影板平均缩短了5 µm ~ 10 µm。
(3)图5、图7、图9、图11为菲林短边靶标距离变化,因短边靶标距离较短,变化相对较小,但从UV感光500次到600次内靶标距离变化也比较明显,501到600之间变化25 µm ~ 32.5 µm,图5、图7、图9、图11也可以看出长边靶标距离与短边靶标距离在UV灯光的感应下是成正比的。

表1 长边数据(单位:mm)

表2 短边数据(单位:mm)
7 结论

图4
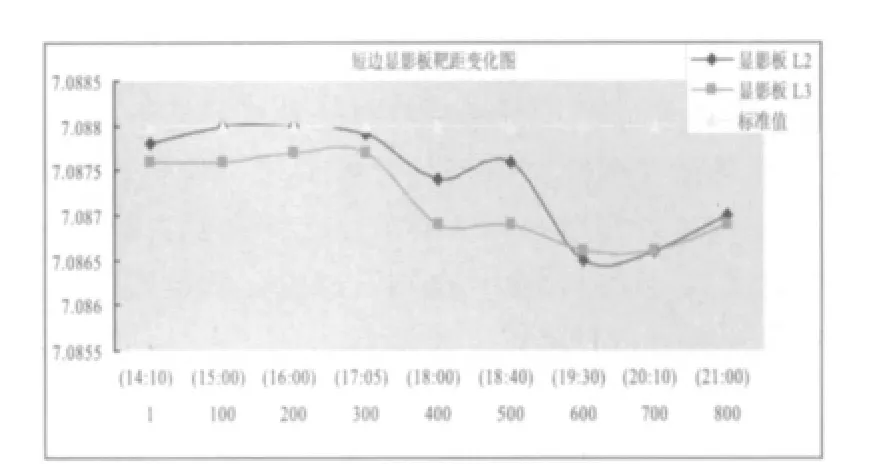
图5

图6

图7

图8

图9
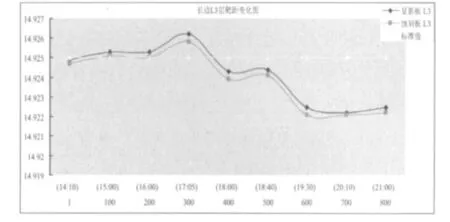
图10
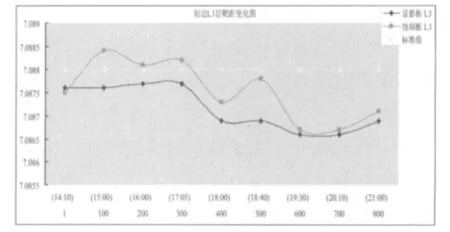
图11
(1)自动菲林连续做板500块或菲林连续在UV灯光下感应500次数后,就到了菲林靶距变化的界线点(不同品牌菲林胶片有不同的界点)。
(2)测量蚀刻板也同样可以反应出做板时菲林的靶距变化情况。
(3)用时间去衡量菲林的变化是不成立的,只能说菲林在UV灯光连续感应的次数越多菲林尺寸变化就越大,说明菲林的变化与UV感光的次数是成正比的。
(4)制作高要求尺寸稳定的难度板,线路图形菲林的变化及管控非常重要,抓取了菲林的变化数据是控制PCB板整体尺寸变化的重要命脉之一。
猜你喜欢
娃娃乐园·综合智能(2023年1期)2023-02-18 03:14:54
心声歌刊(2021年4期)2021-10-13 08:31:38
军民两用技术与产品(2021年10期)2021-03-16 06:05:10
小哥白尼(神奇星球)(2020年6期)2021-01-18 05:04:08
机械管理开发(2020年5期)2020-07-07 11:23:44
世界农药(2019年3期)2019-09-10 07:04:10
光学精密工程(2016年4期)2016-11-07 09:04:48
肿瘤影像学(2015年3期)2015-12-09 02:38:45
好孩子画报(2014年6期)2014-07-25 21:57:28
上海制造(2013年10期)2014-03-31 03:26:40
