
不流动半固化片厚铜层压技术探讨
2011-07-31 06:13王立峰
印制电路信息 2011年11期
王立峰
(广东生益科技股份有限公司,广东 东莞 523039)
随着电子产品向小型化、高性能化和多功能化迅速发展,多层刚挠结合板、阶梯板、散热板、电感电源板加工工艺日趋兴起,为防止此类板件在刚挠结合、阶梯槽口等处半固化片溢胶,需使用纯胶片或不(低)流动性半固化片,但纯胶片价格非常昂贵,选择不流动半固化片或低流动半固化片则为上策[1][2]。在过去的一段时间里,手机、数字相机DSC、数字摄影机DV等通讯和消费类电子产品市场的持续增长持续促进刚挠结合板的需求量,但最近除此之外,需要良好散热功能及优良性价比的汽车、基站和其它新兴应用开发的子母式PCB已成为影响不(低)流动半固化市场动向的关键因素。但是低流动半固化片在压合过程中还存在不少问题,或是要与FR-4半固化片合压[3]、或是要采用特殊的叠板方式[3][4],该类做法操作麻烦且影响产能,本文通过系列试验总结出厚铜板件采用不流动半固化片的一种层压技术方案。
1 不流动PP的简介
1.1 不流动PP的分类[5]
目前常用的不流动PP有一般Tg的高Tg两种,主要是为了配套使用,当阶梯板或者电源板使用的是高Tg FR-4材料制作时,一般采用高Tg不流动材料进行压合,当板件没有Tg要求,业界常用的是一般Tg材料进行压合;如果要满足无卤要求,还有无卤的不流动PP,业界常用的不流动的PP有ST120N,ST170N,ST170G,IT140GNF、IT180NF、MTC97LF、GA- HF-14LF、GA150LLLF、GA170LLLF、FR406NF、37N/38N/47N/49N/51N、VT-42/45/47/447/901。
1.2 不流动PP的需求分析[6]
Prismark报告指出刚挠板、阶梯PCB板件的需求量将逐年增加,具体如图1所示。
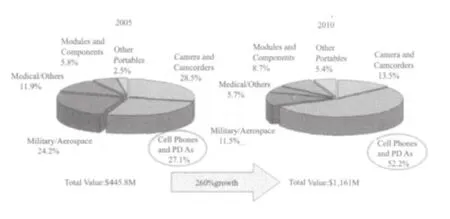
图1 刚挠版、阶梯PCB板件的市场需求变化(Source : 2006 Prismark Report)。
1.3 不流动PP的基本性能探讨
从不流动PP的本身研发原理来看,主要是在配方里面添加了低流动性的高分子材料以减少产品本身的流动性,但是其本身对玻璃纱的浸润性能却非常优异,一般不易出现干花、露布纹等质量问题,这些高分子材料本身的韧性相当好,因此,其机械加工性能基本上与普通FR-4接近[7],如:钻孔、凹蚀、锣板等方面。但是在层压加工过程中与普通FR-4却存在较大的差异性,“不流动”是低(不)流动半固化片的最大优点,同时也是它的最大缺点。由于流胶量很低,压合过程中在线间距或表面填胶量较大处最容易出现压合白斑等致命缺陷。
2 不流动PP厚铜试验
2.1 试验图型
厚铜板件一般制作电感线圈板件,在两线圈间需要填胶,插脚位置不需要填胶,且还需要进行无铅热风整平[8],示意图如图2。
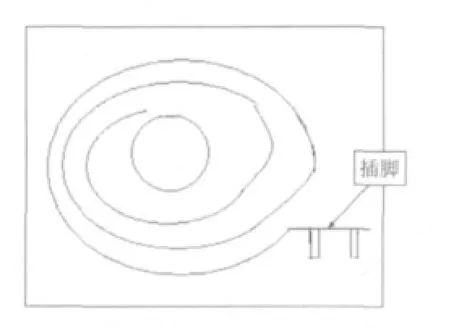
图2 线圈板件图形结构
用以上类似图形制作一款厚铜PCB板,内层铜厚为102.9 µm ~ 171.5 µm,外层用不流动PP进行压合填胶(数量为3张~5张PP)。
2.2 常见问题
这种结构常见的问题是:线圈之间的空隙位置填胶不满,表现为白点,如图3,这种白点主要是因为树脂没有填满无铜区,对于填胶不满一般采用的方法就是增加材料的流动性,如提高不流动的溢胶量,但是一旦溢胶量提高就会导致层压后开窗位置(插脚)被树脂污染;如果不流动的溢胶量能改善插脚被污染,但是又会出现填胶不满,所以对于不流动来说,这是非常矛盾的,难以平衡溢胶量的指标,对此我们通过试验,从层压技术的角度来寻求解决方案。

图3 线圈空隙间的白点切片图
2.3 层压参数的影响
根据不流动的特性调整层压参数对板件的影响,采用方案1进行压合,合格率大概在65%。
方案1:起始温度为140 ℃,最高温为220 ℃,此程序最高压在19 min,最大压力为2.76 MPa,材料升温速率大概为3 ℃;
方案2:提前加压,在10 min加高压,高压提高到3.1 MPa,最高温为220 ℃,升温速率同时也提高到(4~5)℃/min。
采用方案2,层压合格率为100%,不存在任何填胶不满,白点问题,同时插脚位置,也没有被树脂污染。两个方案对比结果来看,增大层压的最大压力,提前加终压,升温速率提高,均有利于不流动的填胶。
2.4 层压辅助材料的影响
辅助材料主要是牛皮纸跟缓冲垫对压合这种厚铜不流动PP ,固定层压程序,改变牛皮纸的数量,得出新牛皮纸数量越多,对改善白点越有益。不采用缓冲垫,层压出来的PCB板非常平整,但是在无铜区存在较多的气泡(欠压)。对于厚铜内层板件,如果不采用缓冲垫的话,无铜区基本上无法受到压力的作用,无铜区就会存在较大的气泡现象。故牛皮纸的数量、缓冲垫的厚度也需要设计考量的。
2.5 层压参数与层压辅助材料的综合试验
有资料认为升温速率越大,层压压力越高,对不流动PP的压合填胶白点改善越明显,但是没有考虑到程序跟牛皮纸、缓冲垫的组合,为了找到不流动的层压程序与辅助材料的最佳组合,设计试验进行考察。具体结果如下:
从这个试验可以得出:
(1)层压程序固定、牛皮纸数量固定,缓冲垫的厚度影响产品的合格率,0.15 mm优于0.3 mm;

表1 层压参数与层压辅助材料的组合试验结果
(2)层压程序固定、缓冲垫固定,牛皮纸的数量越多,产品的合格率越高;
(3)固定牛皮纸、缓冲垫,方案2产品的合格率明显高。
层压程序跟牛皮纸及缓冲材料的搭配很重要,选择最优组合,对于压合厚铜不流动PP有非常关键的作用。
3 结论
由于不流动PP本身流动性低,在做常规的软硬结合板、阶梯板时对其的填充性能要求不是那么高,但是如果应用在厚铜线路、厚铜填胶的板件上时,不流动PP的本身的低流动性影响着厚铜的填胶,出现白点,无铅喷锡、高压测试过程中往往容易导致失效,本文通过对层压程序及层压辅助材料的研究分析,使用用不流动PP时,采用适当的层压程序与辅助材料的搭配能有效的解决厚铜密集线路的填充、厚铜板件的白点问题。希望能跟业界专家多交流,共同进步。
[1]李海.不流动(低流动度)半固化片及其在刚挠性板和冷板中的应用[J].印制电路信息,2005,12:52-54.
[2]倪乾峰, 袁正希等.应用于刚挠印制板无铅工艺兼容的不流动性半固化片[J].印制电路信息,2009,1:32-34.杜洪兵, 李学明, 曾志军.新型混压阶梯工艺改良[J].印制电路信息(增刊), 2009,10:444-452.
[3]陈蓓, 李志东.不流动性半固化片压合白斑的思考[J].印制电路信息, 2008,10:44-47.
[4]袁欢欣, 苏藩春.低流动度半固化片的压合技术研究及其产品应用开发[C].CPCA论文,2011,3,
[5]李俊,王彩霞,陈于春.带有阶梯槽的PCB板的制备方法.中国:200910307869.X,2010,3,3.
[6]李俊, 王彩霞, 陈于春.一种阶梯槽底部图形化线路板的加工方法.中国:200910207867.3,2010,4,21.
[7]李俊, 王彩霞, 陈于春.一种阶梯槽底部图形化线路板.中国:200920266177.0,2010,10,13.