
摩托罗拉六西格玛控制软件
2011-07-31 06:13糜玮
印制电路信息 2011年9期
糜 玮
(摩托罗拉(中国)电子有限公司上海分公司,上海 20002)
1 6σ控制软件的由来
1973年,美国摩托罗拉公司向美国联邦通信委员会(FCC)申请了主要用于军事通信的移动电话“大哥大”转为商用,从而开创了现代通信使用手机的新时代。
众所周知,摩托罗拉公司又是最早首创把数学上6σ正态分布原理(见图1)应用到电子制造领域,开展质量管理,从而显示了6σ控制理论的巨大力量。
6σ应用于制造中,摩托罗拉公司不仅对6σ应用赋予新的概念,这个新的6σ概念是由DMAIC构成,它们分别代表不同的阶段:定义、测量、分析、改进和控制。并且,在制造中致力于控制从手动到自动。毫无疑问,测量,分析,改进和控制一些可以手动完成,但这样做的手工增加的费用过高,容易出错,而且在大多数情况下并不有效。此外,摩托罗拉公司还编制了6σ实施手册,实施六西格玛手册还主要依赖于个人实施者的技术水平和管理大量数据的能力,由此,萌发了建立电子控制软件。
2006年,公司开发了手机贴片6σ控制软件Manufacturing Pulse,这通常被称做DPMO(Defects Per Million Opportunities),即每百万几率中的缺陷率。就是说,你会对你的复杂产品有一个概念,每次出现一个错误,不管是人为的或是机器产生的,你就要去计算它,这成了6σ定律——目标是在百万个机会中只有3至4个缺陷,因此,6σ控制软件又成了研究的重大课题。
图1
2 6σ控制软件的原理
Manufacturing Pulse软件用于监测和控制SMT工艺,它拥有三个主要模块和一个用户网络界面。这三个模块如下。
2.1 设备利用率控制模块
这个模块收集SMT电子组装机的实时数据,并且以和基准指标为计算基础,用来分析机器设备的使用可靠性、可用性和可维护性度量,它包括:平均工作周期时间;平均故障间隔时间;平均维护周期;平均故障周期;平均修复时间;利用率等等。 该模块允许使用者在不受人为干预的情况下从设备里直接、即时地搜集信息;它允许使用者去设定警戒线和流程控制;在收集并分析所有数据后,确定流程何时失去控制和通知何人。如果这些能即时完成,则你就能够在缺陷产生之前非常快地做出修正。
2.2 质量监控管理模块
质量监控模块包括过程控制、即时过程控制、实验设计和流程优化。该模块提供了不同的统计图表来用于监测实时运行状态,并且能在状态背离任何统计图表的状态下提供控制报警。通过使用直观的图形用户界面,用户可以动态配置过程控制变量,确定不同SMT类型设备监测之间的关系,并显示实时相关的统计图表。
2.3 报警管理模块
该模块为用户提供了统一报警的流程,比如通过寻呼机或者电子邮件通知到指定的个人。设备操作员通过这些报警,能够系列有步骤地来解决问题,并且确定问题的根源。
这些模块都可以不同接口的贴片机相连接,并与ERP生产控制管理模块连接,采集关键数据,存储在数据库中的信息并显示给用户。该软件拥有标准的图表和报告,并且用户能够动态地配置额外的图表和报告,以满足其特定的生产环境的需要。这些实时的和历史的图表和报表都可以从生产现场或通过任何联入互联网的计算机在电脑中显示。
3 6σ控制软件的特点
3.1 兼容性
6σ控制软件能面对不同设备供应商的多样性,因为公司从许多供应商那里购买工厂设备,我们可以在许多类型机器中测试我们的软件解决方案,并使其具备很好的兼容性。”
3.2 受控性
该软件能在设定警戒线和流程范围内打到100%受控。
3.3 精确性
这个通常被称作DPMO(Defects Per Million Opportunities),既每百万几率中的缺陷率只有3至4个,达到能降低废料成本高达50%以上,达到世界第一。
3.4 可靠性
摩托罗拉公司不但是个软件开发者,也是它自己开发软件的最大的最终用户,经多年应用,软件可靠性强,能自动控制废品缺陷,可不必出门到客户那里去听取意见或接受打击,可以立即处理掉刚出现的任何问题,产品可靠性达到世界一流水平。
3.5 多样性
Manufacturing Pulse中包含大量的用于各种用途的工具,这些工具用来计算缺陷和控制产出及效益;这些工具在联系和协调摩托罗拉众多的供应商方面颇具弹性。通过利用企业内部互联网,Manufacturing Pulse允许使用者在一段时间内的组织内观察多种类业务线,如果想查看一下在全球摩托罗拉中国工厂或代加工的业务线,可以在办公桌前完成;然后据此比较不同工厂之间的时间生产情况。这个软件减少了影响过程数据的有效性和可靠性的那些完全不同的应用中人为的干预和由此造成的差异性,成为应用广泛的软件。
4 6σ控制软件的应用
4.1 总体设计
摩托罗拉公司根据本公司情况,根据不同设备,设计设定警戒线,流程范围等。
4.2 开始实施
6σ控制软件与贴片机,与ERP生产控制管理模块连接,并对软件调试人员培训,然后系统运行。
4.3 显示图形
在设定帐号、密码、开启生产线客户端电脑后,以FUJI CP6机型为例,显示图形(见图2)。
(1)如箭头所指,用鼠标选中你所监控的机器。图2为L1CP6A。
(2)图3显示的是柱状图。查看最高的2个,如果所标明的错误数超过了设定的数值,请通知工程师处理。
(3)请每隔15 min ~ 30 min查看错误数量(图4),确保数字不再增长。
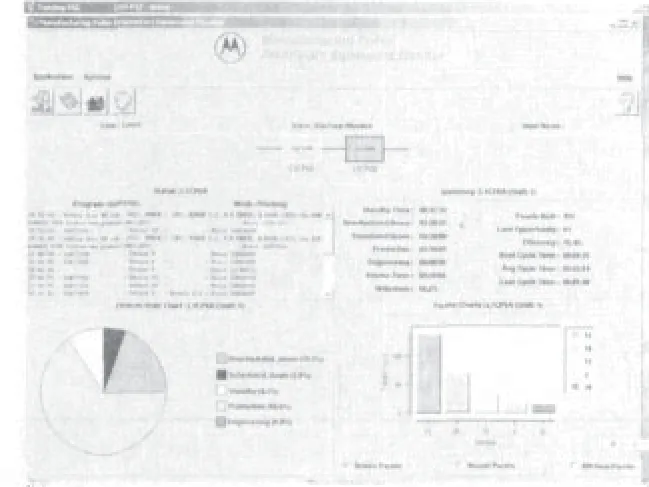
图2
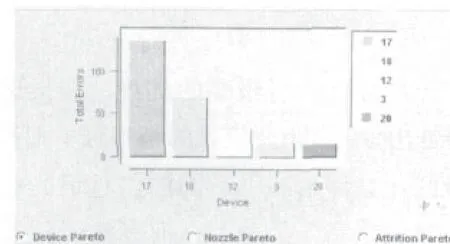
图3
图4
4.4 错误分析
(1)用鼠标选择相应的柱状图,见图3:包括Device(Feeder),Nozzle或掉件。
(2)在下面的例子中,用鼠标点击Feeder 4(红色小方块)。
(3)如图4,错误分析报告能帮助线上操作人员和设备工程师方便的找到问题的原因。
4.5 清除楚报警
(1)如果显示报警,请双击某个警报。
(2)如选择相应的方法解决故障,警报便会解除(见图5)。
图5
6 查生产线
6σ控制软件还能查看生产线运行状态、每台设备在某个时间段的利用率数据、单条线在某段时间内生产的板子数、元件数和掉件率等,成为“千里眼”。
7 持续改进
从Manufacturing Pulse 5年前发布到现在,6σ控制软件一直在全球摩托罗拉运营。这款软件在发布后已经被改进过许多次,包括: 使更多的使用者有权限去丰富这一产品,加入并整合了更多的菜单以使其更好地被应用,成为世界上一流软件。
猜你喜欢
今日农业(2021年10期)2021-07-28
ViVi美眉(2019年8期)2019-09-10
知识就是力量(2018年8期)2018-08-16
劳动保护(2018年5期)2018-06-05
高校招生(2017年7期)2017-06-30
汽车维护与修理(2016年10期)2016-07-10
汽车维护与修理(2016年3期)2016-02-28
小学生·多元智能大王(2015年3期)2015-05-25
通信产业报(2009年2期)2009-06-09
