
LZRL型凸轮全自动精密套圈冷辗扩机的电气设计
2011-07-25 08:53高海涛赵钢
轴承 2011年1期
高海涛,赵钢
(1.洛阳理工学院,河南 洛阳 471023;2.洛阳轴承集团新事业开发有限公司,河南 洛阳 471039)
近20年以来,随着现代工业控制技术、传感器技术、微机技术、比例阀技术、材料技术等的飞速发展,精密冷辗技术也得到了长足的进步,已开始由试验研究进入批量应用阶段, 并逐步推广应用开来。冷辗扩轴承套圈的优越性已得到了行业内的充分肯定,尤其是在提高轴承寿命和降低生产成本上冷辗扩具有更为显著的优势[1]。从2003年以来,在对国、内外几家冷辗设备进行深入研究的基础上,吸众所长,在关键的进给结构上采用具自主知识产权的专利技术,在控制方面采用自创的独特算法,率先将双工位和柔性圆度控制相结合,并采用光栅传感技术和PLC控制技术,研制出了LZRL系列凸轮全自动精密轴承套圈冷辗扩机。下文主要对该机床的电气控制系统进行了详细介绍。
1 设计方案
精密冷辗过程中必须很好地控制进给速度和稳定性,由精确的测量保证工艺的进程和产品精度。LZRL系列冷辗机设计采取的措施为:
(1)采用扭矩大、进给稳定可靠的冷辗环凸轮进给装置[2]。
(2)采用测量定位、环件精度高的光栅进行精度测量,设计的机床加工零件尺寸精度为0.05 mm,光栅测量的实际控制精度(分辨率)可达到0.02 mm,因此,环件的加工精度更高。
(3)PLC控制系统自动完成加工;彩色大型触摸屏使工艺参数输入、调整简单方便。
(4)自我保护功能和故障自我诊断功能,主要为限位保护、PLC内部保护和伺服电动机的自我保护功能。
2 电气控制系统
2.1 电控系统组成
电气控制系统主要由工作电动机(主轴电动机、液压电机、冷却电动机和润滑电动机)控制、机床工作控制(PLC)、人机界面(触摸显示屏)、进给系统(伺服电动机、伺服控制器)、测量及定位(光栅尺)和保护系统(限位保护、PLC保护和伺服控制的自我保护)组成[3]。如图1所示。

图1 电气控制系统结构
2.2 控制原理
2.2.1 参数设置
人机界面是操作者与设备之间传递、交换信息的媒介和对话接口,参数设置由触摸屏输入到PLC,PLC经过运算后转变为需要的数据,数值精确到0.01 mm,输入参数按照触摸屏的要求输入。
2.2.2 主回路及控制回路
主回路控制各种380 V三相交流电动机、220 V的PLC电源和其他直流电源。主回路及控制回路如图2、图3所示。

图2 主回路
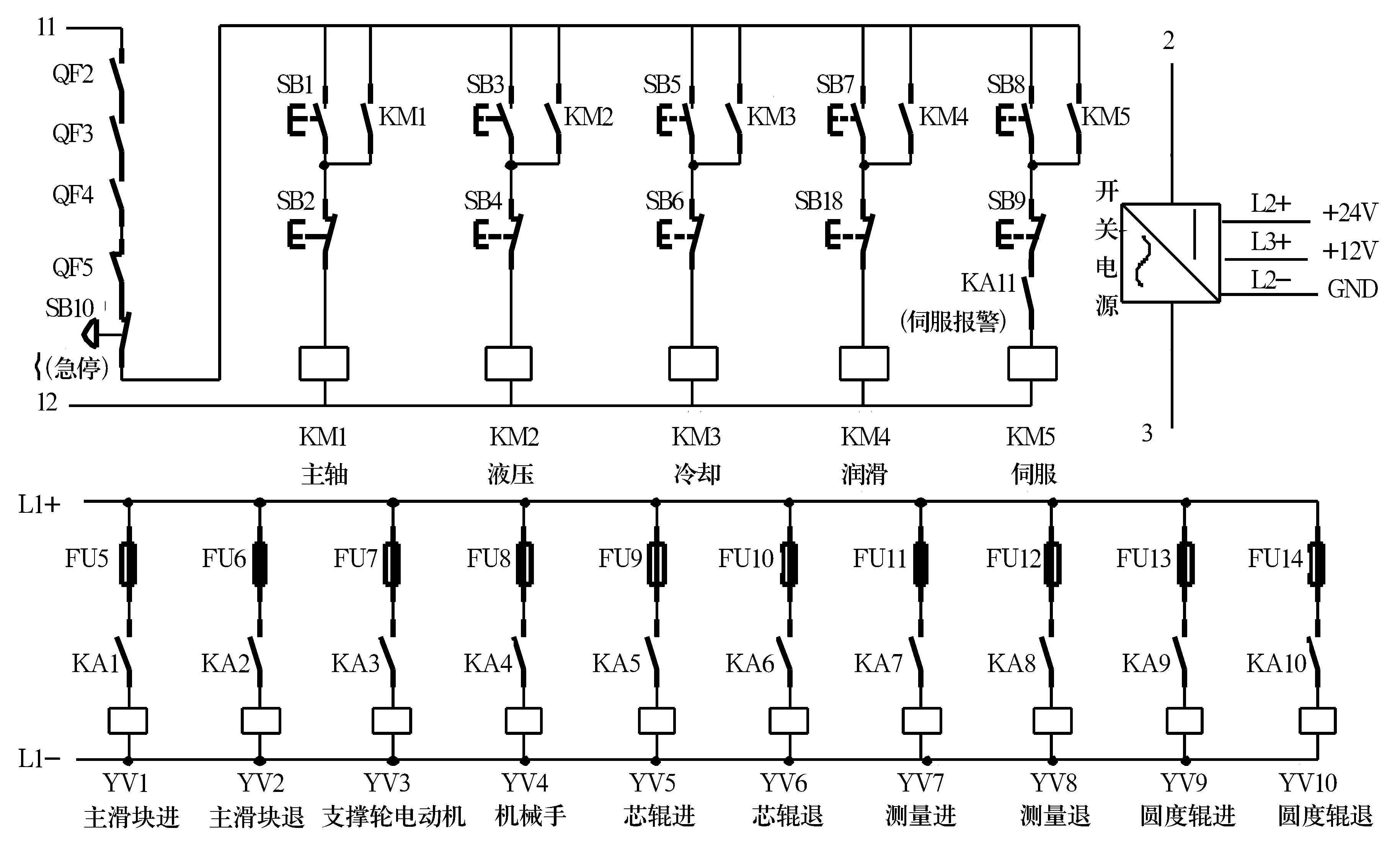
图3 控制回路
2.2.3 PLC控制
选用Fx1n-60mT作为机床的核心控制器,控制器接口如图4所示。PLC主要通过主滑块原位开关,各工进位置,上、下料开关和芯辊前、后位开关进行控制。手动时,芯辊不在后位不能上料。PLC控制的自动循环过程为:主滑块原位(快速进)→主滑块上料位→圆度辊进、上料→芯辊进→机械手退→测量进→主滑块进、测量停→主滑块工进、末工进、零工进→(尺寸到)主滑块退、测量进、圆度辊退→主滑块上料位、芯辊退→测量退→返回到上料→(复位)主滑块原位。

图4 PLC接口
2.2.4 伺服进给
伺服电动机作为执行电动机,在自动控制系统中,把所收到的电信号转换成电动机轴上的角位移和角速度精确输出,经减速器带动凸轮轴旋转,推动主滑块、滚轮实现精确进给。选用了SGDM-30ADA伺服驱动器和SGMGH-30-AC-61交流伺服电动机来完成进给。伺服控制器结构如图5所示。

注:伺服电动机额定转速为1 500 r/min,最高转速为2 000~3 000 r/min;配套增量式编码器(16384P/R 17bit);控制精度(分辨率)为0.000 25 mm。
2.2.5 光栅测量
光栅尺具有判别光栅移动方向、预置初值、实现自动定位控制及过限报警、自检和掉电保护以及温度误差修正等功能。该辗扩机选用精度(分辨率)为0.02 mm的光栅尺(SGC-4),长度为100 mm,栅距为0.02 mm (50线对/毫米),24 V,相位角差90°方波输出,中间一个零位参考点。并采用了独特的适时测量技术,可以随时进行手工测量,与光栅测量结果对比,随时掌握光栅测量的误差和加工件的实际精度,及时调整参数以校正各种原因引起的累计误差,使产品一致性好。
测量中使用光栅有主滑块光栅和测量光栅两种,主滑块光栅测量主滑块位各个位置,如上料位、各工进位等,并将测得数据传送给PLC,由PLC及时进行速度转换;测量光栅测量工件外径,经运算转换为工件内径、中径等尺寸,测量的结果需经过一定运算,再与设定输入的数据比较后进行相应控制,即达到某个工进值就转入其工进控制。
因为光栅尺只能给出相对计算数值和方向,所以要有个基准。闭合光栅尺的校准开关,两个光栅都有一个零点位置,在通过零点位置时会发出一个脉冲信号,PLC在收到这个信号时就将当时的C值、W值设为C0,W0。有了C0,W0,再通过光栅的加减信号,才能显示即时的C值和W值。测量值的修正是通过适时测量最终工件的尺寸来修正累计误差的。
2.2.6 保护功能
(1)主滑块位置保护:主滑块上有两个接近开关,来限制主滑块的前、后位置,前限位开关亮,主滑块只能退不能进;后限位开关亮,主滑块只能进不能退。并且主滑块位置保护是将信号直接传送给伺服控制器,PLC和触摸屏并无反映,只是伺服控制器进给无动作,也不报警。
(2)PLC内部保护:PLC内部根据测量到的主滑块位置换算模具间隙(即G值),与预先设定的最小模具间隙值比较,小于设定值,伺服控制器停止进,并报警。同样,后位也有一设定值,保护动作相同。
(3)伺服控制器的自我保护:当进给的力距,也就是伺服电流超过伺服控制器内部设定值时,伺服控制器停止并报警,这时只有通过关闭电源才可重新恢复,此种情况的出现,往往是芯辊与辗轮直接接触,造成伺服力距过大而引起,属非正常故障,而(1),(2)两种保护出现时,按复位均可正常复位。
(4)缺料保护:当自动运行时没有上料,测量杆的位置比有料时的值要小,PLC与预先设定的缺料保护值(一个W值)相比较,小于设定值时,即报警,并停止运行。
2.2.7 程序设计
冷辗机加工程序流程如图6所示。

图6 加工程序流程
3 结束语
LZRL系列凸轮全自动精密轴承套圈冷辗扩机操作方便,生产自动化程度高,大大降低了工人劳动强度;加工出零件的表面尺寸精度、形位公差稳定,表面粗糙度低;冷辗套圈中非金属夹杂物流线与轴承沟道表面形状相一致且金相组织更加致密,全面改善了工件的内在质量;轴承噪声明显降低,使用寿命显著提高;可节省钢材10%~35%,材料、工艺成本降低,具有良好的经济效益和社会效益。
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
工程与试验(2022年2期)2022-08-08
数学小灵通(1-2年级)(2022年6期)2022-06-17
商品与质量(2020年53期)2020-11-27
创新作文(小学版)(2018年31期)2018-05-16
精密制造与自动化(2018年1期)2018-04-12
小学生作文辅导·读写双赢(2017年4期)2017-09-13
高师理科学刊(2016年8期)2016-06-15
湖南城市学院学报(自然科学版)(2016年4期)2016-02-27
物理与工程(2014年4期)2014-02-27
