
GB/T 24608—2009《滚动轴承及其商品零件检验规则》解读
2011-07-22 01:13:32张伟王辉高晓蓉
轴承 2011年2期
张伟,王辉,高晓蓉
(国家轴承质量监督检验中心,河南 洛阳 471039)
作为轴承及配套件生产企业,如何对其生产的轴承、配套的商品零件、轴承附件进行检验;作为采购商或轴承使用部门,如何对相关产品进行验收;作为独立的第三方验证或认证机构,如何对相关产品进行检验、监督,这就要求有一个统一的规范,以适用于各方对轴承及其配套的商品零件、轴承附件的检验、验收及监督。为此,在20世纪80年代轴承行业就制定了JB 3371—83《滚动轴承及其商品零件检验规则》,而后经二次修订分别为ZBJ 11020—89,JB/T 8921—1999。其主要适用于生产企业内部的质量部门和用户对滚动轴承及其零件、附件的终检和验收。该标准在20多年的使用中,主要内容逐步完善。 为了顺应新形势的发展,该标准上升为GB/T 24608—2009《滚动轴承及其商品零件检验规则》,其是对原行业标准的补充、完善。该标准适用范围增加了第三方认证机构,并补充了监督检验的相关内容,更具有全面性,能够更好地为轴承行业及用户服务。
1 主要内容及适用范围
该标准主要规定了滚动轴承及作为商品销售的零件、附件的检验规则。其主要适应于供应轴承产品的轴承生产企业内部的质量部门(第一方)、采购商或轴承使用单位(第二方)、独立的第三方验证或认证机构。但使用本标准的各方可以考虑检验费用、时间、条件等因素,对其检验项目进行取舍。
2 检验要求
2.1 检验顺序
滚动轴承的常规检验一般按以下顺序进行,可选择部分检验项目,特殊项目的检验可按相关标准规定进行。
成品检验:产品标志和包装→清洗、编号→振动→残磁限值、外观质量→尺寸精度、旋转精度、游隙(或装配高)。
可靠性试验:寿命与可靠性试验、密封轴承防尘、漏脂、温升性能试验及其他特殊试验等。
零件检验(非商品零件):圆度、工作表面粗糙度、凸度→硬度、显微组织、碳化物网状、工作表面烧伤(酸洗)。
商品零件:振动(商品钢球)→残磁限值、外观质量→尺寸项目→圆度、表面粗糙度、凸度(商品滚子)→硬度、显微组织、碳化物网状、工作表面烧伤(酸洗)、压碎载荷及压缩试验(商品钢球)、弯曲试验(商品滚针)。
2.2 检验项目
按滚动轴承检验项目的重要程度可以分为:关键检验项目、主要检验项目、次要检验项目等。
关键检验项目是指滚动轴承及零件、商品零件中严重影响轴承综合使用性能的检验项目。滚动轴承关键检验项目抽样及判定见表1。商品零件关键检验项目抽样及判定见表2。滚动轴承及商品零件(以材料GCr15为例)关键检验项目的检验方法、判定的检验依据见表3。其中轴承零件及商品零件的关键项目(硬度、组织、工作表面烧伤、圆度、表面粗糙度、凸度)对轴承的综合性能影响较大,抽样检验均需全数合格。用户对零件的凸度有要求时可根据样品图样等技术文件检验。用户对轴承的寿命与可靠性、密封轴承的3项性能(防尘、漏脂、温升性能)有要求时,按相关标准试验及评定。
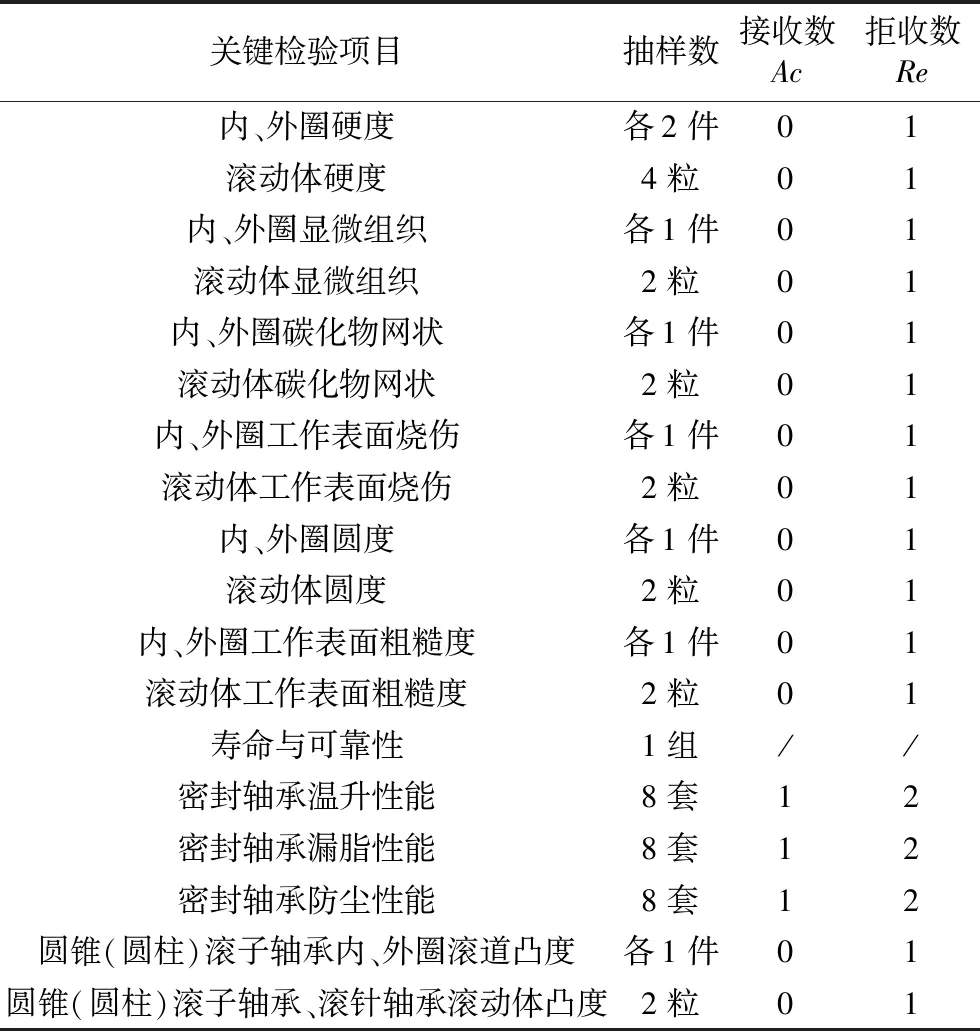
表1 滚动轴承关键项目抽样及判定

表2 商品零件关键项目抽样及判定
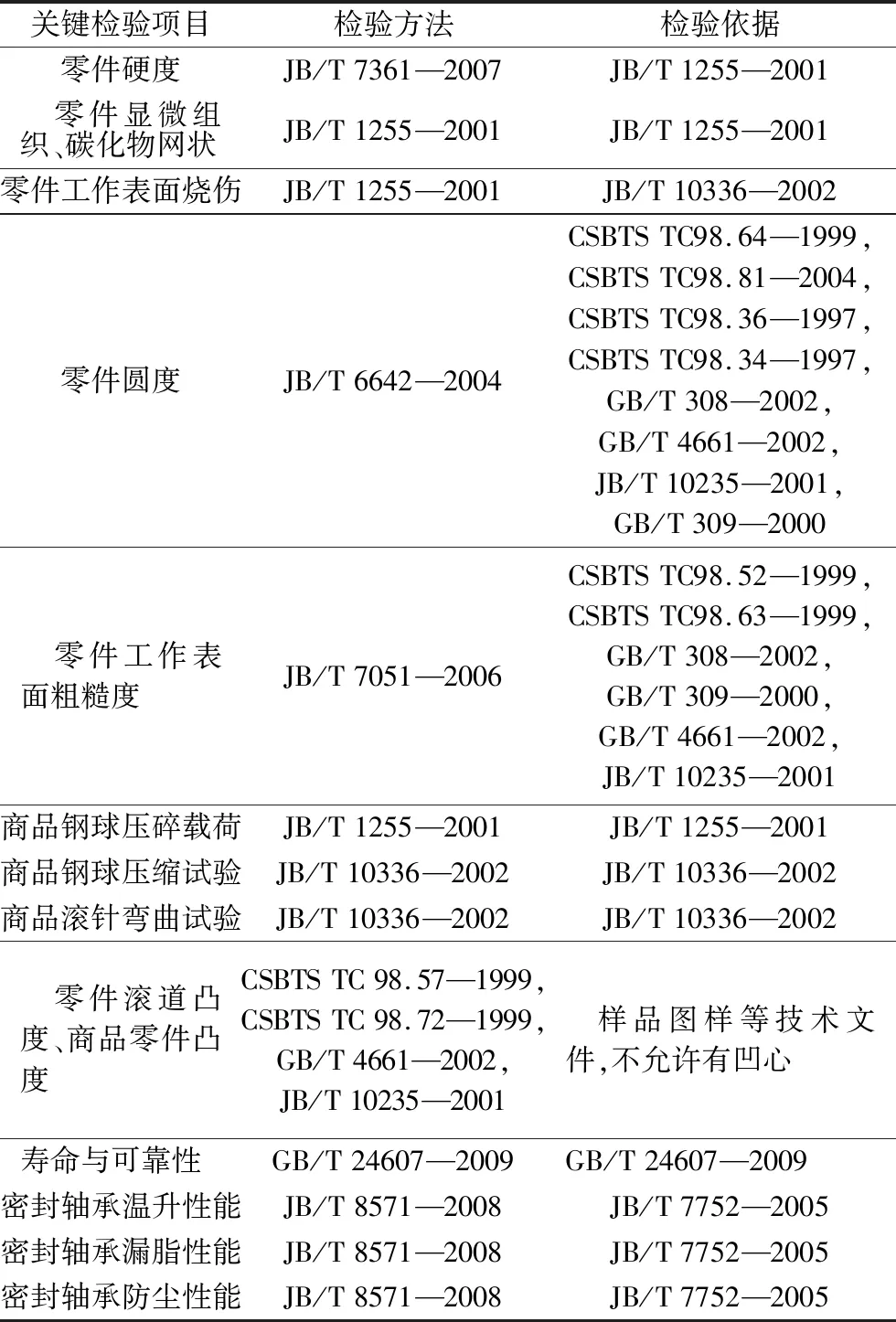
表3 滚动轴承及商品零件关键项目的检验方法、检验依据
关键项目中规定滚动轴承及其商品零件、附件的材料及工作表面不允许不符合相关标准是指:轴承存在严重影响其使用性能而又无法计量的缺陷(如型号不符、裂纹、严重锈蚀、保持架靠套、错缺零件等)。
主要检验项目是指滚动轴承对其综合使用性能影响较大的检验项目。其主要为要求较严的尺寸精度(内、外径项目)、旋转精度、游隙(或装配高)、振动项目等。
次要检验项目是指滚动轴承对其综合使用性能有一定影响的检验项目。其主要为一般要求的宽度项目、配合表面和端面的表面粗糙度、外观质量、残磁限值、标志和防锈包装等。
2.3 检验水平
由GB/T 2828.1—2003《计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》标准,检验水平标志着检验量,对于一般的使用,给出了Ⅰ,Ⅱ和Ⅲ等3个检验水平,除非另有规定,应使用Ⅱ水平。当要求鉴别力较低时可使用Ⅰ水平;当要求鉴别力较高时可使用Ⅲ水平。该标准还给出了另外4个特殊检验水平S-1,S-2,S-3和S-4,可用于样本量必须相对地小而且能容许较大抽样风险的情形。
滚动轴承成品及其附件使用GB/T 2828.1—2003中的一般检验水平Ⅱ;其中冲压外圈滚针轴承、向心滚针与保持架组件、推力滚针和保持架组件及推力垫圈使用特殊检验水平S-4。商品零件也使用特殊检验水平S-4。
2.4 接收质量限
接收质量限(AQL)是指当一个连续系列批被提交验收抽样时,可允许的最差过程平均质量水平。AQL以不合格品百分数或每百单位产品不合格数表示。
滚动轴承成品主要检验项目的AQL均为1.5,次要检验项目的AQL均为4.0;带座外球面球轴承及偏心套、冲压外圈滚针轴承、向心滚针与保持架组件、推力滚针和保持架组件及推力垫圈主要检验项目的AQL均为4.0,次要检验项目的AQL均为6.5。
商品零件检验项目的AQL为0.65~1.5,其规值、批直径(长度)变动量、批圆锥角变动量不允许不合格;轴承附件检验项目的AQL为2.5~6.5。
滚动轴承及其零件、附件的抽样检验项目详见标准之规定。常规滚动轴承成品抽样检验项目及其相应的检验方法、判定的检验依据(以材料GCr15为例)见表4。商品零件抽样检验包括商品钢球、圆锥滚子、圆柱滚子、滚针等。现仅以商品钢球为例说明,商品钢球抽样检验项目及其相应的检验方法、判定的检验依据(以材料GCr15为例)见表5。

表4 滚动轴承成品抽样检验项目的检验方法、检验依据

表5 商品钢球抽样检验项目的检验方法、检验依据
2.5 检验方针
关于检验项目合格与否的判定,应依据有关标准的要求。由于滚动轴承及其商品零件、附件的相关标准均为推荐性标准。因此,当委托检验方提交的检验产品批质量指标要求与相关标准要求不一致或仅规定部分质量指标时,检验及判定应以提交检验产品批合同中的质量验收条款为依据。第三方检验时,委托检验的第一方或第二方或第一方与第二方应向第三方提供必要的样品图样等技术文件。
本标准规定的检验项目及接收质量限(AQL)针对第一方仅适用于提交检验产品批的终检。生产环节各工序间的检验不适用于本标准。各工序间的检验应按照第一方自行制定的工艺文件或检验规则进行检验和判定。
对部分滚动轴承或商品零件如圆锥滚子轴承滚道凸度及商品圆锥滚子的凸度等,相关标准未明确规定技术指标的项目,应以第一方与第二方达成的提交检验产品批合同中的质量验收条款为依据进行检验和判定。第三方检验时,应提供必要的样品图样等技术文件。当委托检验方无法提供必要的图样时,检验项目的合格与否应视样品是否有凸度来判定。
对本标准中未提及的检验项目,如滚动轴承在载荷谱下的模拟试验、耐温试验、泥浆试验、滚动轴承摩擦力矩试验等,当委托检验方提出检验或试验要求时,可制定适用于该提交检验产品批的检验规则。
3 抽样检验及判定方法
3.1 检验程序
对某类轴承产品进行检验时,具体程序如下:(1)确定检验项目并按相关的标准规定检验水平;(2)规定各检验项目的接受质量限AQL值;(3)选择抽样方案类型,通常根据管理难度和抽样检验费用选择一次抽样方案;(4)根据以前对该类产品的检验结果分析其检验宽严程度,确定本次检验的宽严程度(正常、加严或放宽检验),但开始检验时应采用正常检验;(5)确定具体检验产品及批量;(6)检验产品装箱质量及标记情况;(7)根据检验产品批量及检验水平确定样本量字码,确定抽样样本量;(8)随机抽取样本;(9)依据相关标准进行检验及试验等;(10)根据样本中的不合格品数及抽样方案中的接收数Ac与拒收数Re判定该样本合格或不合格;(11)接收检验合格样本的产品;(12)处置检验不合格样本的产品。
3.2 检验产品的要求
提供检验的一批产品的类型、型号及规格、原材料及加工工艺应尽可能相同,而且其生产制造的时间应大致相近。这就是要尽可能地减少检验样本的离散性。提交检验产品批量的大小及提交方式可由生产厂(第一方)与用户(第二方)协商确定。
3.3 样本的检验与判定
按规定的检验项目对抽取的一个样本分项目逐个样品进行检验,若各检验项目均合格,则该样本合格;若任一检验项目不合格,则该样本不合格。
各检验项目的检验方法及技术条件一般按行业有关标准的规定。未规定技术条件的项目可按生产厂(第一方)或用户(第二方)认可的产品图样或技术文件的规定。
采取一次抽样检验,只需抽取一次样本,就可以作出一批产品合格与否的判断。采用二次抽样检验,先抽第一样本(指第一次抽样),若能作出合格与否的判断,则检验终止;否则再抽第二样本,然后作出判断。
判定检验合格的样本,该批是可接受的,其检验产品整批接收。但在检验过程中发现的不合格品应由第一方换成合格品。
判定为检验不合格的样本,该批是不可接受的,原则上其检验产品整批退回第一方。由第一方对其中不合格项目进行百分之百的检验,剔除其不合格品之后,再次向第二方提交检验。
3.4 抽样检验实例
对某深沟球轴承产品进行抽样检验,首先应确定需要检验的项目类别及具体检验项目(关键检验项目、主要检验项目、次要检验项目)。成品检验按标准选一般检验水平Ⅱ,主要检验项目接受质量限AQL 为1.5,次要检验项目的AQL 为4.0。一次抽样方案,正常检验。然后确定具体的检验产品型号及其检验批量。接着检验产品的装箱质量及标记。根据检验产品批量及检验水平确定样本量字码,确定抽样样本量。假设产品批量为3000套,由GB/T 2828.1—2003标准中表1知,样本量字码为K,再查表2-A得样本量为125。在检验产品中随机抽样,样本量为125套。依据相关标准对该样本按确定的检验项目逐个样品进行检验或试验与判定。
(1)若关键检验项目中有1项(或超过1项)不合格,则该样本不合格。
(2) 由GB/T 2828.1—2003标准中表2-A可知,主要检验项目接受质量限AQL 为1.5时,接收数Ac为5,拒收数Re为6;次要检验项目接受质量限AQL 为4.0时,接收数Ac为10,拒收数Re为11。
对检验结果按检验项目分别判定。先对该样本(样本量125)中的每个检验项目(均对应有125个数据)进行判定,即判定125个数据中有几个超过标准值。假设各检验项目的不合格品数均不超过接收数Ac,则该样本合格;假设任一检验项目的不合格品数达到或超过拒收数Re,则该样本不合格。
本检验规则是根据每一检验项目的不合格品数是否超过接收数Ac来判定样本合格与否的,而不是根据样本中的不合格品数进行判定。
(3) 接收检验合格样本的产品;处置检验不合格样本的产品。
4 监督检验
监督抽查系指国家质量监督检验检疫总局、地方性监督抽查或其他执法部门按照国家规定进行的监督抽查。按照国家行政法规的有关规定,地方有权针对本地的有关情况制订地方性的法规作为行政执法的依据。因此,地方性的监督抽查的项目及判定原则应与本标准一致,但可有所调整。
国家监督抽查完成时间安排基本为3个月。流程大致为计划上报审批、抽样、检验、结果确认、数据汇总、材料上报及后处理。受时间、经费等因素的限制,检验项目可进行必要的取舍。实际操作过程中原则上应保证关键检验项目和主要检验项目,对次要项目可进行必要的取舍。
国家监督抽查在抽样过程中,被检企业需对执行标准进行确认。当有足够证据表明被检企业执行的标准与抽查计划中所列的标准不一致时,应按被检企业提供的标准、图样、供货技术质量条款等技术文件进行检验和判定。
4.1 监督检验要求
监督质量水平(p0)与接收质量限(AQL)一样都是以不合格品率定义的,可参照检验要求时相应的接受质量限AQL选取,一般不严于产品检验时的接受质量限AQL,即p0≥AQL。
监督检验抽样及判定表见表6。p0(n,r)中r为某一抽样方案n的不通过判定数。监督质量水平p0适用于主要检验项目,在同一p0下,给出了3个抽样方案,可针对不同情况选择使用。p0为0.65,1.0和1.5时,适用于对商品零件的检验;p0为2.5,4.0和10时,适用于对滚动轴承及其附件的检验。当产品尺寸较大或价值较高时,可选取小样本量n的方案。

表6 监督检验抽样及判定表
表6规定了主要检验项目的抽样及判定。次要检验项目选取依照主要检验项目的p0严于次要检验项目的p0进行选择或取舍。因监督抽查有时限的要求,为保证按时完成监督抽查工作,其抽样样本可按照表6规定进行抽取。
监督检验项目的选取原则可灵活使用,按具体情况及其产品质量状态的需要选取标准第4章中规定的全部或部分关键检验项目、主要检验项目及次要检验项目,国家标准或行业标准中明确规定的项目及所抽取样品图样等技术文件中规定的项目。
4.2 监督检验及判定
监督检验首先确定各类检验项目,再按照主要检验项目的p0严于次要检验项目p0的原则确定监督质量水平,并确定相应的抽样方案,抽取并检验样本,逐项判定合格与否。
根据监督质量水平和检验水平及样本检验的结果进行结果判定:若在样本中发现的不合格品数≥不通过判定数r,则该监督总体为不可通过;若在样本中发现的不合格品数<不通过判定数r,则该监督总体为可通过。
由于关键检验项目的重要性及对轴承综合性能的影响,其抽样检验不允许不合格;当监督抽样的样本量较小时,判为可通过的监督总体可能有较大的漏判风险;质量监督部门对监督抽样检验通过的监督总体不负确认总体合格的责任。
5 结束语
随着市场经济的发展,作为轴承行业的通用检测规则,需要适应新形势的发展,不断补充并完善检验规则。GB/T 24608—2009《滚动轴承及其商品零件检验规则》不仅适用于生产企业内部的质量部门终检和用户验收,而且还适用于第三方认证机构,并补充了监督检验的相关内容,更具有全面性,能够更好地为轴承行业及用户服务。
猜你喜欢
哈尔滨轴承(2022年2期)2022-07-22 06:39:32
哈尔滨轴承(2022年1期)2022-05-23 13:13:24
哈尔滨轴承(2021年2期)2021-08-12 06:11:46
哈尔滨轴承(2021年1期)2021-07-21 05:43:16
中学生数理化·高一版(2021年2期)2021-03-19 08:32:00
知识经济·中国直销(2018年8期)2018-08-23 09:16:16
数学小灵通(1-2年级)(2017年5期)2017-06-05 09:12:15
数学学习与研究(2017年3期)2017-03-09 18:12:42
消费者报道(2016年4期)2016-11-23 19:48:47
中国老区建设(2016年1期)2016-02-28 09:32:00
