
异型双半内圈四点接触球轴承轴向游隙的测量
2011-07-22 00:34:00王萍王枫李红方芳
轴承 2011年2期
王萍,王枫,李红, 方芳
(洛阳轴研科技股份有限公司,河南 洛阳 471039)
1 异型轴承的结构
异型双半内圈四点接触球轴承如图1所示。该轴承内、外圈基准面等高,非基准面不等高,差别很大;外圈非基准面带有一凸缘,其端部为经过精加工的30°斜面,端面有效宽度为0.7 mm。
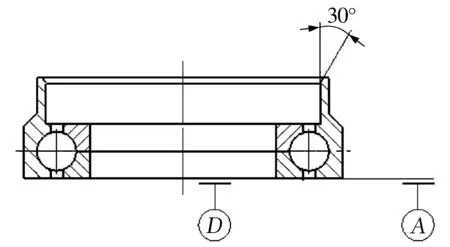
图1 异型双半内圈四点接触球轴承
该轴承轴向游隙是技术要求中的主项,在配套时要求100%测量。由于该轴承的结构特殊,采用通用轴向游隙检测仪(图2)对其进行检测时,效率较低,误差较大,其检测原理如图2所示。为提高检测效率和精度,针对该轴承的结构特点,设计用于通用轴向游隙检测仪的专用附件。
2 专用附件
制作的专用附件如图3所示。
(1)考虑到双半内圈的结构,为防止两半内圈错位产生测量误差,将内圈下底座芯轴长度加长,使得芯轴与两半内圈小间隙配合以替代使用螺钉紧固双半内圈的结构,间隙只有0.002~0.004 mm,既提高了测量效率,又最大限度地接近轴承的安装使用状态,测量误差较小。
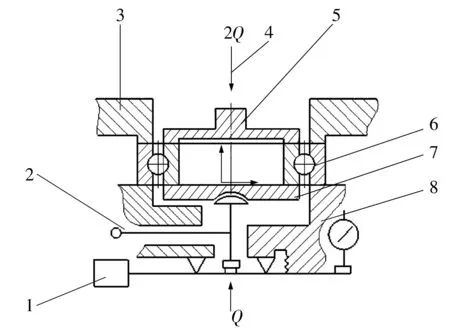
1—下载荷;2—手柄;3—外圈上压块;4—上载荷;5—内圈上压块;6—轴承;7—内圈下底座;8—外圈下底座
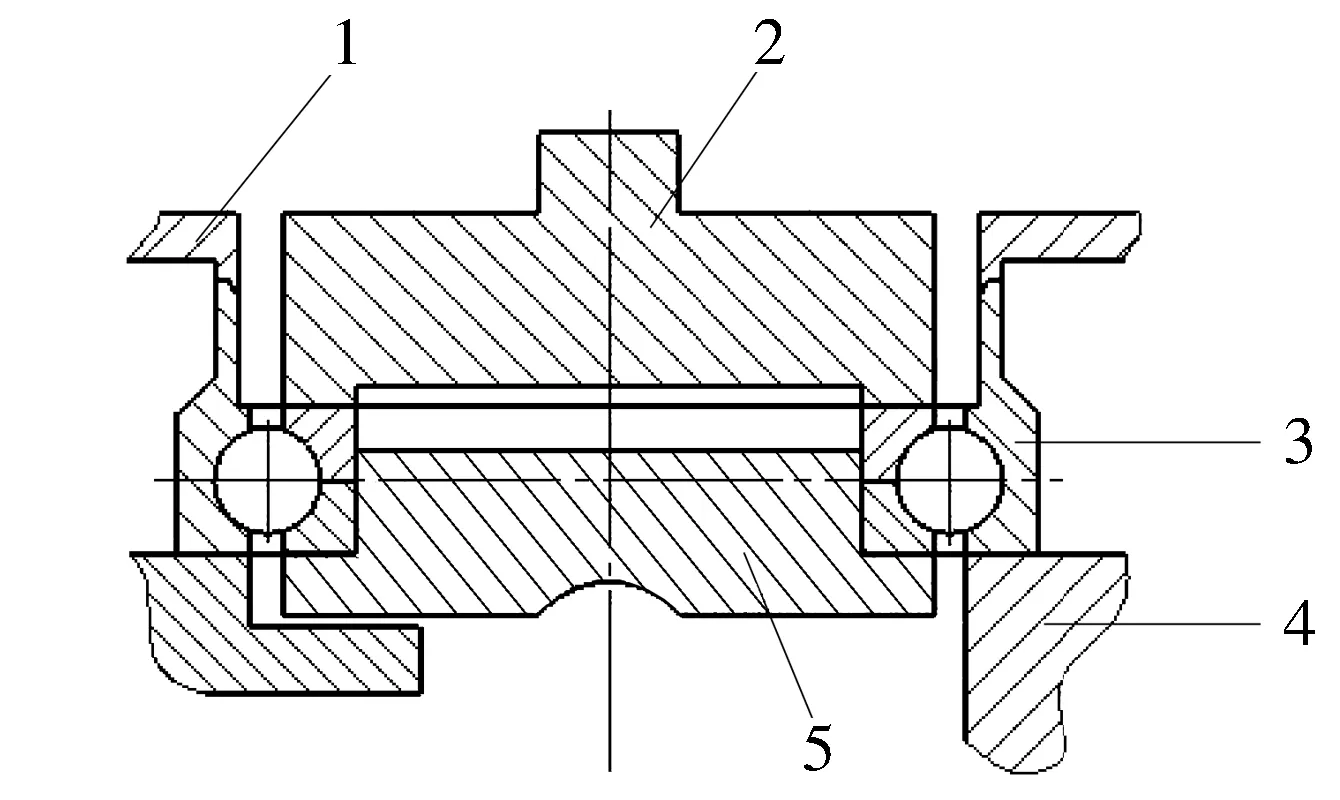
1—外圈上压块;2—内圈上压块;3—轴承;4—外圈下底座;5—内圈下底座
(2)由于内圈高度较低,加高内圈上压块的高度,与仪器相适应。
(3)外圈上压块仅仅压住端面是不够的。外圈凸缘端面有效宽度仅有0.7 mm,如果只压紧端面,测量误差会比较大。而且外圈凸缘端部的30°斜面经过精加工,它与外径、沟道的同心度很好,所以将外圈上压块工作面制成带30°斜面的凸缘,其与工件的30°斜面配合可增大有效压紧面积,提高定位精度,减小测量误差,提高测量效率。
3 检测步骤
(1)仪器在使用前,应根据轴承装配工艺图的规定,调整轴向游隙检测仪的测量载荷。
(2)将内圈下底座放置在球形支座上,调整外圈下底座的轴向位置,使得外圈下底座定位后,测量轴向游隙时不干涉内圈的上下移动。
(3)将被测轴承放入附件中,使外圈凸缘的斜面与外圈上压块的刃口滑配,保证外圈与内圈的同心度,压紧外圈。
(4)压紧内圈。
(5)调整仪表使小指针指向1.0 mm左右的位置,拨动仪表盘使大指针指向“0”位。
(6)左右拨动手柄,仪表大指针应微动,表示内圈处于轴向极限不被卡死的状态。
(7)上下拨动加载手柄,仪表所示两端数值之差即为轴承的轴向游隙,完成一次测量。
(8)转动轴承在不同的位置上反复测量3次,取3次测值的算术平均值(3次数值间相互差不能超过0.02 mm),即为该被测轴承的轴向游隙值。
4 结束语
根据异型双半内圈四点接触球轴承的结构特点,在通用轴向游隙检测仪的基础上改进了附件,很好地解决了该轴承轴向游隙的测量问题。测量中定位误差较小,重复精度和测量效率较高,满足了轴承配套要求。
猜你喜欢
山西冶金(2023年11期)2024-01-07 13:45:14
汽车工程师(2023年11期)2023-11-15 02:17:30
机械工业标准化与质量(2023年7期)2023-09-25 05:58:48
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:04
防爆电机(2020年5期)2020-12-14 07:04:00
装备制造技术(2020年2期)2020-12-14 03:09:20
化工装备技术(2016年3期)2016-10-12 01:34:11
精密成形工程(2014年2期)2014-12-31 11:48:54
燕山大学学报(2014年4期)2014-03-11 15:28:50
中国高新技术企业(2012年7期)2012-04-29 00:44:03
