
碳钢化学镀镍除氢和热扩散工艺研究
2011-07-05 03:37汪玉祥周苏闽李含驰
淮阴工学院学报 2011年5期
汪玉祥,周苏闽,李含驰,周 巍
(淮阴工学院生命科学与化学工程学院,江苏 淮安 223003)
0 引言
在化学镀体系中,被镀金属离子得到电子,氢离子也同样会得到电子,生成原子态的氢,渗透到金属镀层内部,使镀层疏松,镀件搁置一段时间后,原子态的氢会结合生成氢气而使体积膨胀,从而导致镀层产生针孔、鼓泡甚至脱落等缺陷,如果渗透到基体还会导致整个镀件发生氢脆,特别是高强度钢,一旦渗氢很容易脆断。同时在镀前处理(清洗、酸洗、活化等)过程中由反应产生的氢气均会造成基体吸氢,有些氢气渗入到金属晶格中去,造成晶格点阵歪扭,使零件内应力增加,镀层和基体金属变脆,降低了结合力甚至造成镀层脆裂、脱落。因此,镀后要在一定的温度下热处理数小时,驱除掉渗透到镀层下面或者基体金属中的氢。
化学镀层与钢材界面间的结合力是一项重要的力学性能。实践证明:化学镀层可以增加钢材表面硬度、耐磨性、耐蚀性、增厚及修复工件。但如果结合强度不够,则上述作用都将难以实现。
对镀镍金属进行热处理,可使镀层与基体金属的分界面上出现扩散层,使镀层与基体金属的结合力得到极大的加强。扩散层的特点是镀层与基体金属之间的成分逐渐发生了缓慢的变化,可降低镀层与基体金属因热膨胀系数不同而引起的内应力。镀镍层与钢材具有互溶性,通过适当的热处理,并给予一定的能量,则可使原子通过界面扩散。
1 实验
1.1 设备
试验设备:电热恒温鼓风干燥箱(DHG-9246A型 ),高温箱式电炉(SX2-4-1.0)等。
分析测试设备:能谱仪(EMAX)。
1.2 试件
钢片30×15×2mm A3钢,M14螺栓A3钢,镀镍层厚度都为30μm。
1.3 镀液成分及工艺条件
硫酸镍20 g/L,次亚磷酸钠25 g/L,无水乙酸钠25 g/L,酒石酸甲钠4 g/L,乙酸4 mL/L,pH值为4.5 ~4.7,温度(85 ±1)℃,镀速 11.70 μm/h。
1.4 实验方法
1.4.1 除氢方法
镀镍钢片经电吹风吹干后,进入电热恒温鼓风干燥箱并同时打开顶部的排气孔,便于干燥箱内空气流通并把潮湿的气体排出箱外,除氢温度和除氢时间视不同镀层有所不同,时间一般为2~3h,暂定为 2h。
1.4.2 热扩散方法
镀镍钢片经除氢处理后,为防止二次吸氢,直接进入马弗炉进行2小时加热扩散处理。
1.5 结合强度检测方法
1.5.1 钢片镀层结合力检测
按GB/T5270-1980用一把刃口磨成30°锐角的硬质钢刀,在钢尺的配合下,用力在镀层表面上划二条间隔为2 mm的平行线,划刀必须穿透镀层。如果平行线之间的镀层出现任何的剥离现象,则认为镀层的结合力不好。
1.5.2 螺栓镀层结合力检测
在M14螺栓上镀上镍镀层,用M14板牙对镀镍螺纹铰削,镀层出现任何的剥离现象,则认为镀层的结合力不好。
2 结果与讨论
2.1 除氢、热扩散温度初定
镀镍钢片分别经过 100、150、200、250、300、350、400、450、500、550、600、650℃加热并保温2 小时,加热温度对结合力、镀层表面状况影响见表1。

表1 加热温度对结合力、镀层表面的影响
由表1可见,热处理温度低于450℃时,镀层在划痕试验时有轻微脱落,结合力不够高,450℃后镀层无脱落,说明基体与镀层之间的结合比较可靠,所以加热扩散温度应在450℃以上。
由表1可见,表面状况在300℃以上,镀层普遍出现鼓泡现象,温度越高越多,并发生破裂。这是因为当温度、压力较高时,溶解在钢中的氢将与钢中的渗碳体(Fe3C)发生脱碳反应生成甲烷:

随着反应不断进行,生成的甲烷在钢中扩散困难,只能积聚在晶界原存的微观空隙内,化学镀镍层与钢材界面处同样有甲烷积聚,形成局部高压,造成应力集中,使镀层出现细小的裂纹或气泡鼓起。所以热扩散加热前应先除氢,除氢温度不宜太高,否则除氢未果,镀层已被甲烷气泡胀鼓,由表1可知除氢温度应在300℃以下。
2.2 除氢温度的确定
除氢效果较好时,氢已从钢材中逐出,再进行高温处理时,则不会发生起泡胀破现象。本文从低到高用不同温度对镀件除氢两小时,然后进行450℃高温处理两小时,不发生起泡胀破者为除氢适宜温度,见表2。

表2 除氢温度对镀层表面的影响
由表2可知,220℃以下除氢时,除氢不尽,在高温处理时,镀层都存在裂纹及气泡,220℃以上时,由于温度偏高,在除氢时,已有甲烷产生并积留。高温处理,更使裂纹变大,气泡增多,所以定200~220℃为除氢适宜温度,由于还存在微小裂纹,故将除氢时间延长为3小时,以提高除氢质量。
2.3 加热扩散温度的确定
在加热条件下,镀层中镍向基材扩散的同时,基材中的铁、碳也在向镀层扩散,当铁、碳扩散到镀层表面时,通过能谱检测可以测到铁、碳含量的变化。图1、图2分别为原镀层、除氢镀层谱图,图3至图5为除氢后经450、500、550℃加热处理2小时镀层的图谱。
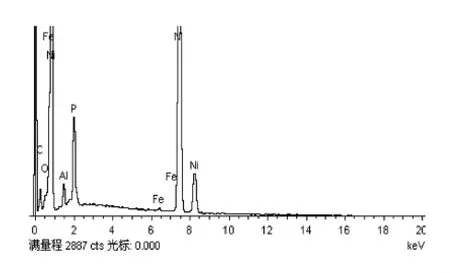
图1 镀层XRD图谱

图2 220℃除氢镀层XRD图谱
由图1至图5得表3。
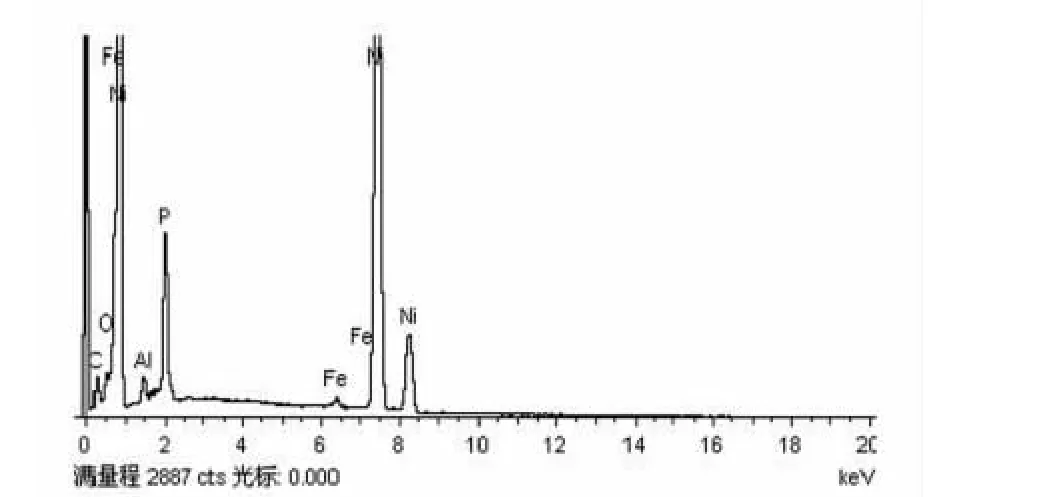
图3 220℃除氢、450℃加热镀层XRD图谱
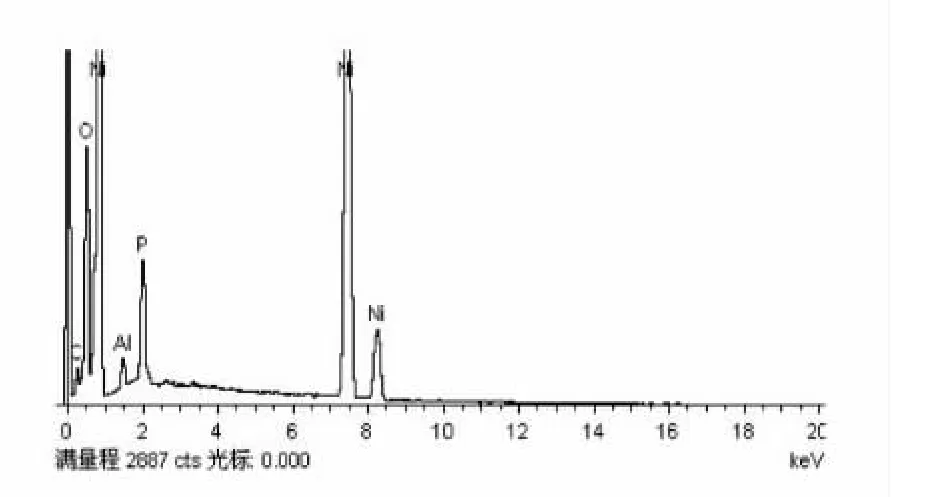
图4 220℃除氢、500℃加热镀层图谱

图5 220℃除氢、550℃加热镀层图谱

表3 加热温度对镀层成份及镀层表面的影响
由表3中的成分对比情况表明,碳、铁、镍、磷随温度升高而减少,氧却不断增加,结合表面状况可以看出,随温度升高表面氧化现象加深,500℃时铁因氧化减少至零,到550℃时铁增加到0.62%,这说明基材铁原子已扩散到表面,所以扩散温度应处于500℃到550℃之间。
由表3中的表面状况可见,镀层在450℃加热扩散后表面颜色发蓝,温度越高颜色越深,这是因为在马弗炉中高温条件下,很难避免氧化层的生成(发蓝工艺),镀层表面生成一种稳定的氧化物NiO。后续实验中在炉中加入大块木碳,将镀件埋入其中,有效防止了镀层氧化。
2.4 热处理效果评价
用上述200~220℃除氢3小时,500~550℃热扩散2小时,对镀镍螺栓进行热处理,再用板牙铰削,结果见表4。

表4 螺栓铰削后镀层表面
由表4可见,螺栓镀镍后的原镀层和只除氢镀层都出现脱落,而除氢和加热扩散后的镀层,经过铰削无脱落,说明热扩散后镀层与钢材的结合力满足机加工要求。
3 结论
(1)A3钢表面镀镍层厚度为30μm时,除氢温度为200~220℃,保温时间3小时;加热扩散温度为500~550℃,保温时间为2小时,除氢效果好,镀层与钢材形成热扩散层。
(2)经用板牙对镀镍螺纹铰削证明,除氢和加热扩散后的镀层与钢材结合力符合刀具切削要求。
(3)加热扩散温度较高,应在镀件旁边放上大块木炭以防氧化。
[1]柳斌.镀后除氢是电镀产品防氢脆的最好办法[J].表面工程资讯,2009(1):13.
[2]张栋,钟培适,陶春虎.失效分析[M].北京:国防工业出版社,2004.
[3]叶国平.化学镀非晶态Ni-P合金的研究与应用[J].装甲兵工程学院学报,2005(3):39-41.
[4]李宁.化学镀镍基合金理论与技术[M].哈尔滨:哈尔滨工业大学出版社,2000.
[5]汪玉祥.电机磨损轴镍磷化学镀修复技术及效果[J].材料保护,2009(7):63.
[6]陈亚.现代实用电镀技术[M].北京:国防工业出版社,2003.
[7]潘永亮.化工设备机械基础[M].北京:科学出版社,2007.
[8]郭海洋.化学镀技术应用新进展[J].金属热处理,2001(1):9-11.
猜你喜欢
大电机技术(2022年4期)2022-08-30
农业装备与车辆工程(2021年9期)2021-10-04
表面工程与再制造(2019年1期)2019-05-11
土壤学报(2018年2期)2018-04-13
科技视界(2018年27期)2018-01-16
火箭推进(2017年4期)2017-09-12
电镀与环保(2016年2期)2017-01-20
中国塑料(2015年2期)2015-10-14
上海塑料(2015年3期)2015-02-28
山东工业技术(2014年22期)2014-07-09
