
高效环保全自动不锈钢杯类抛光机的研制
2011-07-03 02:09魏海翔张跃峰刘翠华
制造业自动化 2011年19期
魏海翔,王 娜 ,张跃峰,刘翠华
(1.中山市技师学院,中山 528403;2.中山职业技术学院 机电工程系,中山 528403;3.广东省广州石油机械厂,广州 511483;4.中山市黄圃镇科委,中山 528429)
0 引言
杯子是人们的日常用品。不锈钢杯以其坚固耐用、美观大方的特点,越来越受人们的欢迎。为了满足人们对杯子外观的多样化需求,国内许多不锈钢杯生产厂家也推出了各种款式的杯子。而国内现有的不锈钢杯类抛光工艺仍以手工抛光为主,产品质量得不到保证而且效率低下。虽有部分企业在致力于实现机械抛光工艺的自动化,但也是一些形状规则、厚壁型不锈钢件的表面抛光,如不锈钢圆管、方管等。市场上还没有出现专业针对不锈钢杯类产品的全自动抛光设备,仅有的几款半自动不锈钢杯抛光机,但也只能针对一种规格或者同一杯形不同规格杯子的抛光,不能满足多样化的生产需求,也还没能解决在传统手工抛光工艺中出现的效率低和安全环保等问题。
因此,研制了一种不锈钢杯类自动抛光机,它能实现抛光工艺的全自动化,极大地提高现有抛光的生产效率,解决不锈钢杯生产过程中的瓶颈问题,并可大大地节省生产成本,具有巨大的经济效益。同时符合安全与环保的理念,操作员与抛光砂轮间完全隔离,不会吸入粉尘。抛光过程中的金属粉尘可集中处理,不会污染环境,具有巨大的社会效益。
1 系统简介
不锈钢杯类自动抛光机解决了目前不锈钢杯抛光工艺的效率低下,不符合国家安全与环保政策的要求等问题。它在本领域内是一项十分关键而重要的设备,是不锈钢杯制造设备的一个发展方向。
1)全自动化设计。实现了抛光与进出料的全自动化,解放了流水线上的劳动力,降低了操作工人的劳动强度,大大提高抛光效率。
2)界面友好、操作简单。采用7.5英寸VGA触摸屏显示,触摸式操作,并对整个操作过程进行记录。操作员只需在界面设置相关的参数,即可实现抛光的全自动化。
3)定位精度高。XY滑台位置精度高,采用伺服电机驱动,PLC+位控模块控制,其控制精度为0.01mm,保证产品的质量。
4)适用范围广。本设备不仅能满足直筒杯形的抛光要求,还可适用于有斜面的多种规格杯子抛光。不同规格的杯子进行抛光时,不需要改动硬件及电路,只需在触摸屏上设置相应的参数,以及更换相应规格的磨头,即可实现全自动抛光。
5)安全环保。本方案将操作员与抛光工序完全隔离开了,确保操作员不接触抛光时产生的金属粉尘及有害气体,预防职业病,同时本套设备自动对金属粉尘及有害气体进行收集,方便集中处理,满足国家的环保政策要求。
2 系统设计
2.1 技术要求
1)主要技术参数:
(1)设备总功率:约7.5KW
(2)供电电源:AC 380V
(3)砂轮转速:2900r/min
(4)气源压力:0.4-0.8Mpa
(5)周期工序:1P
(6)抛光工件最大尺寸:Φ80 x 160mm 直径x长度
(7)可装抛光砂轮尺寸:直径>80mm 厚度<65mm
(8)整机外型尺寸:1600x1250x800mm 长x宽x高
2)效率目标:按每日工作8小时计算,日产量:1200件/日。
传统手工抛光效率:250件/人/日,相比效率提高数倍。
3)自动化程度:全自动化。仅需一人在进料口放置物料,其后全部抛光过程由机器自动完成。
4)环保目标:设备运行时操作处噪音控制在70分贝以内。刺激性气体和粉尘用专用设备收集,不对现场环境造成影响。
2.2 系统设计
本套系统包括:控制电路、自动控制程序和机械结构三部分。
2.2.1 不锈钢杯类自动抛光机流程及各模块功能
不锈钢杯类自动抛光机采用伺服电机驱动,PLC+触摸屏控制,各模块之间通过接口交换数据,本套设备主要由皮带输送与定位机构、夹杯旋转机构、XY坐标滑台、回转式夹持装置、砂轮机、落料机构及机架和电气控制部分组成。
1)皮带输送与定位装置
皮带输送与定位装置主要由皮带驱动电机、皮带传动组件、导向条、张紧轮组件、前定位挡块组件及后定位挡块组件组成,如图1所示。
其中导向条设计成可调节结构,以适应不同口径的杯子。前定位挡板安装位置也可调节。
皮带参数:带宽200mm;厚度4mm。
电机功率:0.37KW,采用变频调速控制。
该项装置的主要作用是:输送物料并可靠定位。
2) 夹杯旋转机构
夹杯旋转机构主要由旋转主体、夹杯气缸组件、旋转气缸组件组成,如图2所示。
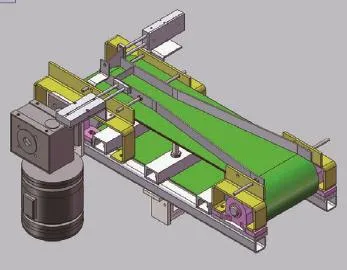
图1 皮带输送与定位装置
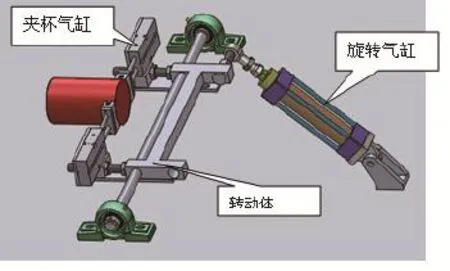
图2 夹杯旋转机构
将在皮带面上定位好的立式放置的杯子夹紧并旋转90度,使杯子变成水平布置,以利于杯子夹持装置取料。
其初始状态为:旋转气缸伸出,夹杯气缸缩回。当杯子来到定位点时,夹杯气缸伸出夹住杯子,然后旋转气缸缩回,则杯子被转动90度,成水平放置,以利用物料的取持。
3)XY坐标滑台
如图3所示,XY坐标滑台的主要作用是:可作X和Y两个方向的往返运动,从而带动安装在其上的夹持机构进行取料,抛光,落料等动作,是该机器的核心部件。
X、Y轴的移动由伺服电机带动丝杠,驱动螺母作X、Y向移动,丝杠导程为10mm,其动精度可达0.01/脉冲。以满足其定位精度的要求。X、Y轴间可作插补运算,以精确实现变形截机的抛光。
4)回转式夹持装置
该机构(如图4所示)的主要作用是:夹紧杯子,模拟操作工人人手的作用,在十字滑台的带动下,可作纵向往返运动从而达到抛光的效果。

图3 XY坐标滑台
5) 落料装置
该机构(如图4所示)的作用原理是:夹持装置转过90度,其夹芯卡于落料装置的半圆弧内,当夹持装置往前移动时,杯子在半圆弧板的阻挡下脱离夹持装置,落在落料槽内沿斜面滑出。
6)砂轮机
砂轮机整体安装在机架上,为抛光工艺的主动力设备。
7)机架
机架是整个设备的支撑件,所有的零部件都安装在机架上,所有的力及重量最终均传递至机架上。
8)电气控制系统
高效环保全自动不锈钢抛光机电气控制系统采用:PLC+伺服+变频+触摸屏控制, 能实现其动作要求。
2.2.2 工艺流程
不锈钢杯类自动抛光机整体结构如图4所示。设备主要由以下部分组成:皮带输送与定位机构;夹杯旋转机构;XY坐标滑台;回转式夹持装置;砂轮机:落料机构及机架和电气控制部分组成。
其主要工艺流程如下:
1)杯子倒立于平皮带表,杯子排列于皮带表面上,电机带动皮带及杯子向前运动(此时,前定位挡板缩回,后定位挡板伸出。),杯子到达预定位置时,由后定位装置挡住,此时前定位挡块伸出,使前面的杯子与杯子阵列分开。
2) 杯子到达预定位置时,由光电开关检测到信号, 并指令夹杯气缸动作,夹杯气缸伸出夹住杯子,后定位挡块缩回,然后旋转气缸缩回,带动夹杯旋转机构翻转90度。使杯子成水平布置后,后定位挡块伸出。

图4 不锈钢杯类自动抛光机整体结构
3) 杯子翻转90度后, 杯子的中心与十字滑台上夹杯器中心对齐,十安滑台纵向滑动, 杯子套入夹杯器, 松开气缸,由于摩擦力的作用,杯子稳定套在夹杯器中。
4) 十字滑台纵向后退到砂轮纵向处边沿约10mm处时, 夹持气缸伸出夹住工件;十字滑台横向前进,至砂轮边沿处。
5) 十字没滑台纵向前进,杯子外表面被砂轮抛光。前进行程约为杯子的长度+10mm, 行程完成后,后退至原位置。此为一个行程。
6) 往复走2~4个行程。
7) 十字滑台回原始位置,把已抛光好的工件取下。
8) 完成一个工作循环.进入下一个循环。
3 结论
在本套设备研制过程中重点解决以下问题:
1)实现高精度定位。大功率的砂轮电机运行时会产生强烈震动以及电磁干扰,在这种环境下要实现高精度定位有一定难度,因此布线的方式以及控制电缆进行了屏蔽处理,以提高抗干扰能力。
2)磨损自动补偿系数的确定。抛光砂轮在抛光过程中会有一定的磨损,要实现电脑自动进行磨损补偿,需要根据砂轮材质以及抛光杯子的规格进行准确的计算,并根据实际测试的结果来确定其自动补偿的系数。
3)工件表面温度控制。杯子在与抛光砂轮进行相对运动(抛光)过程中,会产生高温,若温度过高,会使表面变暗,因此必须严格控制抛光时运动的速度以及完成抛光的时间,以保证抛光时产生的温度在许可范围内。
4)镜光的效果。在抛光过程中,不相同材质的不锈钢杯与不同材质的砂轮之间在相同的作用力的推动下,抛光出来的效果也会略有差异。为了实现不同批次的产品质量保证一致,则必须要对杯子与高速旋转的抛光砂轮之间的作用力需要根据各自材质的不同进行计算和确定。
本设备不仅能满足直筒杯形的抛光要求,还可适用于有斜面的多种规格杯子抛光。不同规格的杯子进行抛光时,不需要改动硬件及电路,只需在触摸屏上设置相应的参数,以及更换相应规格的磨头,即可实现全自动抛光。本套设备将操
作员与抛光工序完全隔离开了,确保操作员不接触抛光时产生的金属粉尘及有害气体,预防职业病,同时自动对金属粉尘及有害气体进行收集,方便集中处理,满足国家的环保政策要求。
[1] 成大龙.机械设计手册[M].北京:化学工业出版社,2004.
[2] 朱炳麒.理论力学[M].北京:机械工业出版社,2001.
[3] 魏海翔,刘翠华,魏海科.螺旋焊管的在线超声波自动探伤系统设计[J].自动化仪表,2006,3.
[4] 魏海翔,刘翠华.自动化螺旋焊管静水压机的应用[J].焊管,2006,2.
[5] 孙桓,陈作模.机械原理[M].第六版.北京:高等教育出版社,2001.
[6] 清华大学编写组.模拟电路[M].北京:高等教育出版社,1992.
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
佳木斯大学学报(自然科学版)(2021年6期)2021-12-21
昆钢科技(2021年1期)2021-04-13
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
启迪与智慧·上旬刊(2019年5期)2019-09-10
作文·初中版(2019年8期)2019-09-09
制造技术与机床(2019年3期)2019-02-27
机械管理开发(2018年2期)2018-03-16
制造技术与机床(2017年7期)2018-01-19
