
考虑不确定性的再制造工艺路径柔性化设计
2011-07-03 02:08梁工谦
制造业自动化 2011年19期
张 晶,梁工谦
(西北工业大学 管理学院,西安 710129)
0 引言
再制造生产过程的一个显著特点就是再制造对象质量信息等的不完备性。再制造毛坯在其生命周期中的失效形式以及失效程度都不尽相同,再制造加工对象有其不同的质量水平,这导致了每一个再制造对象的再制造工艺信息都呈现出个性化差异,再制造加工路径的不确定性给再制造产品的工艺信息管理及再制造生产过程可靠性带来很大的问题。
Petri网采用可视化图形描述又有形式化的数学方法所支持,最适合描述制造系统这样的离散事件系统模型的静态结构和动态变化[1~3]。文献[4]提出了一种将Petri网和面向对象方法相结合的生产流程实体建模方法,将生产流程中各个加工站点或生产单元进行高度抽象,抽象出一个个生产站点库所子模块,结合企业生产流程实际情况,将抽象库所进行排列组合,从而组建企业生产系统的生产流程实体建模模型。文献[5]提出了基于关系对象Petri网的装配系统模型快速构建方法。文献[6]提出基于扩展随机Petri网(Extended stochastic Petri nets,ESPN)的模块化建模方法,将可重组制造系统不同的加工资源对应于相应的ESPN基本模块,并通过过渡变迁合成ESPN模型。文献[7]通过对面向对象Petri网的讨论,阐述了利用面向对象Petri网建立业务流程模型的基本问题。文献[8]将面向对象的Petri网(OPNs)扩展为面向对象的随机Petri网(SOPNs)解决生产资源及系统的随机问题。以上文献用不同形式的Petri网对生产系统建模,但对生产系统不确定性及不确定性系统工艺柔性设计的研究较少。
1 再制造生产系统原型分析
再制造生产源头是以废弃产品中那些可以继续使用或通过再制造加工可以再使用的零部件作为毛坯输入,因此供应源是从消费者流向再制造商,所以相对于新品制造活动,具有逆向、流量小、分支多、品种杂和品质参差不齐等特点[9]。
再制造生产系统包括:回收、拆卸、检测、清洗、再制造修复、装配和测试等环节[10]。这几个环节在传统的制造业中也有体现,但是在再制造领域,由于再制造本身具有不确定性的特点,即回收产品的数量、时间和质量(如损耗程度、污染程度、材料的混合程度等)的不确定性,他们的角色和特性发生了巨大变化。除此之外,随着加工的进行,由于废旧零件再一次损坏、加工前未察觉的状况、进一步加工的不可行性都有可能导致原有的加工方案需要重新选择[11]。一种工艺方案无法保证使用于再制造的全过程,因此每个再制造毛坯在再制造生产过程中每个环节都有不同的工艺选择,如图1所示。再制造加工路线不确定,是实际生产和规划时最关心的问题。资源计划、调度、车间作业管理以及物料管理等,都因为这些不确定性因素而变得复杂。工艺路线变性使得再制造生产必须寻求更为柔性的方法[11]。
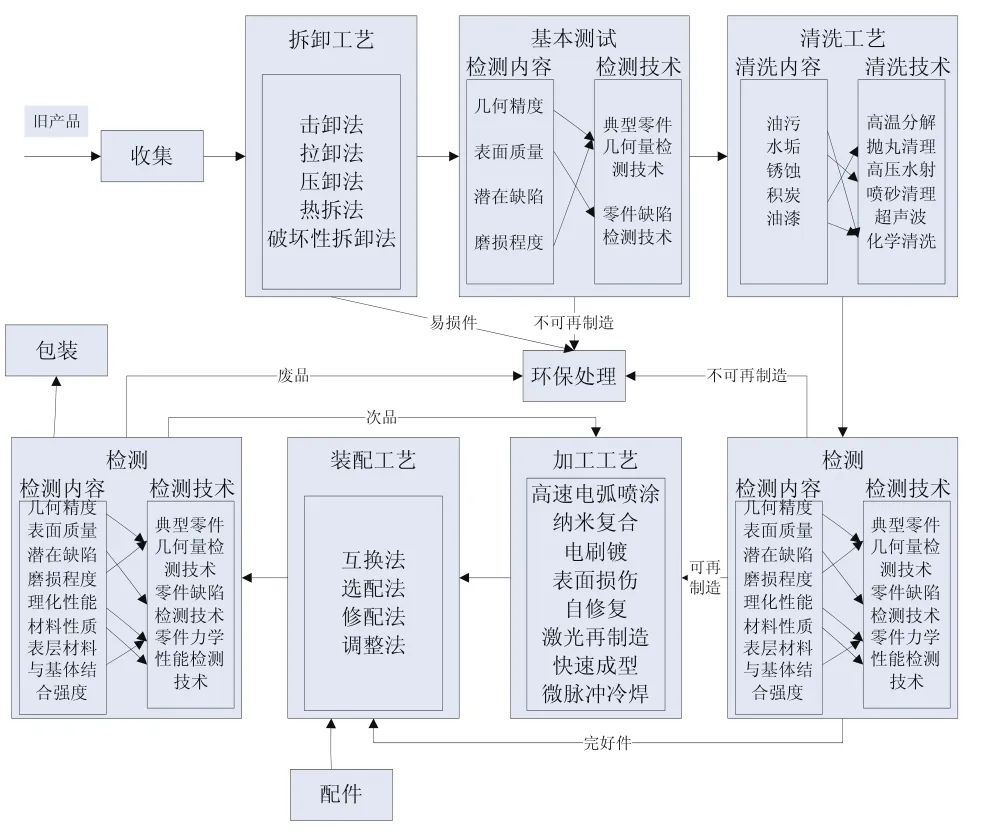
图1 再制造生产流程及工序不确定性
再制造生产系统是具有并行、异步、锁死和冲突等特征的离散事件动态系统,为了能够对其进行深入认识和研究,本文采用面向对象着色petri网对再制造生产系统模型进行分析与设计。
2 面向对象着色petri网
面向对象着色petri网(Object Colored Petri Net, OCPN)应用面向对象建模技术中的“对象”(Object)与“信息传递”的概念,将系统看作由一系列对象及其对象之间的信息传递构成[1]。再制造生产系统可看作由若干对象(如机器)构成,每一对象(如机床)具有用方法(如切削)表征的行为,以及属性或状态(如开始切削、正在切削和结束切削)。对象根据其输入信息进行相应的活动,对象之间的信息传递控制与协调着不同对象所进行的活动及其顺序。采用着色可以对系统类似的要素(如机器、任务和操作等)合并,用这些要素的属性来区分同一类型系统要素的不同个体,即使用色彩作为属性来区别系统内不同个体。
再制造生产系统是由相互关联的许多实体对象(再制造资源)组成的。在OCPN方法中,一个系统S是由一定数目相互作用的实体对象和他们的关系构成,一个系统的数学定义如下:S=(O,R) ,其中O代表系统中一组实体对象的OCPN;R代表实体对象间信息传递关系的集合。
2.1 面向对象的着色petri网中实体对象的定义
其中:Oi——系统中实体对象Oi的OCPN模型;Pi——Oi的有限状态库所集合;Ti——Oi的有限活动变迁集合;IMi——Oi的有限输入信息库所集合;OMi——Oi的有限输出信息库所集合;Ai——活动变迁和状态库所(信息库所)间的输入输出关系;Ei——对象Oi中,活动变迁和状态库所(信息库所)间的输入输出关系表达函数;Ci——和Oi关联的色彩集合;Mi,O——对象Oi所有状态库所和信息库所的初始标识;其中MMi,o和SMi,o分别对象Oi所有初始信息库所和状态库所的初始标识的集合。
OCPN内部的状态库所与活动变迁描述了OCPN所建模的对象的动态属性(对象的活动引起的内部状态的变化),而输入/输出信息库所接受来自其他对象/向其他对象发送信息(托肯)。
2.2 OCPN中信息传递关系网的定义
定义2 对象Oi(信息发送者)Oi至(信息接受者) 信息传递关系网正规地表示为:

其中:OMi——对象Oi的输出信息库所有限集合;gij——Oi至Oj的信 传递门的有限集合;IMj——对象Oj的输入信息库所有限集合;C(IMj)——对象Oj的输入信息库所的色彩集合;C(OMj)——对象Oi的输出信息库所的色彩集合;C(gij)——gij的色彩集合;Iij(OMi,gij)——从输出信息库所OMi到门gij的输入映射(函数),即(非负整数),对应着从OMi到gij的彩色有向弧;Oij(IMj ,gij)——从门gij到输入信息库所IMj的输出映射(函数),即(非负整数),对应着从gij到IMj的彩色有向弧。
3 基于OCPN的再制造生产系统建模
基于OCPN的再制造生产系统建模有二个阶段:静态分析阶段和动态分析阶段。
3.1 静态分析
静态分析阶段主要是确定再制造生产系统模型建模中要用到的所有对象类及其基本属性和方法,构建各对象的OCPN。例如再制造生产过程中机床的静态OCPN如图2所示。此步需对再制造生产过程中的所有资源(包括使用的所有机器及加工工具、缓冲区和运输设备等)进行分析与建模。

图2 机床静态OPN模型
3.2 动态分析
动态分析阶段是根据静态分析阶段的结论,将对象的OCPN相互连接,建立基本的OCPN模型。为了再制造生产的柔性,需对每道工序中的方法或过程进行封装,例如拆解工艺中具有击卸法、拉卸法、压卸法等方法,由于工序的不确定性,不同加工对象使用的拆解方法不同,为了使用的方便,将每种方法用petri网建模,并进行封装,以便在使用中直接调用。本文在此设计了按工艺方法对对象OCPN进行封装,按过程实现调用的方法以实现生产工艺的柔性。
3.2.1 按工艺方法进行封装
将每道工序中每个工艺方法使用到的对象OCPN按其关系进行连接,建立某道工序某方法的OCPN模型。由于每个这样的OCPN模型都是使用不同的方法处理工件,因此都会有一个信息输入库所im和一个信息输出库所om,通过门变迁与其他方法或对象的OCPN模型相连。调用时只需设计每个OCPN之间门变迁的输入输出映射(函数),此映射即为工艺路径的条件选择函数。例如:某道工序的工艺方法(以系统Sk表示其封装模型)需用到2台机床(a1,a2),一个缓冲区(b1)和一台运输设备(c1)。该工艺方法为工件a1通过运输设备先由机床a1进行加工,然后再由运输设备运到机床a2,由机床a2进行加工完成工件a2。imb1接前一封装工艺的信息输出,oma2接后一封装工艺的信息输入。门变迁完成加工条件的选择。如图3所示。

图3 某工艺方法封装OCPN模型
该封装工艺方法Sk的初始模型可以定义为Sko=(Oo,Ro),其中Oa2,Ob1,Oc1的定义同静态分析中的定义,
3.2.2 系统的调用
系统调用过程与BOM(Bill of Material,物料清单)视图生成过程同步。BOM是对产品配置关系的描述,包括产品对象的结构关系和基本属性信息。传统的生产过程中BOM具有设计BOM(EBOM),工艺BOM(PBOM),制造BOM(MBOM)等几种形式,不同阶段的BOM记录了产品生命周期中不同的制造信息,对产品形成过程具有指导与跟踪作用。在再制造生产过程比传统的生产过程多了拆卸BOM(DBOM)。DBOM是再制造生产过程的专用视图,是产品拆卸阶段的数据结构视图,记录了产品拆卸过程及结果。
造成EBOM和PBOM结构区别的特殊部件是关键部件和外协部件。关键部件是需自己生产的部件(需进行工艺设计),外协部件是需要从外部购置的部件(不需进行工艺设计)。拆卸BOM向设计BOM转换的过程中需经过检验工序,因此设计BOM即在拆卸BOM中标出关键部件与外协部件,如图4所示设计BOM中黄色为关键部件,绿色为外协件,工艺BOM需在设计BOM上对关键部件进行细分与工艺设计,即可直接对现有封装的工艺方法OCPN模型进行组合与调用。调用过程需将相应的输入与输出进行连接,增加信息传递关系,在相应的门变迁加入条件选择函数。3.2.3 系统性能检验

图4 基于BOM的工艺柔性设计
在运用模型对生产系统实行控制之前,必须确定系统是否存在锁死状态、溢出情况、系统是否安全等。锁死的发生会导致制造系统中止运行,因此在激发系统控制前必须设法避免其发生。系统性能检验分为两部分:对封装工艺方法模型的检验和对调用系统的检验。由于对工艺方法的封装将再制造工艺大系统划分成小系统,其锁死,溢出检验较为容易。系统调用过程中会添加一些约束条件,可能会增加托肯的隐藏路径即增加冲突发生路径,因此需对冲突添加必要的控制/决策规则。
4 结论
针对再制造加工对象工艺路径的不确定性,通过运用面向对象的着色petri网对工艺方法的封装,实现在BOM设计过程中对工艺方法的调用,从而克服了工艺路径不确定性对再制造生产柔性的要求,实现工艺快速设计。再制造工艺的柔性设计有利于再制造在大型装备制造方面的应用。
[1] 江志斌.Petri网及其在制造系统建模与控制中的应用[M].机械工业出版社,2004.
[2] N.Sadou,H.Demmou.Reliability analysis of discrete event dynamic systems with Petri nets[J].Reliability Engineering and System Safety.2009(94):1848–1861.
[3] Li Aiping,X.N.,reconfi gurable production line modeling and scheduling using petri nets and genetic algorithm[J].Chinese Journal of Mechanical Engineering,2006,19(3):362-367.
[4] 陈友玲,张永阳,覃承海.基于Petri网技术的生产流程实体建模方法研究[J].计算机集成制造系统,2009,15(6):1075-1080.
[5] 张杰,李原,张开富.基于关系对象Petri网的飞机装配系统模型快速构建方法[J].计算机集成制造系统,2010,16(6):1195-1200.
[6] 谢楠,李爱平.基于扩展随机Petri网的可重组制造系统建模与分析方法[J].机械工程学报,2006,42(12):224-231.
[7] 石国玲,李一军,马维忠.基于面向对象Petri网的业务流程建模方法研究[J].运筹与管理,2004,13(4):21-24.
[8] Jiang Zhibin,He Junming.Stochatics Object-Oriented Petri Nets(SOPNS) and Its Application in Modeling of Manufacturing System Reliability[J].Chinese Journal of Mechanical Engineering,2003,16(3):272-284.
[9] 徐滨士,等.再制造工程基础及其应用[M].哈尔滨工业大学出版社,2005.
[10] 赵昱卿,夏守长,奚立峰.产品再制造特征的研究[J].新技术新工艺,2003(1):7-9.
[11] 崔培枝,姚巨坤.面向再制造全过程的管理[J].新技术新工艺,2004(7):17-19.
猜你喜欢
电子制作(2019年7期)2019-04-25
新生代(2018年16期)2018-11-13
电脑知识与技术(2016年31期)2017-02-27
遥感信息(2015年3期)2015-12-13
天津科技大学学报(2015年2期)2015-08-09
中国交通信息化(2015年6期)2015-06-06
中国舰船研究(2014年4期)2014-05-14
天津科技大学学报(2014年4期)2014-02-27
制造技术与机床(2012年3期)2012-09-26
计算机工程与设计(2011年7期)2011-09-07
