
基于SLM的空心金属浮雕快速制造研究
2011-06-05 12:01:40杨永强
电加工与模具 2011年5期
刘 杰,杨永强
(华南理工大学机械与汽车工程学院,广东 广州 510641)
浮雕是在平面上雕刻出凹凸起伏形象的一种雕塑艺术。它采用压缩的办法来处理对象,靠透视等因素来表现三维空间,能很好地保持三维物体在某个观测角度的外型轮廓和视觉效果,具有很强的艺术表现力。浮雕的应用已经遍及人类生活的各个方面,如:建筑装潢、标识匾牌、钱币、工艺制品等[1-2]。目前,针对金属材料的浮雕,大多采用数控雕刻的方式进行制造。
数控雕刻属于材料去除加工,会造成材料的浪费。同时,铝、镁、工具钢、钨钢和钛等难加工金属材料,很难雕刻出理想的效果。选区激光熔化(Selective Laser Melting,SLM)是一种利用金属粉末直接制造出相对密度接近100%近终端产品的新型快速成形工艺,是当前快速成形领域的研究热点[3-6]。采用光纤激光器的SLM设备,其输出激光能聚焦到30~50μm,非常适合应用于精密金属零件成形。与雕刻相比,采用SLM加工金属浮雕具有3个主要优点:①SLM属于添加式制造,能有效避免雕刻中的材料浪费;②SLM属于分层式制造,能制造任意复杂度的形状。用来制造具有空心结构的浮雕,能减少材料消耗;③SLM属于激光加工,理论上能被激光熔化的材料都可用于加工,能制造出更多种材质的浮雕。
在现实生活中,金属浮雕主要起到装饰的作用。外观是其主要内容,而对其力学性能的要求不用像零件一样高。在不影响外观的前提下,将金属浮雕内部做成空心结构,能有效减少材料的消耗。为此,本文将研究基于SLM的空心金属浮雕快速制造技术,主要包括浮雕的快速建模和空心浮雕SLM加工数据的生成。
1 基于图像的浮雕快速建模
目前针对浮雕的建模主要有2种方法[1]:基于二维图形法和基于图像法。其中,基于图像法是一种自动化程度较高的快速建模方法。它根据图像的灰度与视觉效果的映射关系,从图片中提取出灰度信息并转化为深度值,最终生成三维浮雕模型。
1.1 基于灰度的浮雕三维建模
灰度是图像的黑白色调表示。8位灰度图像的每个像素,其亮度(灰度值)都是介于黑色(0)和白色(255)之间的256种亮度值中的一种,表示亮度从深到浅。通常情况下,用于建模的浮雕图像是24位彩色图像,其每个像素的亮度(RGB值)由R(红)、G(绿)、B(蓝)3个分量共同决定。因此,需要将RGB值转化成灰度值,并可通过求加权平均数的方法来实现这种转化(0.299、0.587和0.144为HTSC标准的加权系数):

得到的灰度值L与像素的宽(W)、高(H)组成浮雕图像的三维空间(W×H×L)。由于得到的灰度值L介于0和255之间,而图像的分辨率(W ×H)是多种多样的,如800×600和400×300等。直接用灰度值L生成平面图像的高度值,会造成浮雕模型的整体不协调,需要引入一个缩放因子来协调三维浮雕模型的生成。图像每个像素点的灰度值li,乘以缩放因子得到该像素点的高度zi:

γ的正负,可用来控制浮雕的凹凸。图1为不同缩放因子下的三维模型。
1.2 浮雕模型的光顺处理

图1 不同缩放因子下的三维模型
利用灰度值得到的三维浮雕模型,边缘会出现棱角。尤其当原始图像的灰度信息较少时,很难形成柔顺自然的过渡(图1)。考虑到浮雕模型的美观性,需对浮雕进行光顺处理以消除棱角。常见的光顺处理算法有[7]:拉普拉斯光顺、面片法向的均值滤波、面片法向的中值滤波、曲率中值滤波、带夹角条件的均值滤波和加权均值滤波。其中拉普拉斯光顺是生成光顺曲面最简单的方法,它通过迭代将顶点位置调整到邻接顶点的重心,具有在给定的约束下曲面面积最小的特点,常用来调整有限元素网格的几何不规则性,非常适合快速处理浮雕模型。对于1.1节的浮雕模型,每个由灰度值得到的高度可通过如下迭代公式来进行光顺处理。

式中:zi 为顶点i的新高度;N为与顶点i邻接的顶点数;zj为顶点i的邻接顶点j的高度。光顺程度可通过改变迭代次数来进行调节(图2)。

图2 不同迭代次数下的光顺程度
2 空心金属浮雕的加工数据生成
2.1 金属浮雕SLM加工数据生成
加工数据负责驱动SLM设备进行铺粉和激光扫描,从而实现金属零件的逐层堆积成形。三维浮雕模型首先需通过切片和扫描路径生成得到SLM设备所识别的加工数据。切片是采用沿高度方向移动的平面与三维模型进行截交,得到三维模型的切片层(Slice Layer)描述(图3)。切片厚度的选取依据工艺的考虑,与铺粉厚度相同。扫描路径是依据特定的扫描策略,引导激光对切片层实体部分的填充(图4)。针对浮雕模型的切片和扫描路径的生成,已做了相关研究[8]。


2.2 “断链”扫描策略
直接用图像生成的三维浮雕模型,其浮雕面下是实心结构。经加工数据生成的扫描路径,将会填充整个单层切片轮廓包围的实体部分。扫描路径最终引导激光完全熔化外轮廓范围内的金属粉末,生成单层的实心结构。这种实心结构层层叠加,最终形成实心浮雕。
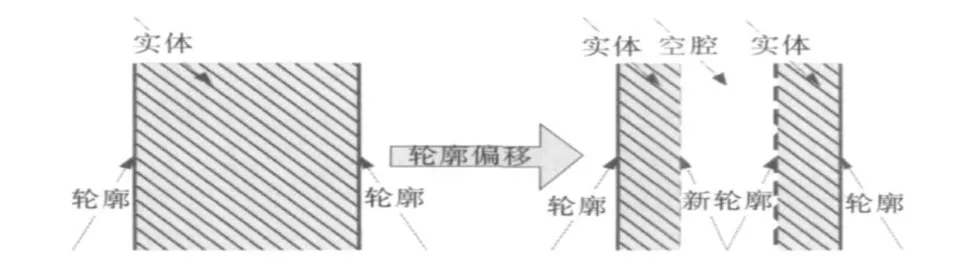
图5 空心结构的成形原理
对于浮雕这种特殊的零件而言,其主要特征是整个浮雕面。浮雕面下的结构,在不会使浮雕面变形的情况下,可考虑制造成空心结构以节省材料。对于SLM加工来说,仅考虑熔化浮雕面内侧偏移一定量的区域。也就是在单层扫描时,轮廓向实体部位偏移一定量产生新的轮廓和空腔,然后激光选择性地熔化新旧轮廓包围的实体区域(图5)。这相当于将原有实心浮雕的扫描路径用空腔进行了截断。实际加工中,在生成这种截断的扫描路径时,需对轮廓进行偏移计算。对于浮雕模型切片后生成的连续小线段而言,计算量非常大。为此,给出一种简化的方法——“断链”扫描策略。
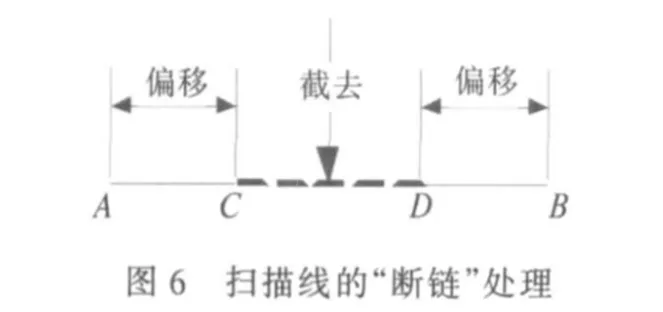
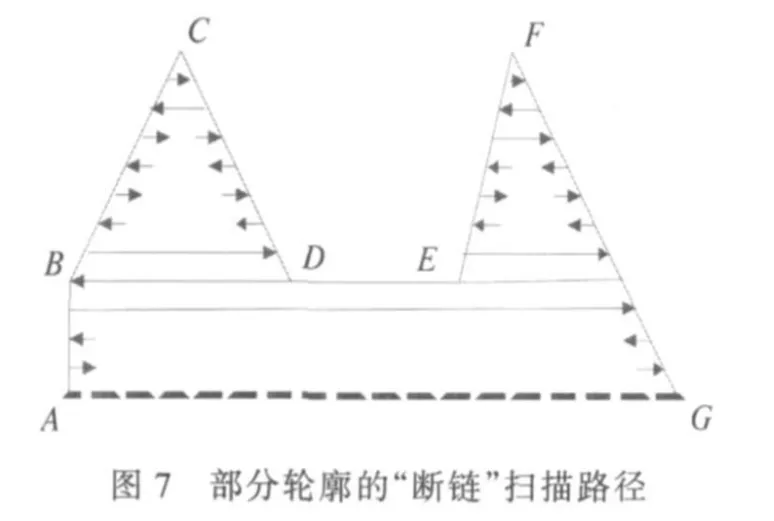
“断链”扫描策略是对实心浮雕扫描路径的再处理。“断链”的基本算法为:根据所需轮廓的偏移量,分别沿原有实心浮雕扫描线的两个端点向内偏移产生两个新的点,然后将新的点所表示的线段截去,生成“断链”后的扫描线(图6)。扫描线 AB经“断链”后得到两条新的扫描线 AC和DB。在进行“断链”时需考虑以下条件:①若原有扫描线的长度小于2倍轮廓偏移量,则该扫描线不进行“断链”操作;②若轮廓上某线段与扫描线平行(图 7中的线段DE),则需判断扫描线与线段的距离。若距离小于或等于轮廓偏移量,则该扫描线不进行“断链”操作;③若轮廓上某个点的前后两条线同时与同一扫描线相交(图7的点 C、点 D),则需判断扫描线与该点的距离。若距离小于或等于轮廓偏移量,则该扫描线不进行“断链”操作。
3 空心金属浮雕的加工实验
本节将通过实验来验证“断链”扫描策略及SLM空心金属浮雕快速制造的可行性。
3.1 实验设备及材料
实验设备使用自主开发的Dimetal-280选区激光熔化快速成形设备。系统采用200 W掺镱双包层连续式光纤激光器,波长为1090 nm,光束质量因子M2≤1.2,经f-θ透镜,可在成形平面上聚焦成50μm的光斑。系统主要组成包括升降精度达±5μm的精密铺粉系统、气密成形室、激光发生及光路系统、振镜扫描系统等,由工控机集成控制,通过成形控制软件及扫描路径规划软件,对激光参数、铺粉参数及扫描参数进行调节,图8为系统原理示意图。金属粉末采用-500目气雾化316L不锈钢粉。成形所用的基板采用Q235钢加工的方块,尺寸为100mm×100mm×10mm,实验前打磨平整,采用纯氮气保护。

图8 Dimetal-280系统原理示意图
3.2 实验数据及方法
原始图像选用分辨率为194×206的灰度图像(图9)。浮雕三维模型生成时采用的缩放因子为0.01,迭代次数为1000;切片层厚为0.035mm。实验分为2组,分别进行实心和空心浮雕的加工。实心浮雕采用正交+层错的扫描策略。空心浮雕在实心浮雕基础上采用“断链”扫描策略。激光功率为150 W,扫描速度为600mm/s。
图9 原始图像(194×206)
3.3 实验结果与讨论
成形结果见图10。从正面看,两者的外观几乎一致。从背面看,空心浮雕具有一个空腔结构。由于空腔的表面属于“悬垂”结构,成形时会出现“挂渣”现象,所以表面质量较差,但并不影响浮雕的外观。经检测,实心浮雕的重量为67.97 g,空心浮雕的重量为51.96 g。空心浮雕的质量相对实心浮雕减少了23.5%。
4 结论
(1)提出了基于SLM的由图像直接制造空心金属浮雕的方法。主要步骤为:基于灰度的浮雕三维建模、浮雕模型的光顺处理和加工数据的生成。

(2)针对空心浮雕的扫描路径生成,提出一种“断链”扫描策略。该策略以一定的规则将实心浮雕的加工数据进行“断链”处理,从而快速有效地生成空心浮雕的加工数据。
(3)通过实验得到的空心浮雕,与实心浮雕的外观几乎一致,质量相对实心浮雕减少了23.5%,有效的节省了金属粉末。
[1]徐小燕,刘胜兰,李博,等.基于曲率特征的三维模型浮雕压缩算法[J].计算机与现代化,2010(5):1-5.
[2]何会珍,杨勋年.曲面浮雕生成[J].计算机辅助设计与图形学学报,2010,22(7):1132-1137.
[3]王迪,杨永强,吴伟辉.光纤激光选区熔化316L不锈钢工艺优化[J].中国激光,2009,36(12):3233-3239.
[4]杨永强,何兴容,吴伟辉,等.选区激光熔化直接成型个性化骨科手术模板研究[J].中国激光,2009,36(9):2460-2464.
[5]吴伟辉,杨永强,卫国强.选区激光熔化快速成型制造精密金属零件技术[J].中国激光,2007,34(增刊):175-179.
[6]吴伟辉,杨永强.选区激光熔化快速成形系统的关键技术[J].机械工程学报,2007,43(8):175-180.
[7]吴文国,余莉,金小刚,等.曲面光顺方法的改进[J].中国图象图形学报,2003,8(特刊):512-516.
[8]Liu Jie,Yang Yongqiang,Lu Jianbin,et al.An object-oriented class library for scanning path generation in SLS/SLM process[J].Applied Mechanics and Materials,2010,44-47:3309-3313.
猜你喜欢
激光与红外(2023年11期)2023-12-12 12:00:12
宁波经济(财经视点)(2022年11期)2022-12-16 12:38:17
机械管理开发(2020年2期)2020-04-16 02:51:02
制造技术与机床(2019年8期)2019-09-03 01:14:32
科技创新与应用(2018年36期)2018-01-29 10:30:36
船舶标准化工程师(2017年2期)2017-04-05 08:42:56
数字技术与应用(2016年6期)2016-07-09 08:06:51
学术论坛(2015年6期)2015-12-24 15:55:20
计算机工程(2015年4期)2015-07-05 08:27:42
江西煤炭科技(2015年2期)2015-04-16 09:44:02
