基于可编程逻辑控制器和变频器控制的玻璃丝网印刷系统
2011-06-02 09:55韦建德
电机与控制应用 2011年3期
韦建德
(海南师范大学自动化系,海南海口 571158)
0 引言
某公司从美国引进的一条玻璃丝网印刷自动生产流水线,是一条汽车玻璃深加工行业必备的生产设备,整条生产线长30多m,宽2 m多。设备由继电接触器等控制,由于设备已经老化,控制效果差,严重影响了产品的质量,甚至造成停产。因此,必须对该生产线丝网印刷设备控制系统进行技术改造。
1 玻璃丝网印刷的系统控制工作流程和工艺要求
玻璃丝网印刷自动生产流水线是一条将汽车用前档玻璃和后档玻璃进行清洗、干燥后,在玻璃上印刷一定图案油墨,并进行烘干处理的生产设备,丝网印刷过程工作流程如图1所示。其丝网印刷过程如下:
(1)从前面干燥段输送线传送来的玻璃,到达丝网印刷段输送线上,传送带下降,丝网印刷台运送玻璃移动至丝网印刷位置,到达后丝网印刷框架下降,丝网印刷刮板下降,开始丝网印刷过程,即丝网印刷刮板从起始位置移动至终止位置,同时回油刀在上升位置也从起始位移动到终止位。
(2)丝网印刷完一片玻璃后,丝网印刷台携带玻璃一起回至输送线处,输送线将玻璃传送至下一烘干工位;丝网印刷刮板上升,回油刀下降,从丝网印刷终止位置回程至丝网印刷起始位置,完成一片玻璃的丝网印刷过程,等待下一片玻璃的丝网印刷周期。
从以上过程可见:丝网印刷完一片玻璃并输送出丝网印刷工位后,丝网印刷刮板才上升,回油刀下降,并有一定时间延迟等待丝网印刷刮板的油墨掉尽后,进行回程过程,等待时间需稍长,否则影响到下一片产品丝网印刷质量,生产效率不高。

图1 丝网印刷过程工作流程
2 技术改造的基本原则和具体措施
2.1 基本原则
技术改造的基本原则如下:(1)保持原生产线的操作控制逻辑;(2)尽量使用原电动机、可编程逻辑控制器(Programmable Logic Controller,PLC)、电磁阀、行程开关、接近开关等;(3)使用原操作起动按钮、转换开关、停止按钮、急停按钮等;(4)保证各种监视机器运行的批示灯动作不变;(5)保证实现对生产线的各种故障停机,并具有较高的灵敏度。
2.2 具体措施
(1)采用变频调速控制,如图2示。

图2 丝网印刷刮板控制原理图
(2)变频器主要参数的设置如表1所示。
表中:ACC——加速斜坡时间,s;
DEC——减速斜坡时间,s;
LSP——低速时频率,Hz;
HSP——高速时频率,Hz;
UFR——用于自学习过程中调整对应于100%的测量值,%;
FLG——频率环增益,%;

表1 丝网印刷刮板控制变频器基本参数
ITH——用于电动机热保护的电流,A;
UNS——电动机的额定电压,V;
FRS——电动机的额定频率,Hz;
TFR——最大输出频率,Hz;
BRA——如果对于负载的惯性而言设定值过低,则激活此功能将自动增加减速时间,以避免变频器出现故障。
(3)修改系统的PLC程序,使得丝网印刷结束时,102.08立即有信号输出,电磁阀YV58.0动作,丝网印刷刮板立即上升抬起,回油刀下降,有利于丝网印刷刮板上粘的油墨掉尽,避免了刮板在回油过程中油墨掉到网板上,影响印刷质量,提高了产品质量,从而可提高回程速度,并减少等待时间,提高生产速率和产品质量。
3 输入/输出(I/O)分配图
丝网印刷工序段的输入/输出(I/O)分配图如图3~图6所示。
其改进后的特点如下:
(1)按技术改造要求尽量有效地利用原控制系统电器的原则,各输入端按钮、行程开关、接近开关、输出端的线圈、电磁阀的线圈、批示灯等与原控制系统一致。
(2)丝网印刷刮板的正程和回程速度通过变频器控制,人工手动可通过调节电位器POT13.1和POT13.0预设定。
(3)丝网印刷刮板的正程结束时,接近开关SQ46.2感应有信号动作,延迟3 s后,PLC输出101.11有信号,继电器 KA58.0动作,电磁阀YV58.0动作,丝网印刷刮板上升抬起,保持2 s,加上延迟2 s后,由原系统的控制程序进行接续控制。

图3 丝网印刷工序输入分配图

图4 丝网印刷工序输出分配图
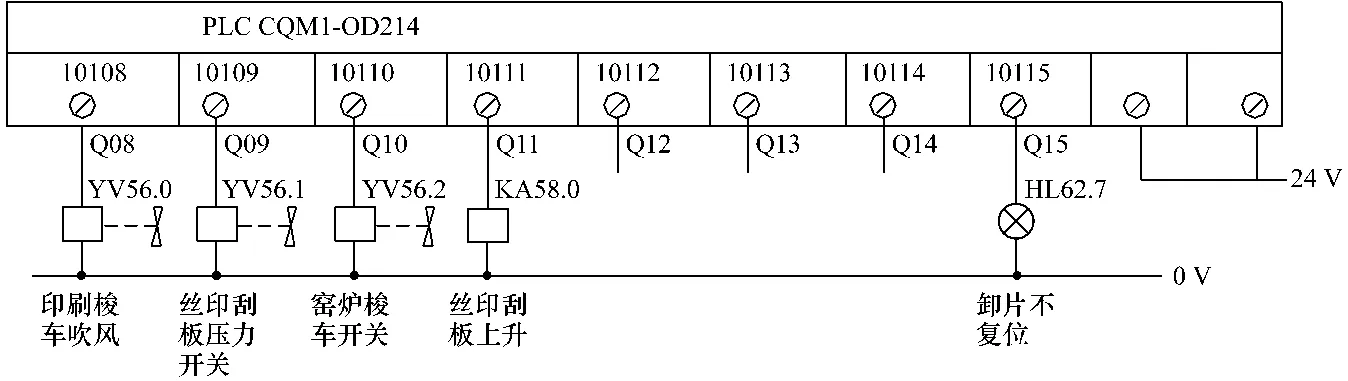
图5 丝网印刷工序输出分配图

图6 丝网印刷工序输出分配图
4 改造后的效果
整个控制系统改造完成后,通过实际运行测试结果如下:
(1)改造前后生产速率对比如表2所示。
(2)提高了丝网印刷工作台进程和返程的速度,减小了等待时间,使印刷一片玻璃平均周期由原来的27 s缩短到22 s,极大地提高了丝印线生产速率。
(3)节约了能源。改造后,以生产CA09A产品计算,生产出相同数量的产品,每个班节约用电5 3kWh(以每个月平均用电22272kWh计算,每h生产用电53 kWh),一天节约用电159 kWh,一个月节约用电4 770 kWh,节约电费3 339元(以0.70元/kWh计算)。

表2 生产速率对比表
5 结语
如此对系统进行改造是行之有效的技术进步措施,实践证明,改造大大提高了工作的可靠性,改善了控制性能,提高了产品质量和产量,提高了经济效益,取得了较满意的效果。
[1]王也仿.可编程控制器应用技术[M].北京:机械工业出版社,2007.
[2]邹金慧.可编程控制器及其系统[M].重庆:重庆大学出版社,2002.
[3]迟之鑫.可编程控制器应用基础[M].北京:人民邮电出版社,2005.
[4]郑德海,郑军明.丝网印刷工艺[M].北京:印刷工业出版社,2006.
[5]麦艳红,钟文.PLC在半精镗床专用机床控制中的应用[J]. 电气自动化,2006,28(4):34-36.
猜你喜欢
机械管理开发(2022年1期)2022-03-24
建材发展导向(2021年6期)2021-06-09
矿山机械(2021年3期)2021-03-25
艺术家(2021年12期)2021-03-11
机械工程与自动化(2020年5期)2020-11-05
流行色(2019年8期)2019-11-04
设备管理与维修(2019年11期)2019-10-25
网印工业(2017年8期)2017-10-13
中国铸造装备与技术(2017年3期)2017-06-21
电子制作(2017年7期)2017-06-05