
环缝自动焊机步进电动机 控制系统的改进设计
2011-05-26 10:49戴寿超
电气技术 2011年2期
戴寿超
(闽西职业技术学院,福建 龙岩 364021)
1 引言
环缝自动焊机是一种能完成各种圆形、环形焊缝焊接的自动焊接设备。焊机采用人工方式上下料,在焊接过程中由步进电机控制工件转动,焊枪固定不动,根据不同工件的外形尺寸及焊接要求设定步进电机的转动速度,并调节焊枪的位置实现工件的环缝自动焊接,同时可以根据产品的需要实现多个位置的自动焊接作业。因此,步进电机[1]的控制技术水平直接影响到环缝自动焊接的效果和质量。目前很多企业使用的环缝自动焊机控制系统采用数字集成电路驱动步进电机,大多数情况下能够保证环缝自动焊接的功能和焊接质量,但也存在明显的不足。首先,在低速转动时,速度相对不稳定,影响焊接精度和质量;其次,步进电机的正反转控制系统无法自动完成,需要在电源端外加专门的正反转控制电路,操作使用不方便;最后,步进电机的控制电路复杂,工作电源的前端需要变压器先降压然后经过桥式整流,控制装置体积大,功能少,性能相对较差,维修不便。因此,有必要对步进电机的控制系统进行改造设计,以提高环缝自动焊机的工作稳定性和精度。
改进前步进电机的驱动信号是由集成芯片5G605和5G674产生和分配的,控制的灵活性和准确性较差,同时工作参数的设定不方便,无法显示实时的数据。因此,改进设计的关键在于升级步进电机的控制芯片,增加输入和显示装置,通过合理编程,整合正反转控制功能,采用软硬件结合方式达到精确控制的目的。
改进设计先从步进电机的工作原理出发,分别进行硬件设计与软件设计,最后总结新系统的控制效果。
2 步进电机的工作原理
拟改造的环缝自动焊机应用的步进电机型号为110BF004,驱动电压为30V,电流为4A,步距角为0.75°/1.5°,图1是步进电机内部结构示意图。
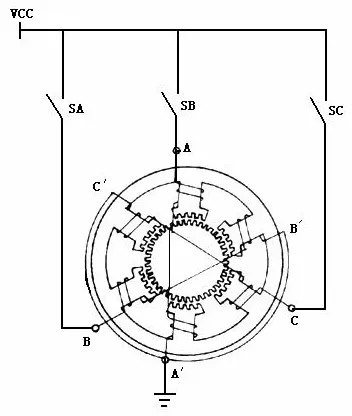
图1 步进电机内部结构示意图
步进电机定子上均匀分布3个励磁绕组,6个磁极,转子也均匀分布着80个转子小齿,其齿距与定子磁极小齿齿距相同,当一相磁极的小齿与转子小齿对齐时,其他相磁极小齿与转子小齿却有一定的错位。在控制电路的脉冲信号驱动下, A、B、C三相绕组按一定的时间顺序轮流接通直流电压,根据磁通总是沿磁阻最小的路径闭合的原理,三相定子绕组每变换一次通电方式,转子转过一个角度,也就是步距角。步距角

式中,ZR为转子小齿数,Km为运行拍数。
在连续不断的脉冲信号作用下,实现电机转动。其转速与驱动脉动信号频率成正比,旋转方向则由三相定子绕组通电循环顺序所决定。步进电机有三种工作方式,分别为单三拍、双三拍和六拍。为保证步进电机低速运行的稳定性,通常采用六拍的工作方式,这时每圈的步进数为3600/0.750=480。当励磁绕组通过开关控制,按A→AB→B→BC→C→CA的相序通电时,电动机正转;反之,当励磁绕组按A→AC→ C→CB→B→BA的相序通电时,电机反转。六拍工作方式的励磁绕组脉冲信号波形如图2所示。
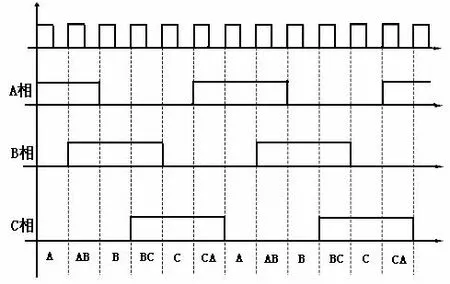
图2 六拍工作方式的励磁绕组脉冲信号波形图
3 硬件设计
按改进设计的思路控制芯片采用单片机,结合其他改造的要求,步进电机控制系统硬件[2]主要由单片机、键盘、显示屏、控制按钮、开关电源、步进电机及其他一些外围电路组成。硬件框图如图3所示,单片机是硬件控制系统的核心,根据设置的参数,单片机将从I/O口输出脉冲信号经过光电隔离和驱动放大后控制步进电机的旋转方向和速度。键盘输入的控制参数,通过显示驱动芯片传送到单片机,输入、输出单片机的数据都可在显示屏上实时显示。硬件设计中的单片机选用AT89C51[3],显示驱动芯片选用8279,开关电源采用上海衡孚HF300W-D-A。
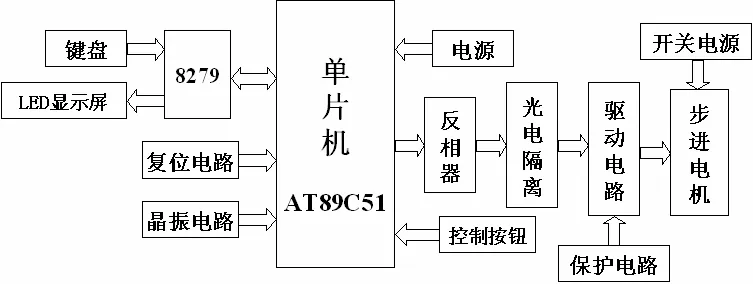
图3 步进电机控制硬件控制框图
3.1 控制电路设计
改进的环缝自动焊机是由单片机输出信号控制步进电机转动,从而带动工件旋转,具有手动和自动焊接功能。控制电路如图4所示,单片机AT89C51的P1.0-P1.4设置了正转、反转、加速、减速、停止功能按钮,完成手动操作功能,并把这些信号通过与门电路接入单片机的外部中断,当有按钮按下时,单片机通过扫描检测,确定步进电机工作方式。当工件需要连续焊接时,选择自动焊接方式,通过键盘设置参数,人工将工件安装好,按下启动键,系统自动完成焊接。步进电机的驱动信号是由单片机的P1口中的P1.5-P1.7输出,经过74LS14反相后控制TLP621光电耦合器进行信号的光电隔离,低频高反压功率管BU406将脉冲信号进行功率放大,驱动步进电机各个相,使电机按不同的脉冲信号分别作正转、反转、加速、减速和停止等动作。与励磁绕组串联的5.5Ω电阻起限流保护和改善回路时间常数的作用;电路中二极管起续流作用,续流电路中100Ω电阻可减小回路的放电时间常数,让电机绕组产生的反电动势通过续流二极管而衰减掉,从而保护放大电路的正常工作。
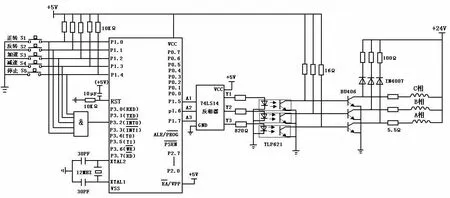
图4 三相步进电机控制脉冲输出硬件原理图
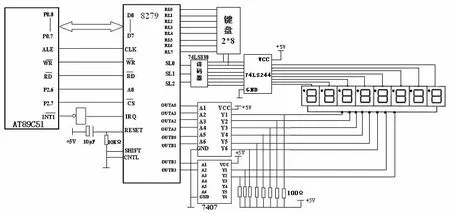
图5 键盘与显示电路
3.2 键盘与显示电路
单片机与键盘、显示接口电路如图5所示,它主要由键盘、LED数码管和驱动芯片8279[4]等组成,能完成步进电机控制参数的输入和显示功能。每按下一个键,8279芯片能自动识别键号,产生相应的键编码送到先进先出寄存器FIFO中,同时发送中断请求信号IRQ到单片机。当单片机响应中断信号,执行中断服务程序,并从FIFO中读取编码数据之后,IRQ信号自动撤消。步进电机参数的输入与显示通过8279芯片与单片机进行数据交换,键盘输入和单片机输出需要显示的数据经同相高压驱动器7407驱动完成数码管段的选择,同时译码器74LS138扫描SL0-SL2输出信号后经74LS244驱动完成对数码管位的选择,并且自动刷新显示数据。
3.3 软件设计
在环缝自动焊机的步进电机控制系统中,系统程序设计主要完成步进电机的转向控制、调速和键盘处理等任务[5],程序设计流程如图6所示。系统启动后,先进行控制方式的选择,如果选择自动控制方式,则在键盘设置参数,通过中断方式传送到单片机进行处理,同时调用显示子程序将数据显示出来。如果选择手动控制方式,先对按钮进行扫描,判断是否有按钮按下,转向是正转还是反转,分别调用不同转向的子程序。由于信号脉冲频率与转速成正比,因此调速采用定时器中断方法,在中断服务子程序中不断改变定时器的初值,调整信号脉冲输出频率,从而实现速度控制。键盘处理流程如图7所示,当有键按下时,确定按键值,根据所得键值进行中断处理并显示。
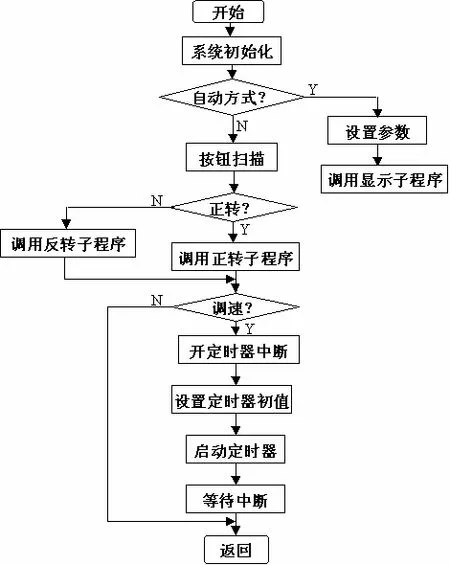
图6 程序设计流程图
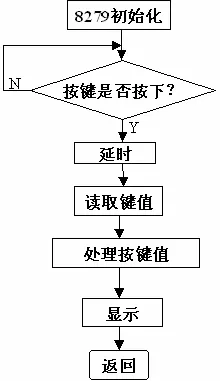
图7 键盘处理流程图
4 控制效果
通过采用单片机对环缝自动焊机步进电机的控制系统进行的改进设计,用户可以方便地从键盘输入控制步进电机的参数,在显示屏上实时显示数据,同时可以根据焊接加工需要选择手动和自动焊接模式,电路中还整合正反转切换功能,因此设备的功能得到增强,操作非常方便;由单片机为主的硬件设施升级结合软件程序的合理编程,提高了环缝自动焊机的控制精度、焊接质量和工作稳定性。
5 结论
通过一段时间的实际使用,改进后环缝自动焊机步进电机的控制系统运行稳定,达到了预期的目标,有类似机型的用户可参考借鉴。
[1] 坂本正文.步进电机应用技术[M].北京:科学出版社,2010.5.
[2] 许洪斌,等.步进电机控制系统设计[J].重庆工学院学报,2008,22(5):32-34.
[3] 张永华.步进电机运动控制系统硬件部分的设计[J].装备制造技术,2010,5:71-72.
[4] 熊庆国.多片8279与单片机及键盘/显示器接口电路设计[J].武汉科技大学学报,2002,25(3):293-294.
[5] 孟武胜等.基于AT89C52单片机的步进电机控制系统设计[J].微电机,2007,40(3):64-66.
猜你喜欢
消费电子(2022年6期)2022-08-25
中国科技纵横(2021年20期)2022-01-17
趣味(作文与阅读)(2021年5期)2021-08-19
隧道建设(中英文)(2021年6期)2021-07-05
昆钢科技(2020年6期)2020-03-29
中国(俄文)(2019年6期)2019-11-22
电脑报(2019年40期)2019-09-10
城市轨道交通研究(2017年4期)2017-05-10
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
