
陶瓷结合剂CBN砂轮高速磨削凸轮轴的表面粗糙度研究
2011-05-11 02:49曹坚
制造业自动化 2011年7期
曹 坚
(广西工业职业技术学院,南宁 530003)
陶瓷结合剂CBN砂轮高速磨削凸轮轴的表面粗糙度研究
曹 坚
(广西工业职业技术学院,南宁 530003)
0 引言
立方化硼(Cubic Boron Nitride,简称CBN)具有仅次于金刚石的硬度,优于金刚石的耐热性和对铁族金属的化学惰性,是代替刚玉磨料磨削淬硬钢,高强度钢等高硬度、高韧性难加工金属的最佳磨料;尤其是陶瓷结合剂CBN砂轮(以下简称陶瓷CBN砂轮)的优越磨削性能,不仅表现在高磨削比、高生产率方面,更重要的是能够获得高的零件表面质量[1]。
磨削加工后的零件表面质量包括表面粗糙度、残余应力、磨削烧伤等指标,而表面粗糙度是考察零件是否合格的一项重要指标,因此,本文进行了陶瓷CBN砂轮高速磨削45淬硬钢工件的表面粗糙度试验研究。
1 工艺参数关系的试验研究
普通磨削的砂轮速度为30~35m/s,当砂轮速度超过45m/s或更高超过50m/s即为高速磨削[2]。高速磨削条件下的磨削加工影响因素复杂,许多认识尚不深入,有关文献资料表明,陶瓷CBN砂轮高速磨削工艺具有不同于普通磨削加工的特殊工艺要求。因此,针对汽车凸轮轴常用的45淬硬钢进行了模拟凸轮轴材料的磨削试验,探索了磨削工艺参数对45淬硬钢工件已加工表面粗糙度的影响,揭示了CBN高速磨削在一定加工对象上表面粗糙度的变化规律和机理,为特定材料在CBN高速磨削条件下合理选择和优化磨削用量提供了参考依据。
磨削试验条件如表1所示。
由于磨削过程是一个十分复杂的过程,影响因素很多,在实际工程计算中,目前仍以采用经验公式为主,这些公式都是以磨削条件的幂指数函数形式表示的。本试验采用正交试验法,通过对CBN高速磨削条件下大量试验数据的三元线性回归处理,得出45淬硬钢工件在陶瓷CBN砂轮高速磨削条件下的已加工表面粗糙度经验公式:

式中:Ra为表面粗糙度值,µm;Vs为砂轮线速度,m/s;Vf为砂轮进给速度,µm/s;nw为工作转速,r/min。
公式(1)表明,在陶瓷CBN砂轮高速磨削过程中,工件已加工表面粗糙度值随砂轮进给速度,工件转速的增大而增大,随砂轮线速度的提高而减小,其中砂轮线速度(Vs)和砂轮进给速度(Vf)对工件已加工表面粗糙度的影响都很显著,而工件转速(nw)对工件已加工表面粗糙度的影响非常小。砂轮线速度越高,单位时间内掠过工件表面的磨粒就越多,所以工件表面粗糙度就越小;砂轮进给速度提高,即金属磨除率增大,就会使单颗磨粒的未变形切屑厚度增大,反映到工件表面上就是工件表面的沟槽较深,隆起较高,所以工件表面粗糙度就越大。
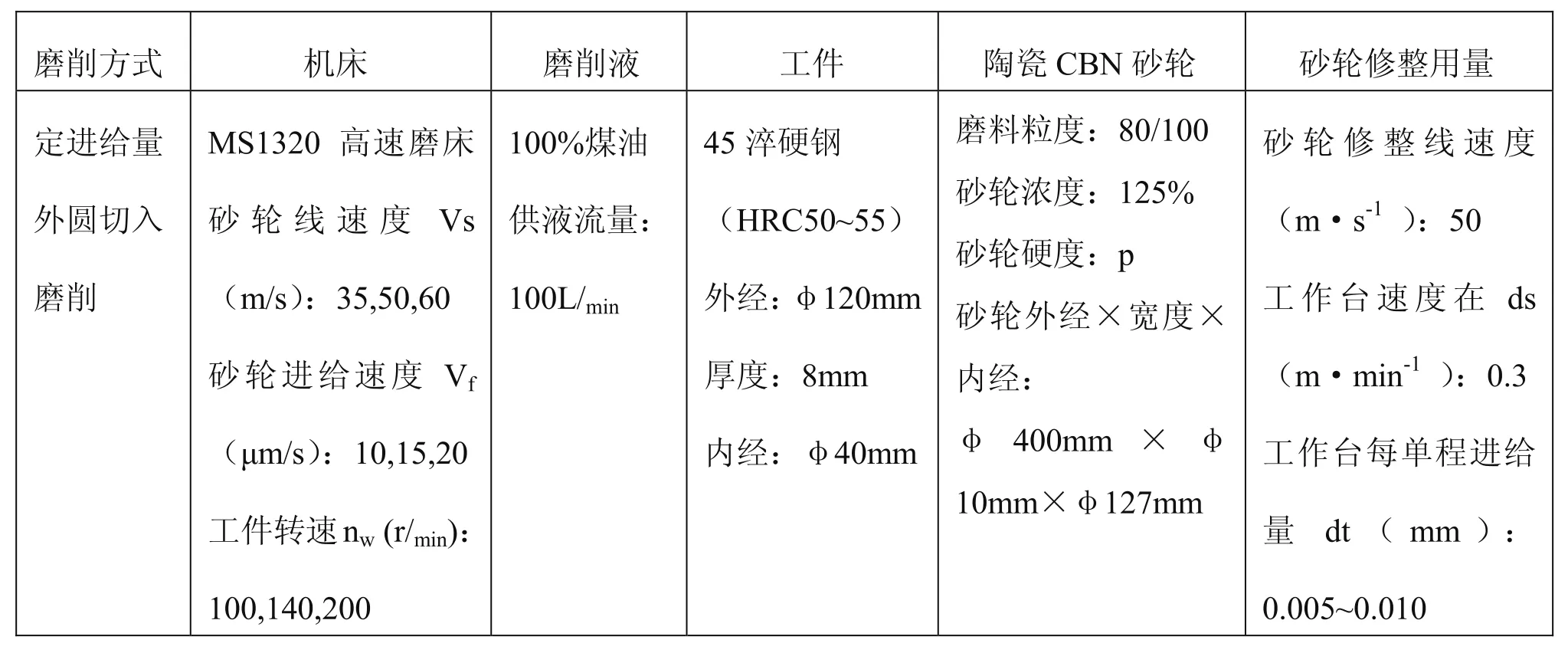
表1 磨削试验条件
由公式(1)还可知,砂轮线速度的权值最大,也就是说,提高砂轮线速度可显著减小表面粗糙度数值,从而验证了CBN高速磨削的优越性。
为了进一步验证上述试验的结论,又采用单因素试验法研究了磨削用量(Vs和Vf)对工件已加工表面粗糙度的影响规律,试验参数及结果如表2所示。
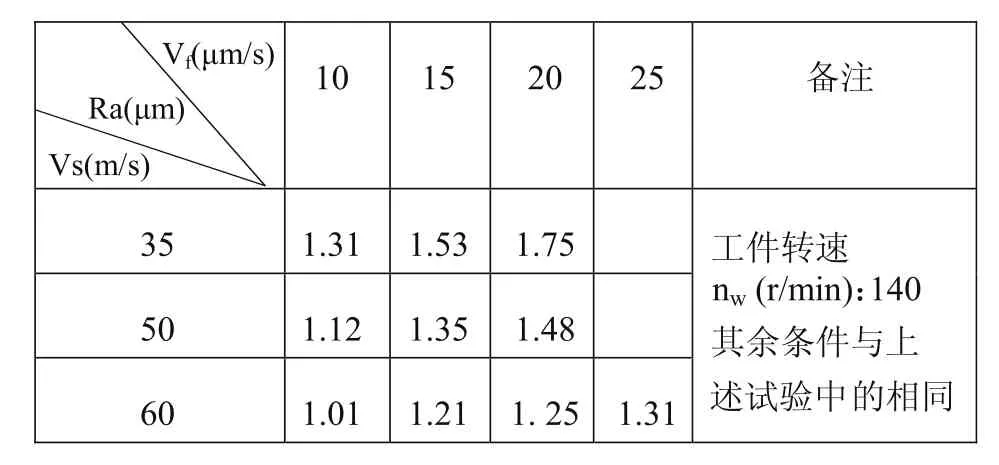
表2 单因素试验的试验参数及结果
为了便于清晰、直观地观察工件已加工表面粗糙度与磨削工艺参数的关系,将表2中的试验数据绘成图1中的工件已加工表面粗糙度变化曲线。经对比分析表2的试验数据和图1中的曲线,并结合经验公式(1),可进一步发现:
1)陶瓷CBN砂轮在定进给切入外圆磨削45淬硬钢工件的过程中,随着砂轮线速度的提高,在本试验设定的各个不同的砂轮进给速度下获得的工件已加工表面粗糙度均呈现了较显著的减小;尤其是当砂轮线速度(Vs)从35m/s提高到60m/s(砂轮进给速度Vf 均为20µm/s)时,工件的表面粗糙度由1.75µm降为1.25µm,减小了0.5µm,降幅达到28.6%,这一方面说明,陶瓷CBN砂轮磨削中,砂轮线速度对工件已加工表面粗糙度有显著影响,另一方面更说明了陶瓷CBN砂轮在高速磨削条件下,既可获得较高的砂轮进给速度,又能保证较好的工件表面质量,充分体现了陶瓷CBN砂轮高速磨削高生产率、高磨削质量的优越性。
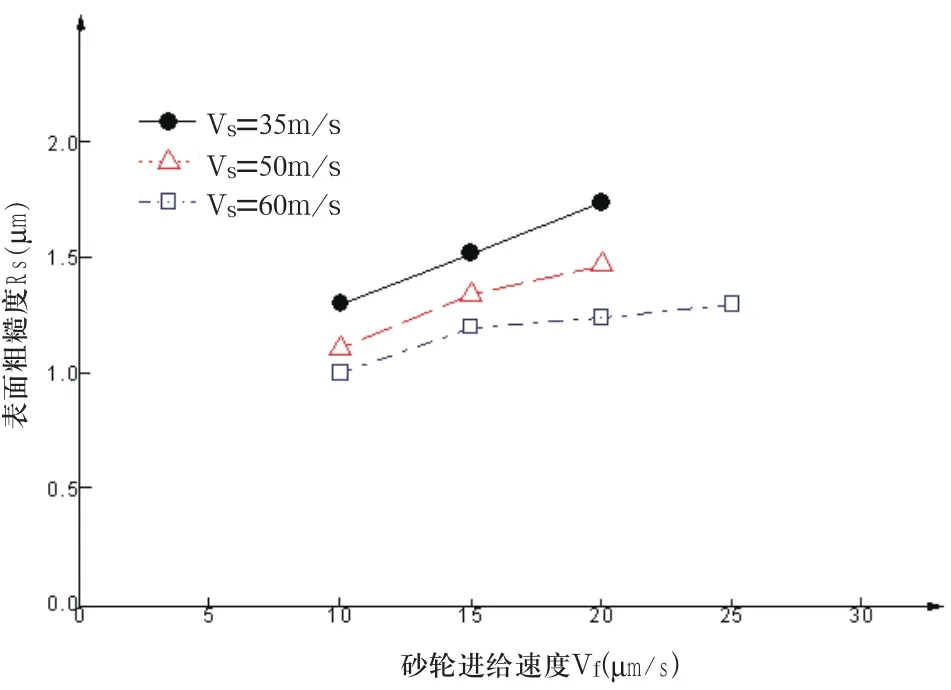
图1 表面粗糙度与磨削工艺参数的关系
2)当陶瓷CBN砂轮的线速度较低时(本试验中为35m/s、50m/s),随着砂轮进给速度(Vf)的增加,工件的表面粗糙度呈现出近于线性增大的趋势;而当砂轮线速度较高时(本试验中为60m/s),随着Vf 的增大,工件已加工表面粗糙度呈缓慢且均匀地小幅增加,基本能维持在一个比较良好的数值上。这表明,陶瓷CBN砂轮磨削中,Vf 在较低砂轮速度下对工件已加工表面粗糙度有显著影响,而在高速磨削条件下对工件已加工表面粗糙度的影响并不显著,从而充分说明,陶瓷CBN砂轮磨削为了既能保证高的磨削质量,又能获得高的生产率,则必须在高速下工作。
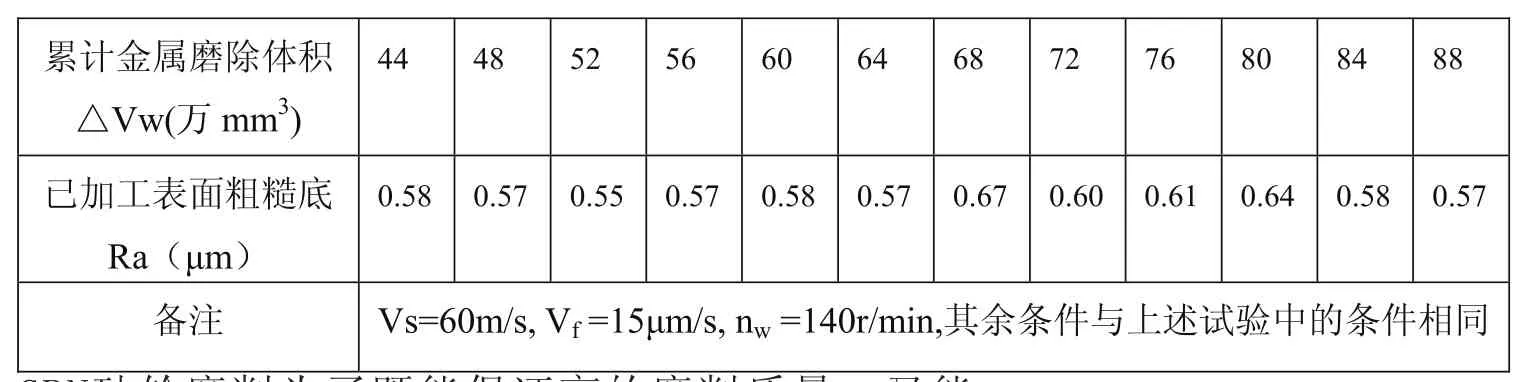
表3 表面粗糙度与金属磨除体积的关系
2 表面粗糙度变化规律的试验研究
陶瓷CBN砂轮是一种半永久性磨具,非常耐磨,所以工件已加工表面粗糙度在磨削过程中应当非常稳定;为此,进行了陶瓷CBN砂轮磨削45淬硬钢工件的已加工表面粗糙度变化规律的试验研究,将CBN砂轮累计磨除一定量的金属体积后检测得到的表面粗糙度值与金属磨除体积一一对应,得到如表3所示的试验结果。
综合分析表3中的试验数据可知:
1)在各种磨削条件相匹配的合理工况下,陶瓷CBN砂轮的表面形貌保持性好,非常耐磨,所以工件已加工表面粗糙度在磨削过程中非常稳定,可长时间维持在一个比较稳定的数值上。
2)在适合的磨削条件下,陶瓷CBN砂轮在磨削过程中始终存在自励现象,这反映在工件已加工表面粗糙度上就是,当累计磨除的金属体积达到一定量时(本试验中为ΔVw=68万mm3),表面粗糙度值相对会有一个明显的增幅(本试验中为Ra从0.57µm明显增大到0.67µm),但在随后的磨削过程中,表面粗糙度值又会迅速回落到一个较稳定的数值上。
3 结论
通过试验研究,可以得到以下结论:
1)在定进给量外圆切入磨削过程中,随着砂轮线速度(Vs)的提高,磨削条件得以改善,从而有利于工件已加工表面粗糙度的改善。
2)在定进给量外圆切入磨削过程中,砂轮线速度(Vs)越高,越有可能通过提高砂轮进给速度(Vf)来提高CBN砂轮磨削的生产效率,而且还能保证获得高的磨削质量。
3)随着砂轮线速度(Vs)提高到一定的数值(本试验中为Vs=60m/s),磨削过程中陶瓷CBN砂轮会出现稳定工作阶段和自励现象,在该阶段获得的工件已加工表面粗糙可长时间稳定维持在一较理想的数值上。
4)陶瓷CBN砂轮具有极高的抗磨损能力,耐磨性很好,因此,在磨除相当多的金属体积后,工件已加工表面粗糙度仍能保持非常稳定的状态。
[1]瞿晓波.陶瓷结合剂CBN砂轮在凸轮轴加工中的应用[J].金刚石与磨料磨具工程.
[2]国家自然科学基金委员会工程与材料科学部.机械与制造科学学科发展战略研究报告,(2006年—2010年)[M].北京:科学出版社,2006.
Research on surface roughness in cam shaft high speed grinding with vitrif i ed bond CBN wheel
CAO Jian
本文通过一系列的试验,分析了磨削工艺参数对工件表面粗糙度的影响,建立了磨削表面粗糙度的经验公式,研究了陶瓷结合剂CBN砂轮磨削表面粗糙度的变化规律及其特点,这些规律为凸轮轴的CBN高速磨削提供了一系列实用的工艺参数。
陶瓷结合剂;CBN砂轮;凸轮轴;表面粗糙度
曹坚(1965 -),男,广西南宁人,副教授,硕士,主要从事机械设计与制造研究。
TP391
B
1009-0134(2011)4(上)-0049-03
10.3969/j.issn.1009-0134.2011.4(上).16
2010-12-27
广西教育厅科研立项项目(200911LX499)
猜你喜欢
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年3期)2019-02-27
考试周刊(2018年95期)2018-11-14
汽车维修技师(2018年6期)2018-11-06
山东工业技术(2018年5期)2018-03-10
制造技术与机床(2017年7期)2018-01-19
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18
中国机械工程(2015年13期)2015-12-16
