
基于Cimatron E8.5 平台四轴加工汽轮机叶片的方法研究
2011-05-11 02:48付大鹏魏圣可
制造业自动化 2011年1期
付大鹏,魏圣可
(东北电力大学 机械工程学院,吉林 132011)
基于Cimatron E8.5 平台四轴加工汽轮机叶片的方法研究
付大鹏,魏圣可
(东北电力大学 机械工程学院,吉林 132011)
0 引言
汽轮机叶片是汽轮机中最核心的部件之一,其制造和加工问题直接影响汽轮机的工作效率和稳定性。基于汽轮机变截面叶片,我们必须借助于CAD/CAM软件和四轴以上数控加工中心进行设计和加工。由于五轴加工费用较高,所以用四轴实现叶片曲面的加工有着实际的意义。汽轮机的叶片加工通常为沿着叶片型面环形铣削如图1所示,刀路轨迹为环形的包络线,这种加工方法刀位轨迹计算相对比较慢,轨迹生成时间和加工时间较长。
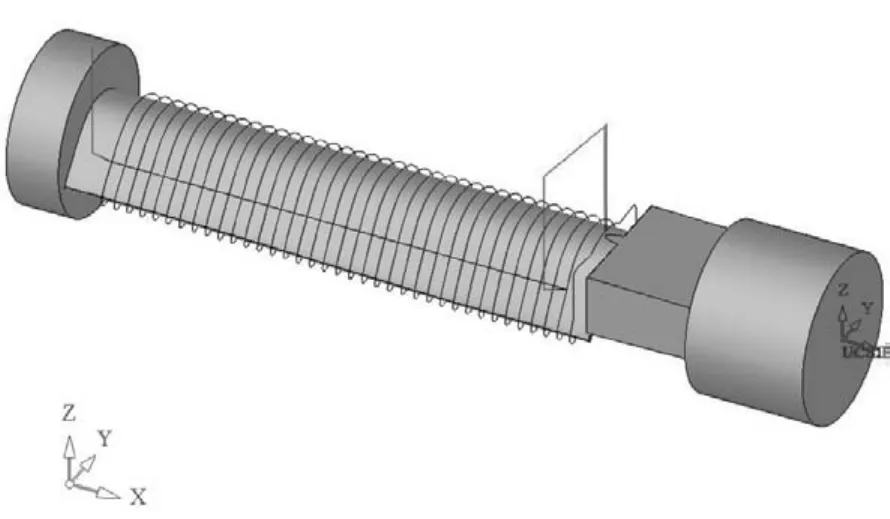
图1 两曲线仿形铣削刀位轨迹
本文将主要介绍Cimatron E8.5软件对汽轮机叶片的四轴加工实现问题,运用四轴瞄准曲面纵向铣削法加工叶片,大大缩短了加工时间,而且对减小薄壁叶片的变形起到很好的作用,为实际加工提出了很好的思路。
1 四轴加工的基本原理
带回转台的四坐标数控加工中心一般包括三个移动坐标系X、Y、Z和一个转动坐标系,该转动坐标系可以是绕X轴旋转的转动坐标A,也可以是绕Y轴旋转的转动坐标B。由机床的远动关系可知如果绕Z轴旋转,机床将不会改变零件加工的刀轴方向,所以绕Z轴不能实现四轴加工曲面。
在进行四轴加工时,由于受机床摆动轴(比如在X轴)的影响,刀轴矢量A被限制在与YOZ平行的平面上(如图2所示),在Cimatron软件中四轴加工的刀轴矢量为垂直于驱动曲面方向或是有一定的前倾角,刀轴的方向与曲面的切削运动成一夹角。
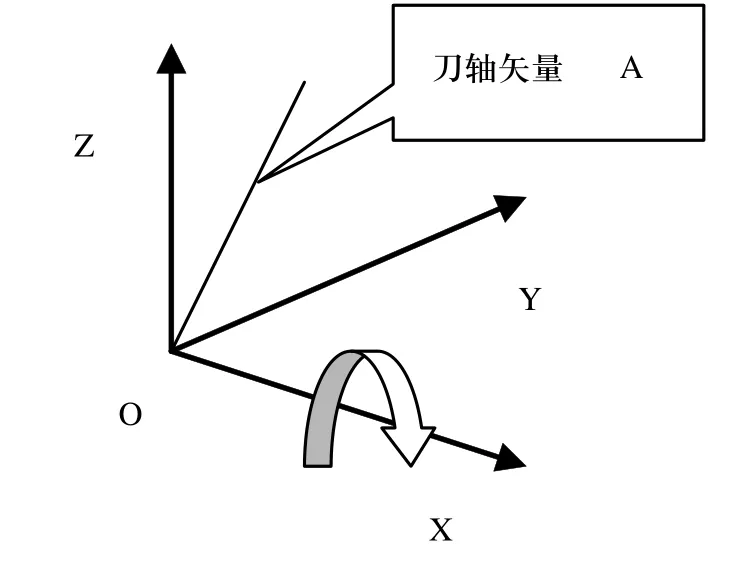
图2 四坐标系刀轴矢量图
2 汽轮机导动叶片的四轴加工
2.1 叶片的造型
汽轮机叶片汽道为变截面,由无规律空间三坐标数据点成型,其叶形成菱形。首先我们运用Cimatron软件将叶片型面的点数据进行曲线拟合,形成多条曲线,用命令【混合曲面】拉伸将曲线生成曲面。最后得到的叶片如图3所示。
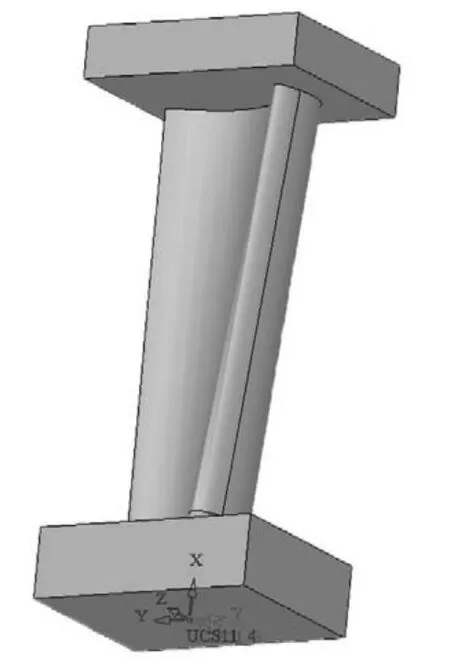
图3 叶片的三维造型
2.2 叶片刀位轨迹生成
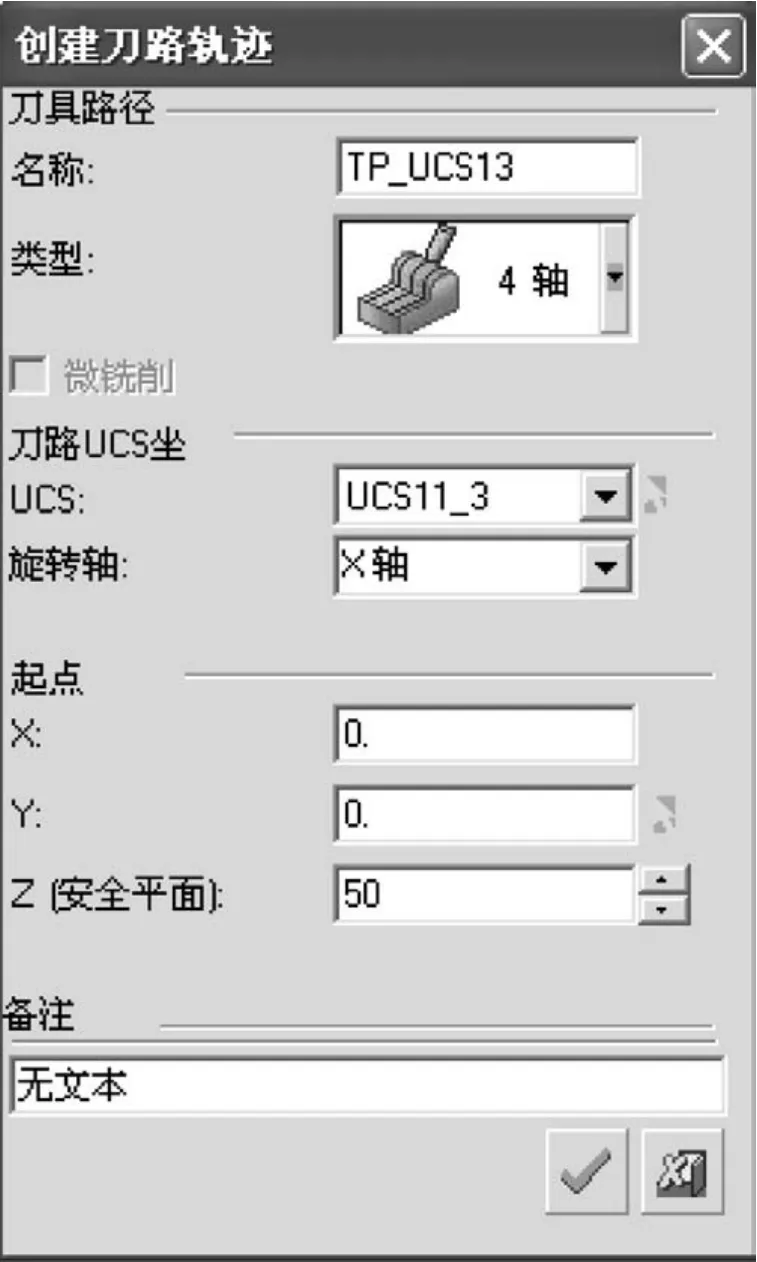
图4 刀位轨迹创建菜单
进入Cimatron E 加工环境下,建立好坐标系和刀具,然后创建刀位轨迹,设X轴为旋转轴(如图4所示)。为提高叶片的加工效率在对叶片的内背弧进行粗加工时,运用三轴体积铣削法,对叶片的内背弧分别加工,粗加工可以选择较大直径的平铣刀,最后保留3~5mm的半精加工和精加工余量。粗加工用三轴开槽铣削优点是:可以更好的提高加工速度,刀位轨迹生成快,图5为叶片内弧平行开槽铣刀路轨迹。
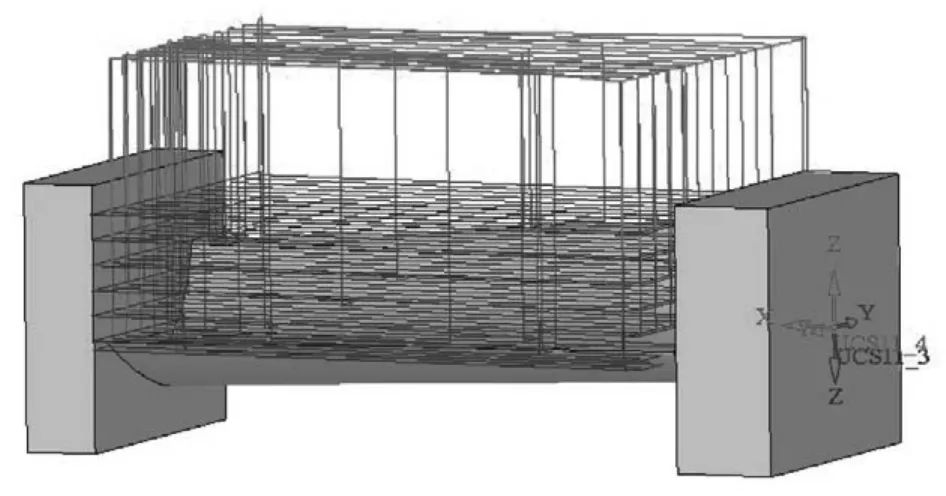
图5 叶片内弧开槽粗加工刀轨
叶片的半精加工和精加工选择相同的加工方法。运用曲面【流线铣】下的【4轴瞄准曲面】铣削,加工曲面的选择通过叶片两边的曲线瞄准,具体的切削参数在【刀路轨迹】菜单下进行设置(见图7)。该铣削方法走刀方式为沿叶片曲面直线往复走刀,刀位计算时也相对较快,叶片的表面精度通过控制残留高度或者最大2D走刀步距来实现。刀具选择球头刀或者有锥度的球刀,并合理选择干涉表面以保证加工安全。计算生成的刀路轨迹见图6。
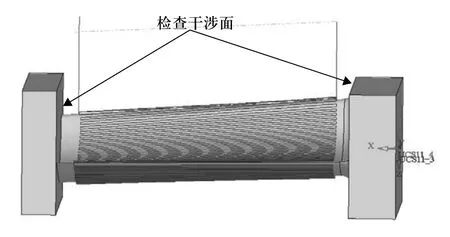
图6 叶片半精加工刀路轨迹
2.3 程序后处理及加工
刀路轨迹生成后通过高级仿真进一步观察叶片的加工干涉问题,通过反复调试保证没有干涉后可以进行后置处理加工。
Cimatron E提供了4~5轴的后处理模块,简单而且快捷。将粗加工和精加工的程序分别进行后置处理,每个程序段最好独立,以便进一步修改和调整。最后生成的四轴后置处理程序代码如图8所示,其中A为第四轴旋转回转台坐标值。

图7 四轴刀位轨迹参数设置
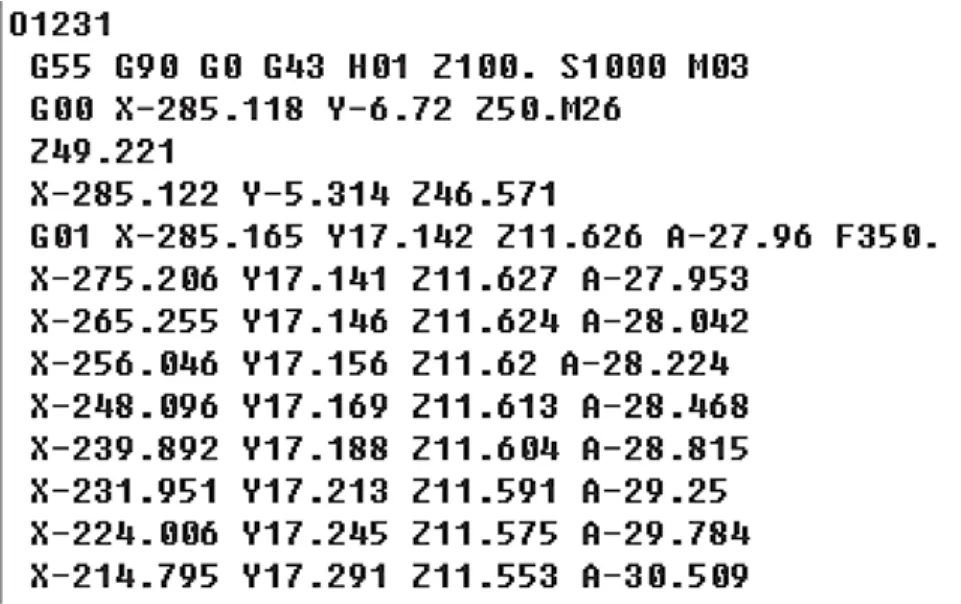
图8 后处理生成的四轴G代码
最后在四轴加工中心进行塑料件和铝件加工得到了理想的加工效果,此方法加工时间比两曲线仿形铣削(环形铣削)快,提高了加工效率。图9为机床加工的铝件和原件对照图。

图9 叶片原件与加工的铝件对照图
3 结束语
本文介绍了Cimatron E8.5软件在四轴曲面加工中的方法,并通过加工验证了其程序的有效性,为曲面叶片四轴加工提供了更好的方法支持。随着现代制造技术理论和CAD/CAM软件的不断发展为复杂零件的加工提供了更好的技术支持,将不断提高复杂零件的加工质量和速度。
[1]吴朋友.数控加工自动编程-Cimatron详解[M].北京:清华大学出版社,2008,496-535.
[2]赖喜德,周树琴.叶片式流体机械的数字化设计与制造[M].成都:四川大学出版社,2007,191-237.
[3]周济,周艳红.数控加工技术[M].北京:国防工业出版社,2002.
[4]武皓,尹昕,穆苍丽. UGCAM在汽轮机叶片四轴加工上的应用[J].数控技术,2007(3).
[5]陈汉军,廖文,周儒荣. 四坐标数控加工原理及算法研究[J].工程图学学报,1996(1):1-3.
Four-axis machining on cimatron E8.5 platform method of turbine blade
FU Da-peng, WEI Sheng-ke
本文详细介绍了针对Cimatron E8.5 软件平台的四轴加工方法,对汽轮机叶片进行瞄准曲面纵向铣削,该加工方法刀路轨迹生成快,加工时间短,大大提高了加工效率。通过真实加工得到了理想的效果,对曲面叶片的加工提供了很好的实用方法。
Cimatron E8.5;四轴加工;瞄准曲面铣削;后处理加工
付大鹏 (1960-),男, 教授 , 主要从事数控技术的研究工作。
TH164
A
1009-0134(2011)1(上)-0036-03
10.3969/j.issn.1009-0134.2011.1(上).11
2010-09-02
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
湖北农机化(2020年15期)2020-10-13
模具制造(2019年9期)2019-10-26
科技创新导报(2019年34期)2019-04-10
制造业自动化(2019年1期)2019-01-19
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
科学与财富(2018年13期)2018-06-13
农机使用与维修(2018年2期)2018-02-26
制造技术与机床(2017年7期)2018-01-19
