铸造型砂处理工部电控系统的技术改造
2011-03-23 03:46:48吕华央
柴油机设计与制造 2011年2期
何 琼,吕华央
(浙江四方集团公司,金华321315)
1 前言
我公司是农机行业的骨干企业,年产铸件产品12 000 t,为了更好地完成该生产规模,对砂处理工部的自动化提出了更高的要求。以往,铸工车间砂处理工部电气设备采用继电控制方式,电气故障频繁,检修时间长,不仅难以完成繁重的混砂任务,而且工人劳动强度大。前几年,我们对砂处理工部实施了全方位的技术改造,其中的电控系统,我们采用了欧姆龙C200H可编程序控制器,它具有高性能和智能化的高速处理功能,代替原有的继电器控制,在生产中取得了很好的效果。
2 系统的硬件组成
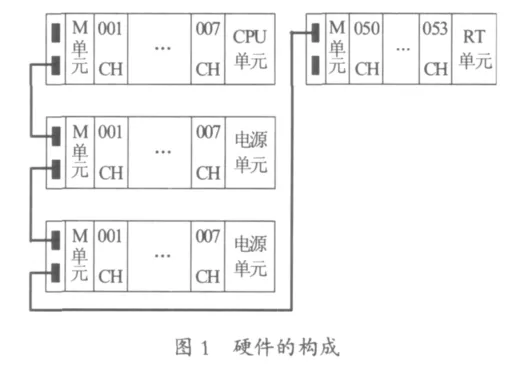
根据砂处理控制要求,整个系统PC控制点数为424点。输入点为192点,输出点为232点,模块组成如图1所示。
在模拟屏上设有各种按纽,行程开关,接近开关测压力传感器测水份传感器、料位计的信号指示,控制设备共有85台。其中型砂处理设备10台,旧砂、铸件处理设备24台,新砂处理设备10台,混砂机3中,其配套的混沙设备22台,除尘设备16台。
3 系统的软件编程
本系统程序分为4部分,以完成砂处理工部从新砂备料,混砂、旧砂及铸件输送,型砂输送,除尘设备的全自动控制过程。当造型工部发出信号,需要型砂时,混砂工部即逐步启动型砂处理设备、新砂设备、备料输送设备,旧砂处理设备,铸件处理设备以及旧砂、新砂、混砂除尘设备。等型砂处理设备尾端皮带启动后,接着进行混砂,源源不断地往型砂线输送合格的型砂。控制程序由以下4部份组成:(1)混砂机自动控制程序;(2)型砂输送、卸砂自动控制程序;(3)旧砂输送、卸砂、铸件输送自动控制程序;(4)新砂备料、输送、卸料自动控制程序。
混砂机自动控制程序完成加砂(包括旧砂、新砂),加煤粉、粘土,干混,加水,湿混,检测,卸料等工序动作。在混砂前,预置电子配料秤旧砂、新砂重量,接自动混砂按钮后,电铃声预报10 s时间,接着起动油泵,延时到,混砂机主机启动,等待加料。在启动油泵同时,启动旧砂给料皮带,往稳量斗加旧砂,待旧砂称足,自动停止旧砂给料皮带的运行;然后启动新砂给料皮带,待新砂稳定,发出信号,即停止新砂给料皮带运行;等混砂条件完全具备后,稳量斗门打开,料加入混砂机中,然后加煤料,粘土,待加足,干混时间到,根据型砂水分自动控制仪,计算出含水量,控制加水电磁阀,加定量水以后,停止加水。湿混时间到,混砂机型砂门打开,放出型砂至传送皮带上,延时间到,卸型砂门关,然后混一下辗。
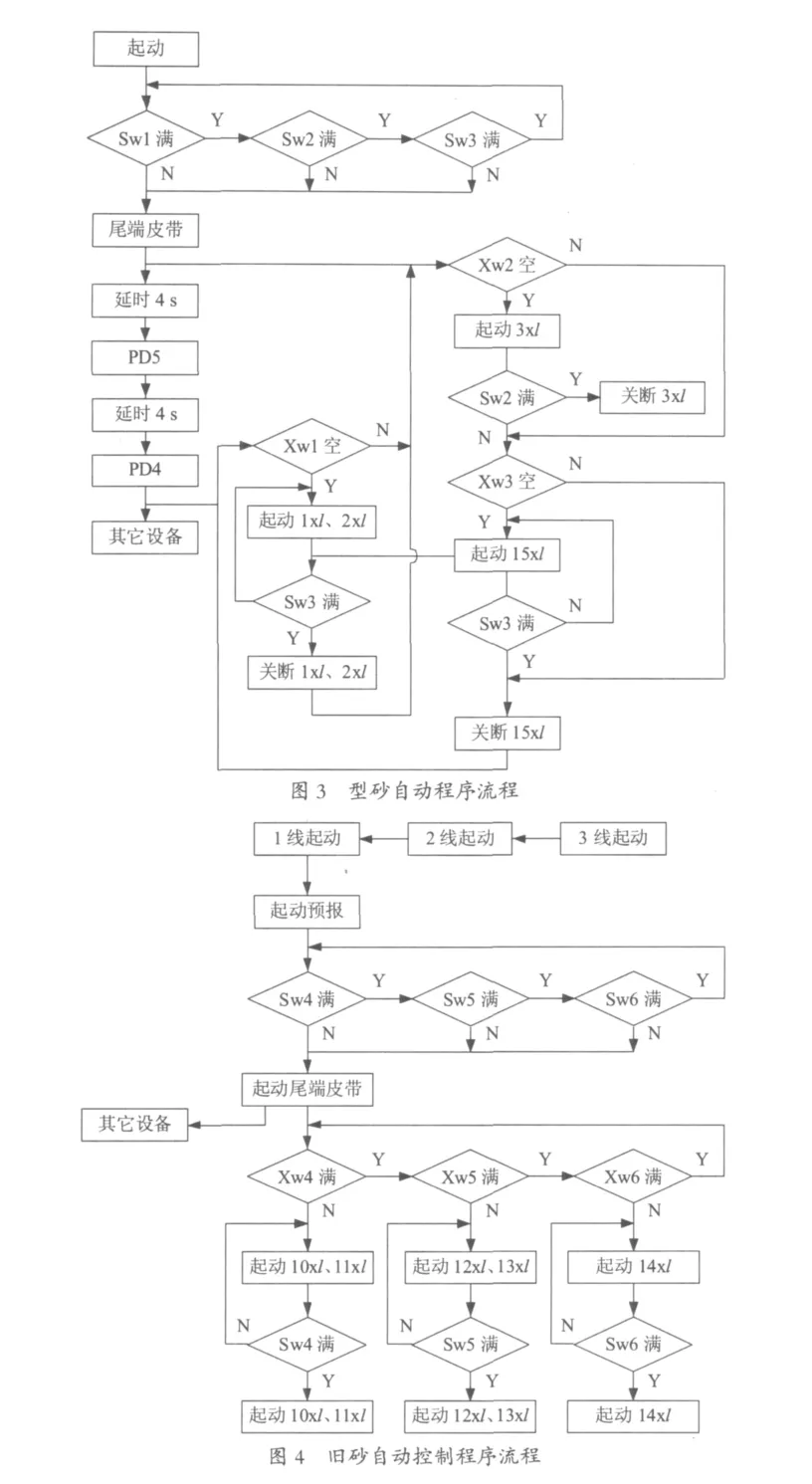
型砂、新砂、旧砂及铸件的自动控制程序:首先启动尾端砂处理设备,延时4 s后启动尾端及前端的砂处理设备,依次类推,直至全部启动。皮带机停止程序是:先停止首端出砂设备,延时一段时间后,等砂子全部进入砂库,全线停止运行。如图2、图3、图4。
4 结束语
实践证明,该砂处理生产线经过技术改造,投入使用后,大大降低了工人的劳动强度,生产型砂规模从原来的每小时30 t,上升到每小时162 t,能达到年产铸件成品12 000 t的生产规模,实现了从备料、混砂、砂子输出、铸件输送的全自动控制过程。

猜你喜欢
今古文创(2023年11期)2023-05-30 10:33:44
机电工程技术(2021年3期)2021-09-10 06:46:58
科学与财富(2021年33期)2021-05-10 11:56:08
铸造设备与工艺(2020年4期)2020-10-15 13:05:38
西南石油大学学报(自然科学版)(2019年4期)2019-11-04 00:34:30
娃娃乐园·综合智能(2019年6期)2019-07-10 00:37:32
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
中国铸造装备与技术(2015年5期)2015-12-10 10:23:38
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
百家讲坛(2014年9期)2014-02-11 11:52:17