翻板式输送小车及同步输送系统运用简介
2011-03-23 03:46:46陆文庆
柴油机设计与制造 2011年2期
陶 军,陆文庆
(上海柴油机股份有限公司,上海200438)
1 前言
上柴公司D114系列发动机装配生产线2000年正式投产,当时的板式装配输送装配生产线的零部件,物流配送是按批量方式集中堆放到生产线各岗位两旁。由于每天的装配台数都在300台左右,造成生产线两旁零部件堆放混乱,现场物流不顺,随着生产量的不断增长,该问题突出影响到正常生产。为此,工艺部门经过现场调研,决定采用“翻板式输送小车及同步输送系统”方案解决该问题。
2 系统的工作原理及结构参数
2010年1月由上海柴油机股份有限公司工艺中心规划,上海睿鹏清洗设备有限公司设计制造的翻板式输送小车及同步输送系统在上柴公司二分公司发动机后续装配生产线上正式启用。
2.1 系统技术参数
翻板式输送小车及同步输送系统全长44m,通过变频器调整电机速度,从而使输送小车的速度保持与原发动机板式装配生产线速度同步,变频器调速范围在0.7~2.1m/min。全线头部和尾部各设置一套动力驱动装置,驱动减速电机为三相380 V,功率0.75 kW,速比1∶288。该系统可同时有26部翻板式输送小车运行,每个小车间距为500mm,见图1。
2.2 系统的工作原理

当第一部小车被推入时,头部驱动装置的推力挡块推动小车进入轨道并一直推着直到挡块脱离小车,但此前已有第二部小车联结第一部小车后进入轨道,驱动装置上第二个推力挡块已在推动小车(第二部小车)。依次下去,可一部接一部地将小车推入轨道,最后当第一部小车与尾部驱动装置上的推力挡块对接时全线相连。但在实际运行中会碰到一些情况,即:若是全线小车连续对接时,尾部的驱动装置不会主动施力,而且被动受力地运转。若中途小车有断续,则首尾两个驱动装置都主动施力分别将前后分开的两段小车拉或推出轨道。装配完的空车则由相关操作者拉走,如果尾部驱动装置推出的小车没有被及时拉走,小车在脱离轨道后将运行混乱,造成危险。为了避免此情况发生,在离尾部驱动装置2m处装有一个停止装置,小车沿轨道直线出来后随即碰到这个停止装置,全线(翻板式小车和板式输送线)运行停止,从而确保整条生产线安全运行,此时,操作者只有重新启动,系统全线再次运行。
2.3 系统的驱动机构介绍
首尾两套驱动装置结构一样,功率一样,都配置的是变频器电机,速度调整与原板式装配线速度一样,见图2。该驱动装置长2.8m,驱动机构主要由电机和链条组成。在链条上每隔一段距离(小车间距)安装一个推力挡块,它的作用是将电机的动力通过链条传递给翻板小车,使小车朝前平稳匀速运行,见图3和图4。
2.4 翻板式输送小车的结构
翻板式输送小车小车为三层轮式翻板结构,上面二层通过气弹簧机构可以翻转以便操作者取放零部件,参见图5。小车底座上前后各有一个定位滑轮机构,作用是当小车进入轨道后滑轮机构进行地面轨道的定位槽中,使小车保持直线运动。小车前后采用伸缩推杆连接机构,用于快速连接前后小车,见图6。
2.5 速度同步原理


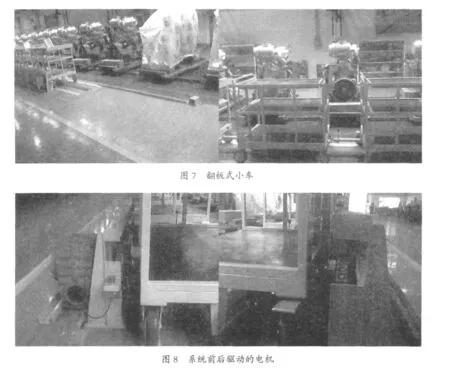
将两套运行输送线的电器控制装置用同一个PLC连接,让它们的运行速度通过事先的程序设置为相同,如果板式装配线停止时翻板式输送小车的驱动器立即停止;再次启动板式装配线时,翻板式输送小车驱动器同时启动;反之,也是如此。一旦出现停止运行时,由于两条运行装置的电机惯性移动的距离不一致,造成停止距离的差异,可通过手动调节其中一套电器调整到位,如图7所示。
3 系统的运用及解决的问题
原来没有采用这样的同步系统,生产线现场要堆放各种零部件,由于物流人员操作随意性较大,零部件不按要求摆放,使装配操作人员无法马上找到相关零部件,很容易发生错装漏装现象,给发动机的整机装配质量带来较大危害。翻板式输送小车及同步输送系统运用后,物流将单台用到的零部件配放到一部翻板式输送小车上,各零部件按规定位置摆放,做好每批的标识送到同步系统的前端,等板式装配线需要该机型零部件时就将已配好料的翻板式输送小车推进同步系统,依次接力完成整个装配批次。
在系统模拟设计时我们碰到一个问题,就是翻板式小车中间如果有断开,系统只用单个驱动装置是不无法实现整条生产线同步运行。所以,我们将系统设计成前后双驱动装配(图8)。这样,无论什么状况,整条同步输送系统就运行连贯了。
4 结束语
翻板式输送小车及同步输送系统的运用解决了原板式装配线上的零部件堆放混乱,时常发生错装漏装等问题,同时,提高装配效率和装配质量。
猜你喜欢
环球市场(2021年33期)2021-12-17 17:55:34
汽车工艺师(2021年7期)2021-07-30 08:03:26
装备制造技术(2020年11期)2021-01-26 00:39:04
四川建筑(2020年1期)2020-07-21 07:26:06
装备制造技术(2020年12期)2020-05-22 09:25:06
制造技术与机床(2019年12期)2020-01-06 03:17:46
石油化工建设(2018年4期)2018-11-30 02:04:02
江西建材(2018年4期)2018-04-10 12:36:48
四川水泥(2017年9期)2017-11-03 06:33:35
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01 02:53:59