
大米淀粉的提取及纯化方法研究
2011-03-07 09:10盛志佳林亲禄肖华西
湖南农业科学 2011年7期
盛志佳,林亲禄,肖华西
(1.湖南农业大学食品科技学院,湖南 长沙 410128;
2.中南林业科技大学食品科学与工程学院,湖南 长沙 410004)
目前我国稻谷的加工仅仅处于一种满足大部分人口口粮需求的初级加工状态,每年有各类稻米加工副产品近9 000万t未得到合理开发和进一步充分利用[1]。稻米深加工还处于起步阶段,而且绝大部分停留在理论和实验室研究阶段。相对西方发达国家,我国较高的储粮损耗率(偏高约8个百分点)和每年损耗230万t粮食,给我国粮库和财政带来了沉重的经济压力和负担[2]。为使我国农业由低效农业向现代化的高效农业转变,由稻米生产大国向稻米加工强国转变,对现有的稻谷加工副产物资源进行深入研究和整合开发利用,大力提升稻米附加值,实现稻米加工的高效产业化,已经迫在眉睫。本研究通过制备高纯度大米淀粉,以期提高大米的附加值,为改变我国大米深加工的落后局面提供可以借鉴的科学依据。
1 材料、试剂与设备
1.1 试验材料
供试材料为市售早籼稻籼米(水分14.2%,粗蛋白质8.5%,粗淀粉78.6%,粗脂肪1.9%),由湖南金健米业股份有限公司提供。
1.2 试验试剂
试验试剂包括氢氧化钠(NaOH)、盐酸、硫酸、硫酸钾和硫酸铜(AR 级),碱性蛋白酶(3.0 T),由长沙隆和化玻实验用品有限公司提供。
1.3 仪器与设备
半微量凯氏定氮装置;索氏提取器;FA2104N型电子分析天平(上海民桥精密科学仪器有限公司);JM-80(J)型立式胶体磨(廊坊通用机械制造有限公司);KQ200DB型数控超声波清洗器(昆山市超声波仪器有限公司);TD5A-WS型低速大容量离心机(金坛市精达仪器制造厂);PHSCAN20型酸度计(上海浦东仪器厂);101-1-BS型电热恒温鼓风干燥箱(上海一恒科技有限公司);JB50-D型增力电动搅拌机(上海越磁电子科技有限公司);HH-S6型电热恒温水浴锅(北京科伟永兴仪器有限公司)。
2 试验方法
试验在传统碱法提取大米淀粉的基础上,采用单因素试验,寻找到合适的提取范围,再采用正交试验设计法,找到碱法提取大米淀粉的最佳组合,得到粗大米淀粉。然后用超声波技术对粗大米淀粉进行振荡处理,使大米淀粉和蛋白质分离,再通过碱性蛋白酶在一定条件下分离提纯大米淀粉,找到最佳的酶解工艺,在保证大米淀粉得率的同时,最大限度地提高大米淀粉的纯度和品质。
2.1 大米淀粉提取流程
大米→浸泡(30min)→胶体磨湿磨→浸泡(碱液)→离心→水洗(重复以上步骤3次)→(乙醇)脱脂→水洗→干燥→粉碎→粗大米淀粉→加水溶解→超声波振荡→在一定条件下加入碱性蛋白酶反应→离心→水洗→干燥→粉碎→高纯度大米淀粉。
2.2 提取工艺及数据测量方法

图1 粗大米淀粉提取率的影响因素
参考Tanaka等人的工艺技术[3-4],大米在水中浸泡30min后,再经过胶体磨湿磨,即为原料大米粉。将原料大米粉按1∶4固液比添加浓度为0.3%的NaOH溶液搅拌,浸泡3 h后,再用离心机(3 000 r/min)离心15 min,去掉黄色上层液体;用去离子水清洗沉淀物离心,去掉上层清液,重复离心洗涤3次后,置于50℃烘箱中烘干,即获得粗大米淀粉。参照前人方法[5-7],取粗大米淀粉配成浓度为35%的乳液,于55℃,pH=10的条件下加入0.5%的蛋白酶,温和搅拌5 h,反应过程中要补充NaOH溶液以维持pH值恒定。反应结束后离心,洗涤,去掉上层清液,沉淀层用水清洗2次,重复3~4次后将沉淀物分散于清水中,调节pH值到7,再离心,刮掉暗色上层,用水将下层沉淀物清洗3遍。在大米淀粉样品中加入体积比为1∶1的甲醇和乙醚的混合液,与大米淀粉进行充分混合后静置1 h,然后再用离心机(5 000 r/min)离心 10 min,之后重复 3次,最大限度除去大米中的脂类成分。置于烘箱中干燥即得高纯度大米淀粉。
采用半微量凯氏定氮法[8]测定蛋白质,蒽酮比色法测定淀粉含量。
大米淀粉提取率(%)=100×提取得到的大米淀粉含量/原料中大米淀粉含量[9]
残留蛋白含量(%)=100×制品中蛋白质量/制品质量(干基)[10-12]
3 结果与分析
3.1 单因素试验
对影响粗大米淀粉提取率的NaOH浓度、固液比和碱液浸提时间进行单因素试验,确定这3个因素的合适水平以进行正交试验,结果如图1所示。
3.1.1 NaOH浓度对粗大米淀粉提取率的影响大米在常温下用不同浓度的NaOH溶液浸泡2 h,固液比为1∶5,氢氧化钠浓度设置为0.2%、0.3%、0.4%、0.5%、0.6%、0.7%,提取粗大米淀粉。
从图1-A可以看出,当NaOH浓度在0.4%左右时,粗大米淀粉的提取率最高。这是因为大米中80%以上的蛋白质为碱溶性蛋白,易溶于碱液。NaOH浓度较低时,对大米淀粉的品质影响较小;随着NaOH浓度的升高,大米淀粉开始出现糊化现象,影响了大米淀粉的品质。故提取大米淀粉时NaOH的浓度宜选0.4%左右。
3.1.2 不同固液比对粗大米淀粉提取率的影响大米在常温下用0.4%的NaOH溶液浸泡2 h,固液比设为 1∶3,1∶4,1∶5,1∶6,1∶7,1∶8,提取粗大米淀粉,结果如图1-B所示。从图可知,当固液比为1∶5时粗大米淀粉的提取率最高,可见适度的固液比有利于大米蛋白的溶解。但随着液体量的增加悬浮液浓度降低,淀粉颗粒在磨浆过程中不能有效缩小,导致淀粉颗粒内部的蛋白质不能被碱液溶解出来,降低了大米淀粉的提取效率。故固液比的选取应在1∶5附近。
3.1.3 不同浸提时间对粗大米淀粉提取率的影响大米在常温下用0.4%的NaOH溶液浸泡,固液比为 1∶5,浸泡时间设置为 1、2、3、4、5、6 h,提取粗大米淀粉的结果见图1-C。从图可以看出,随着浸提时间的增加,粗大米淀粉的提取率增加;但当浸提时间超过4 h,粗大米淀粉的提取率增加缓慢。这可能是随着时间的延长,NaOH溶液腐蚀破坏大米的结构,不利于大米蛋白从大米淀粉中分离,影响了大米淀粉提取率的增加。从效率和成本出发,浸提时间应选择在4 h左右。
3.2 提取粗大米淀粉的影响因素的正交试验
根据单因素试验的结果,并考虑到控制生产成本等目的,设计3因素3水平正交试验,为了排除系统误差的影响,试验中对各因素的排列顺序进行了无序重组。不同条件下蛋白质含量和淀粉提取率的结果见表1。

表1 提取粗大米淀粉的影响因素的正交试验结果
对正交试验的结果进行极差分析,结果见表2。

表2 正交试验极差分析 (%)
从表2中可见,各因素对大米多孔淀粉提取率的影响程度依次是:C>A>B,NaOH浓度影响最大,其次是浸提时间和固液比,最佳条件为A2B2C3。而对大米淀粉蛋白质含量的影响依次为A>B>C,即浸提时间影响最大,NaOH浓度影响最小,最佳条件为A2B1C3。
结果表明:浸提时间对试验结果的影响较小,为考虑时间成本,选择最佳条件是A2,时间为2 h;合适的固液比能提高大米蛋白质的提取效率,B因素的最佳条件选择B2,即固液比为1∶5;在一定范围内提高NaOH浓度,能有效地降低大米蛋白质的含量,但浓度也不宜过高,故最佳条件选择C3,即NaOH浓度为0.4%。在此条件下,粗大米淀粉的提取率达到75.2%,蛋白质的含量降低至0.65%。
3.3 纯化大米淀粉的单因素试验
用碱性蛋白酶进一步除去大米淀粉中蛋白质,对影响大米淀粉纯化的超声波处理时间、固液比、酶解温度、酶解时间、酶用量5个因素进行单因素试验,确定这5个因素的合适水平以进行正交试验(图2)。
3.3.1 超声波处理时间对大米淀粉提取率的影响为了研究超声波处理时间对大米淀粉提取率的影响,分别选取超声波处理时间为 5、10、15、20、25、30 min,酶解温度为45℃,以0.4%的NaoH溶液浸泡大米,固液比为1∶6,酶解时间为4 h,酶用量为4 mg/g进行试验,结果见图2-A。
由图2-A可知,超声波处理能明显提高大米淀粉的提取率,在25 min时大米淀粉的提取率达到最大值。分析其作用机制可能为:超声波在液体中传播时,使液体介质不断受到压缩和拉伸,由于液体具有耐压不耐拉的特性,故形成空化作用,超声波处理后所产生的超声空化气泡随声压变化而迅速增大,压缩振动和气泡崩溃时所产生的冲击波,有可能促使蛋白质颗粒进一步细化,与大米淀粉的连接产生松动,有利于碱性蛋白酶的作用。但随着超声波处理时间的延长,上述作用效应不能无限制的累加,所以当处理时间达到25min之后,大米淀粉提取率随时间延长而增加的幅度很小。因此,选用超声波处理时间以25min左右为宜。
3.3.2 固液比对大米淀粉提取率的影响 为了研究固液比对大米淀粉提取率的影响,分别选取固液比为 1∶3、1∶4、1∶5、1∶6、1∶7、1∶8,酶解温度为 45℃,超声波处理时间为20 min,酶解时间为4 h,酶用量为4mg/g进行试验。
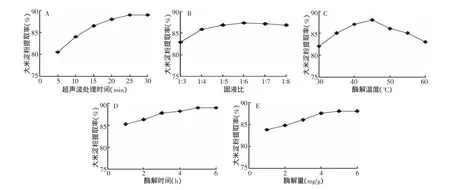
图2 纯化大米淀粉的影响因素
由图2-B可知,随着浸提溶液量的增加,大米淀粉的提取率也随之上升,在固液比为1∶6时,达到最大值。这是由于随着固液比的增加,大米淀粉能更好地溶解于水中,更有利于蛋白质和蛋白酶的反应,大米蛋白更易分解。
3.3.3 酶解温度对大米淀粉提取率的影响 为了研究不同的酶解温度对大米淀粉提取率的影响,分别选取酶解温度为 30、35、40、45、50、55、60℃,超声波处理时间为20 min,固液比为1∶6,酶解时间为4 h,酶用量为4 mg/g进行试验(图2-C)。由图2-C可知,当酶解温度为45℃时,大米淀粉的提取率达到最大值。这是由于随着温度的上升,酶的活性也随之上升,大米蛋白也相应得到了更充分的分解。但当温度超过一定的范围后,由于温度过高,酶的活性下降,故大米淀粉的提取率反而下降。所以酶解温度的时间宜选择在45℃左右。
3.3.4 酶解时间对大米淀粉提取率的影响 为了研究酶解时间对大米淀粉提取率的影响,分别选取酶解时间为 1、2、3、4、5、6 h,酶解温度为 45℃,固液比为1∶6,超声波处理时间为20 min,酶用量为4 mg/g进行试验(图2-D)。由图2-D可知,在其他条件一定的情况下,大米淀粉的提取率随时间的增加而上升,这是由于随着时间的增加,蛋白酶有充分的时间对大米蛋白进行分解。但经过一段时间后,酶解反应达到平衡,大米淀粉的提取率不再增加。综合考虑,酶解时间选择为5 h左右。
3.3.5 酶用量对大米淀粉提取率的影响 为了研究酶用量对大米淀粉提取率的影响,分别选取酶用量为 1、2、3、4、5、6 mg/g,酶解温度 45℃,固液比 1:6,酶解时间4 h,超声波处理20 min进行试验(图2-E)。由图2-E可知,蛋白酶能提高大米蛋白的分解效率,加大酶用量能显著提高大米淀粉的提取率,但在酶用量超过4 mg/g后,大米淀粉提取率不再明显增加。
3.4 纯化大米淀粉的影响因素的正交试验
根据影响大米淀粉纯化的单因素试验结果,并在考虑控制生产成本和经济效益等前提的条件下,设计5因素4水平的正交试验(表3)。
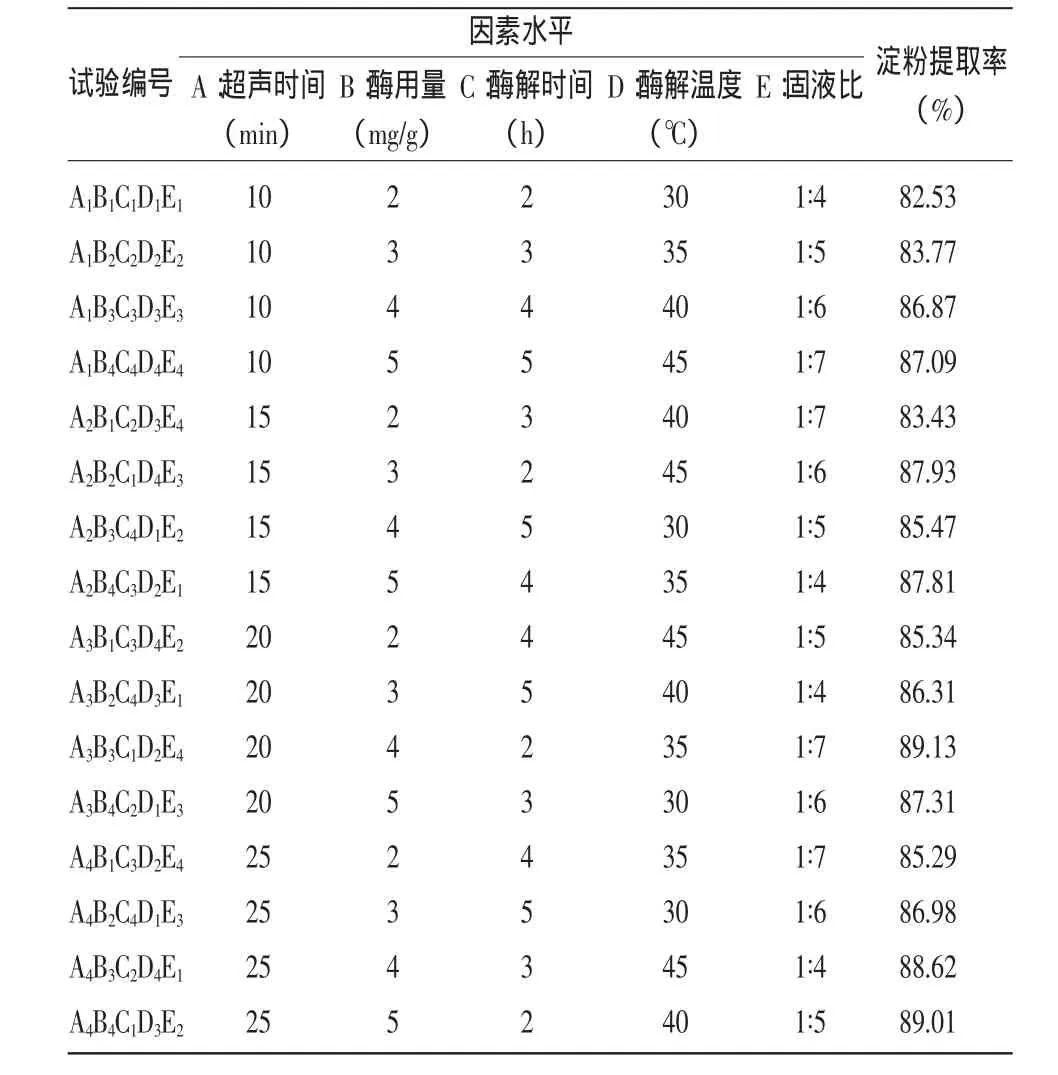
表3 纯化大米淀粉的影响因素的正交试验结果
对正交试验的结果进行极差分析,结果见表4。
从表4可知,各因素对大米淀粉提取率影响程度由大到小依次是:B>A>D>E>C,即酶用量对大米淀粉提取率的影响最显著,其次是超声波处理时间和酶解温度,酶解时间和固液比的影响较小。确定粗大米淀粉纯化的最优工艺条件组合为A4B4C1D4E3,即超声波处理25 min,加酶量为5 mg/g,酶解 2 h,酶解温度 45℃,固液比为 1∶6,此时大米淀粉提取率为91.2%,测得纯度为98.7%。

表4 正交试验极差分析 (%)
4 结 论
(1)基于大米淀粉提取的传统碱法,在保证大米淀粉质量的前提下,运用低浓度碱法最大限度地降低大米蛋白的含量,获得了粗大米淀粉。碱法提取粗大米淀粉的最佳工艺条件为:0.4%浓度的NaOH溶液、固液比1∶5、浸泡时间2 h,所得淀粉中蛋白质含量为0.65%,淀粉提取率为75.2%。
(2)在传统酶法提纯大米淀粉的基础上,运用超声波辅助酶法对粗大米淀粉进行纯化,获得了高纯度的大米淀粉。超声波辅助酶法提纯大米淀粉的最佳工艺条件为:25 min,加酶量为5 mg/g,酶解时间为2 h,酶解温度为45℃,固液比为1∶6。大米淀粉提取率为91.2%,测得纯度为98.7%。
(3)大米淀粉在所有淀粉中品质最高,具有颗粒小、低过敏性的特点,在国内外市场有很大的需求空间。如何将实验室制备高品质大米淀粉方法运用到生产实践中,以期获得规模化生产,并使高品质大米淀粉得到充分利用,是今后研究的一个重要方面。
[1] Marshall W G,Wordsworth J I.Rice Science and Thechnologyl[M].New York:Mafc Dekker lnc,1994:237-259.
[2] 王良东,杜风光,史吉平.大米淀粉的制备和应用[J].粮食加工,2006,(4):72-74.
[3] Tanaka K,Sugimoto T,Ogawa M,et al.Isolation and characerization of two types of protein bodies in the rice endosperm[J].Agricultural and Biological Chemistry,1980,44:1633-1639.
[4] 王领军,王 立,姚惠源,等.大米淀粉的性质、生产及应用[J].粮食与饲料工业,2004,(11):22-25.
[5] 李福谦,唐书泽,李爱萍等.碱消化法提纯大米淀粉的研究[J].生产与科研经验,2005,(31):55-57.
[6] 倪凌燕,王 立,易翠平,等.高纯度大米淀粉的提取分离纯化[J].粮油加工,2006,(9):72-76.
[7] 王 萍,苏玖玲,陈 磊.大米淀粉的提取[J].粮食与饲料工业,2006,(5):20-21.
[8]GB/T5009.5—2003,食品中蛋白质的测定[S].
[9] 陈季旺,刘 英,刘 刚,等.大米淀粉纯化工艺及其性质的研究[J].农业工程学报,2007,23(9):225-228.
[10]易翠平,倪凌燕,姚惠源.大米淀粉的纯化及性质研究[J].中国粮油学报,2005,20(3):5-8.
[11]芦 鑫,张 晖,姚惠源.采用表面活性剂结合超声波法分离淀粉[J].食品工业科技,2007(4):73-76.
[12]黄光文,沈玉平,李常健.甘薯淀粉含量测定的新方法[J].湖南农业科学,2010,(9):109-111.
猜你喜欢
农业技术与装备(2022年6期)2022-08-17
上海航天(2022年2期)2022-04-28
电子制作(2018年17期)2018-09-28
西安工程大学学报(2016年6期)2017-01-15
广东饲料(2016年1期)2016-12-01
军事文摘·科学少年(2016年7期)2016-09-20
电子制作(2016年21期)2016-05-17
水利科技与经济(2016年4期)2016-04-22
中国粮油学报(2016年1期)2016-02-06
化工进展(2015年3期)2015-11-11
