
超音速火焰喷涂制备双峰W C-12Co涂层组织性能研究*
2011-03-06 02:59:48伍细斌谭兴龙杨贵彬唐智华王孝建
湖南大学学报(自然科学版) 2011年1期
王 群 ,伍细斌,谭兴龙,杨贵彬,唐智华,王孝建
(1.湖南大学 材料科学与工程学院,湖南长沙 410082;2.赣州章源钨业新材料有限公司,江西赣州 341300; 3.上海梅山钢铁股份有限公司技术中心,江苏南京 210039)
超音速火焰喷涂制备双峰W C-12Co涂层组织性能研究*
王 群1†,伍细斌1,谭兴龙2,杨贵彬2,唐智华2,王孝建3
(1.湖南大学 材料科学与工程学院,湖南长沙 410082;2.赣州章源钨业新材料有限公司,江西赣州 341300; 3.上海梅山钢铁股份有限公司技术中心,江苏南京 210039)
采用JP-8000型超音速火焰(HVOF)喷涂设备,在低碳钢基体上制备了双峰WC-12Co涂层,测试了涂层的结合强度、显微硬度、气孔率以及抗磨粒磨损性能.并利用XRD对喷涂粉末及涂层进行了相结构分析,用扫描电子显微镜对喷涂粉末、磨粒磨损后的涂层表面形貌进行了观察.结果表明:在喷涂过程中,仅有很少量的WC粒子发生氧化脱碳,涂层的结合强度和显微硬度高,组织结构致密.相对于316L不锈钢,双峰WC-12Co涂层具有优异的抗磨粒磨损性能.
超音速火焰喷涂;涂层;WC-12Co;磨粒磨损
据统计,接近一半的能源消耗于磨损,80%的零件失效于磨损,其中磨料磨损造成的损失在磨损失效中占到50%[1].目前表面工程技术在提高零件表面性能方面发挥着越来越重要的作用.热喷涂技术作为一种新的表面防护和强化工艺得到了迅速的发展.采用热喷涂金属基陶瓷涂层覆盖磨蚀表面,不仅可以恢复失效零件尺寸,而且还可以提高零件的使用寿命.
热喷涂WC/Co(Cr)涂层作为耐磨涂层具有高的硬度和良好的韧性,被广泛地应用于能源、航空航天、冶金、机械等领域[2-3].与普通火焰喷涂比较,超音速火焰喷涂(HVOF)具有较低的温度和极高的焰流速度两个重要特征,从而用HVOF工艺制备的碳化物涂层具有氧化脱碳少、气孔率低、结合强度高等优点[2-4],特别适合用来制备WC/Co涂层.文献[5]采用以煤油为燃料的国产喷枪制备了WC-12Co涂层,并研究了其耐磨损性能,发现该涂层相对于316L不锈钢,具有非常优异的抗磨损性能.文献[6]采用以丙烷为燃料的国产超音速喷枪制备了含有一定比例纳米WC的多峰WC-12Co涂层,发现该涂层相对于普通微米WC-12Co涂层具有更好的抗磨粒磨损性能.本文采用进口JP8000型HVOF工艺制备了一种含有一定比例超细WC粒子的双峰WC/Co涂层,并对其组织性能进行了研究.因为超细WC粉末制备的成本相对纳米WC要低,并且喷涂脱碳氧化程度相对较低,所以,探讨用超细WC代替纳米WC来制备双峰WC/Co粉末具有较大的应用价值和经济效益.
1 实验材料及方法
1.1 实验材料
喷涂材料为赣州章源钨业新材料有限公司生产的新型双峰WC-12Co粉末,该粉末的宏观和微观形貌如图1所示。该粉末中WC颗粒呈双峰分布(由超细的WC粒子和微米级的WC按一定比例混合),粉末团聚烧结后进行分筛,粒度控制在15~45 μm.
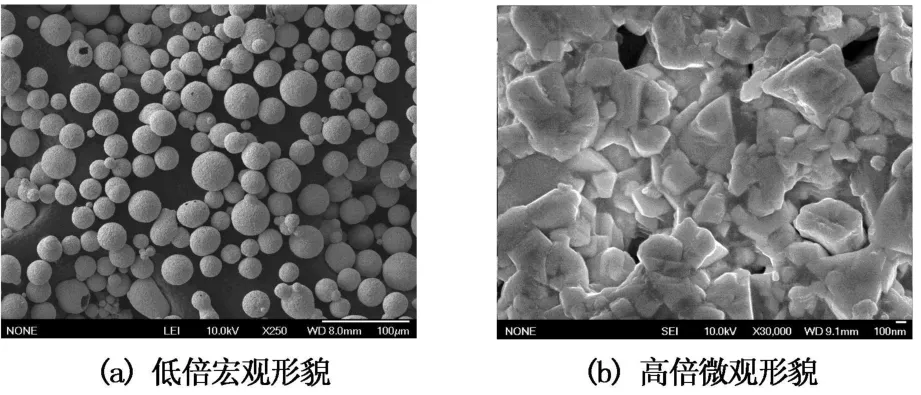
图1 不同放大倍数下WC-12Co粉末的形貌Fig.1 The SEM m icrographs of WC-12Co feedstock pow ders at differentmagnification
由图1(a)可以看出,该喷涂粉末球形度好;由图1(b)单个粉末放大后的微观形貌来看,该球形颗粒又是由一定比例不同尺寸的WC粒子和一些黏结相构成。喷涂试样的基体材料为低碳钢,磨粒磨损对比试样的材料是316L不锈钢.
1.2 涂层制备
采用Praxair公司最新的JP8000型HVOF设备进行喷涂,使用航空煤油作为燃料,氧气作为助燃气,氮气作为送粉载气.结合文献[7-8]和以往的喷涂经验,优化后的喷涂工艺参数如表1所示.

表1 WC-12Co涂层制备的工艺参数Tab.1 Spray parameters of WC-12Co coating
喷涂前,对试样进行除锈、除油,然后采用240 μm(60目)刚玉进行粗化处理,涂层设计厚度约为0.35 mm,将待喷涂的试样在特制的夹具上一次装夹 、喷涂 .
1.3 相结构测试
用线切割加工出长、宽尺寸为10 mm×10 mm的带有涂层的试样,在SIEMENSD 5000型X射线衍射仪上对涂层进行相结构测试,阳极靶为Cu靶,管压35 kV,管流30 mA,积分时间0.2 s,采样间隔0.02 s[5].
1.4 结合强度测试
拉伸试样尺寸为φ25 mm×30mm,试样结合面采用E-7胶黏接后,固定在特制的夹具上,并一起放入电热干燥箱中,在100℃下保温3 h.采用计算机控制的 WDW-E200万能电子拉伸实验机,按照GBT8642-1988标准进行涂层的结合强度实验[5].
1.5 显微硬度测试
用线切割加工出尺寸长、宽尺寸分别为10mm ×14 mm的带有涂层的试样,经过镶嵌、初磨和抛光,然后用沃伯特401 MVA型显微硬度计测试涂层截面上有代表性10个点的显微硬度,实验载荷为300 g,压力保持时间为10 s[5].
1.6 磨粒磨损性能测试
磨粒磨损试样长、宽尺寸分别为 56 mm×25 mm,采用湿砂橡胶轮M LS-225型磨粒磨损实验机,磨料采用20~40目破碎筛分得到的石英砂1 500 g和1 000 g自来水混合而成,橡胶轮的转速为 240 r/m in,载荷为100 N.用带有涂层的试样和不带涂层316L分别作对比实验.预磨500 r,正式磨3轮,每轮磨3 000 r,共计9 500 r.将每次磨损后试样洗净、烘干后用精度为0.1m g的FA 1004型电子分析天平称质量,计算出磨损质量[5].
2 实验结果及分析
2.1 物相分析
双峰WC-12Co粉末及涂层的X射线衍射图如图2所示.

图2 WC-12Co粉末和涂层XRD衍射图谱Fig.2 XRD patterns of WC-12Co pow der and coating
通过对比喷涂前后粉末和涂层相结构的变化可以发现:涂层中除了新增了衍射强度较弱的W2 C相外,其余的相与原始粉末的物相基本一致,比文献[5]报道的WC分解更少,这说明采用JP8000型喷涂设备特别适合制备这种双峰WC-12Co涂层,涂层中只有很少部分WC颗粒发生轻微的氧化脱碳的现象,原始粉末中的WC硬质相很好地沉积到涂层中.
2.2 涂层截面的形貌
图3是涂层与基体的结合界面金相照片.

图3 涂层截面金相照片Fig.3 SEM of cross-section of WC-12Co coating
由图 3可以看出,使用 HVOF制备的 WC-12Co涂层孔隙率较低,结构致密,涂层无明显层状结构,采用对涂层的金相照片采用“灰度法”测量的涂层孔隙率平均值小于0.5%.另外,还可以看到,涂层与基体之间结合紧密,这是由于喷涂粒子在到达基体时具有很高的动能,对基体的撞击作用强的缘故.
2.3 力学性能
2.3.1 结合强度
涂层拉断时的抗拉强度最低为61.3 MPa,断裂方式均是胶接面.实际涂层的结合强度要高于这个值,说明该涂层具有较高的结合强度.采用高强度胶黏接涂层,测试抗拉强度,最后实测的结果与很多因素有关,如涂层和对接试样的表面粗糙度、黏接和固化的工艺以及拉伸条件等,若涂层与基体的结合强度较高,则采用这种方法很难准确地测出其实际结合强度.
2.3.2 涂层显微硬度
双峰WC-12Co涂层显微硬度的均值 HV0.3= 1 314.1,当采用超音速喷涂时,双峰粉末中大部分的WC粒子沉积到涂层中,高含量的WC比例保证了涂层具有高的硬度.
2.4 磨粒磨损实验
分别对WC-12Co涂层和316L不锈钢进行了磨粒磨损实验,2种试样磨损失重曲线如图4所示.可以看出,2种材料的磨损失重都随着磨程的增加而增加,相对于316L不锈钢试样,双峰WC-12Co涂层具有优异的抗磨粒磨损性能.

图4 WC-12Co涂层与316L不锈钢的磨损失重Fig.4 Themass wear loss o f the WC-12Co coating in comparison with 316L stainless steel
经磨粒磨损9 500 r涂层表面的磨损形貌如图5所示.

图5 涂层磨损区域表面形貌Fig.5 Abrasion surfacemicrograph of the coating
由图5(a)可知,涂层被磨损的涂层表面较平整,没有明显的犁沟和大的凹坑,这说明涂层在磨粒磨损过程中,未出现大块脆性剥落现象,涂层主要以均匀磨耗磨损为主.
由图5(b)可知,被磨损的WC粒子表面平整,部分WC粒子与周围的黏结相开始发生剥离(如标记为A的WC粒子),有些WC粒子开始出现裂纹即将发生破裂(如标记为B的WC粒子),还有些WC粒子脱离黏结相(如标记为C的区域).通过这些典型的形貌并结合文献[5,9-10],可以看出双峰WC/Co涂层的微观磨粒磨损基理与普通微米和亚微米WC/Co涂层存在相似的地方,即在磨损过程中,首先是涂层中的黏结相Co被切削和挤压,随着磨损过程的不断进行,黏结相被切除掉,突出的WC粒子在磨粒的撞击与滚压的反复作用下发生疲劳破碎.随着磨损的持续,WC粒子开始与黏结相发生剥离,最后脱离黏结相.但是,相对于文献[6,9],双峰涂层的磨损表面相对比较平整,与文献[6]报道的含有纳米WC的多峰涂层具有类似的磨损形貌,表现出明显的均匀的磨耗磨损的形式,这是由于双峰涂层特有的WC粒子的粒度分布决定的.在双峰涂层中的粗、细搭配的WC粒子的紧凑排列,减小了涂层中Co黏结剂的名义自由路径(使得黏结相分布更加均匀),有效地减轻了外界大颗粒磨粒(SiO2)对涂层中黏结相的切削作用,同时也使磨粒与WC在相互作用过程中也发生破碎和棱角变钝现象(SiO2磨粒的硬度高于Co基体而低于WC粒子),进一步降低了磨粒对涂层的切削作用.这样在磨粒磨损的过程中相对于其他微米WC/Co涂层,均匀的磨耗磨损的形式是双峰WC/Co涂层的主要磨损形式. 316L不锈钢基体是奥氏体,硬度较低,同时又因为基体中缺乏高硬度的硬质相,使得其抗磨粒磨损性能很差,其相应的磨损基理以切屑犁沟为主[5].WC-12Co涂层相对于316L不锈钢表现出优异的抗磨粒磨损性能.
3 结 论
1)采用HVOF工艺制备了致密的新型双峰WC-12Co涂层,在喷涂过程中仅少量的WC发生了氧化分解.
2)双峰WC-12Co涂层力学性能优异,结合强度在61.3 MPa以上,平均值显微硬度为1 314.1,气孔率小于0.5%.
3)相对于316L不锈钢,双峰WC-12Co涂层具有十分优良的耐磨粒磨损性能,其主要的磨粒磨损形式为均匀的磨耗磨损.
[1] 黄智文.谈谈磨粒磨损[J].表面技术,2000,29(4):34-36.
HUANG Zhi-w en.Talk about abrasive w ear[J].Su rface Technology,2000,29(4):34-36.(In Chinese)
[2] STEW ART D A,SH IPW AY P H,MCCARTNEY D G.M icrostructu ral evolu tion in therm ally sprayed WC-Co coatings: comparison betw een nanocomposite and conven tional starting pow ders[J].Acta Materialia,2000,48(7):1593-1604.
[3] SUDAPRASERT T,SH IPWAY P H,MCCARTNEY D G. Slidingwear behaviou r of HVOF sprayed WC-Co coatings deposited w ith both gas-fuelled and liquid-fuelled systems[J]. Wear,2003,255(7/12):943-949.
[4] YANG Qiao-qin,SENDA T,OHMORI A.Effect of carbide grain size on m icrostru cture and sliding w ear behavior of HVOF-sprayed WC-12Co coatings[J].W ear,2003,254(1/ 2):23-34.
[5] 王孝建,王银军.超音速火焰喷涂WC-12Co涂层抗磨粒磨损性能研究[J].热喷涂技术,2010,2(3):44-48.
WANG Xiao-jian,WANG Yin-jun.Study of w ear resistance performance of WC-12Co coatings sprayed by HVOF[J]. Therm al Sp ray Technology,2010,2(3):44-48.(In Chinese) [6] WANG Qun,CHEN Zhen-hua,DING Zhang-xiong.Performan ce of ab rasive w ear ofWC-12Co coatings sp rayed by HVOF [J].T ribology International,2009,42(7):1046-1051.
[7] CH IVAV IBUL P,WATANABE M,KURODA S,et al.E-valuation of HVOF-sprayed WC-Co coatings for w ood machining[J].Su rface and Coatings Technology,2008,202(21): 5127-5135.
[8] CHIVAVIBUL P,WATANABE M,KURODA S,etal.Effectsof carbide size and Co content on the microstructure and mechanical properties of HVOF-sprayed WC-Co coatings[J].Surface and Coatings Technology,2007,202(3):509-521.
[9] 王群,丁彰雄,陈振华,等.HVOF制备亚微米结构 WC-12Co涂层性能研究[J].湖南大学学报:自然科学版,2007,37(2): 56-59.
WANG Qun,DING Zhang-xiong,CHEN Zhen-hua,et a l. Performance study of subm icron structured WC-12Co coatings sp rayed by H VOF[J].Jou rnal of H unan University:Natu ral Sciences,2007,37(2):56-59.(In Chinese)
[10]SKANDAN G,YAO R,KEARB H,eta l.Multim odal powders:a new class of feedstockm aterial for thermalspraying of hard coatings[J].Scripta Mater,2001,44(8/9):1699-1702.
M icrostructure and Performance Study of M ultimodal WC-12Co Coatings Deposited by HVOF Spraying
WANG Qun1†,WU Xi-bing1,TAN Xing-long2,YANGGui-bin2,TANG Zhi-hua2,WANG Xiao-jian3
(1.College ofMaterials Science and Engineering,Hunan Univ,Changsha,Hunan 410082,China;
2.Ganzhou Zhangyuan Tungsten New Materials Co,Ltd,Ganzhou,Jiangxi 341300,China;
3.Technology Center,BaosteelMeishan Iron&SteelCo,Ltd,Nanjing,Jiangsu 210039,China)
M ultimodalWC-12Co coatingw as deposited on low carbon steel substrate by using JP-8000 HVOF spraying system.The properties of bond strength,m icrohardness,porosity and abrasive wear of the coating were investigated.Thephasesof the feedstock pow der and the coating were analyzed by XRD. The characterizations o f sp raying feedstock pow der,microstructure and surface micrograph wear surfaces were analyzed by SEM.The resultshave indicated that theWC doesnot decompose obviously during spraying and the coating exhibits high bond strength,m icrohardness and com pact structure.Com pared w ith the 316L stainless steel,multimodalWC-12Co coating exhibitsexcellent abrasivewear resistance.
high velocityoxy-fuel(HVOF);coatings;WC-12Co;abrasivewear
TG174.442
A
1674-2974(2011)01-0049-04 *
2010-04-20
赣州章源钨业新材料有限公司资助项目(2010.2)
王 群(1972-),男,安徽郎溪人,湖南大学副教授
†通讯联系人,E-mail:w angqun72@163.com
猜你喜欢
中国机械工程(2022年2期)2022-01-27 07:53:28
山东陶瓷(2021年5期)2022-01-17 02:35:46
宝藏(2021年5期)2021-06-14 13:50:36
硅酸盐通报(2021年3期)2021-04-18 11:01:42
陶瓷学报(2021年1期)2021-04-13 01:33:08
表面工程与再制造(2019年3期)2019-09-18 01:35:10
金融服务法评论(2018年0期)2018-12-06 08:50:54
中国工运(2018年8期)2018-08-24 10:16:18
中成药(2018年1期)2018-02-02 07:20:14
制造技术与机床(2017年4期)2017-06-22 11:18:24
