造气炉水夹套失效原因分析
2011-01-30 10:50:24徐广平
化工设计通讯 2011年5期
徐广平
(山东阳煤恒通化工股份有限公司,山东郯城 276100)
1 存在的问题
山东阳煤恒通化工股份有限公司化肥厂2009年有4台φ2 800mm造气炉水夹套上封头在连续运行2年后发生开裂现象,使水夹套运行周期比正常情况大大缩短,而正常使用周期在5年左右。开裂位置在封头向火侧,自水侧向炉膛沿纵向开裂,开裂部位形貌见图1。
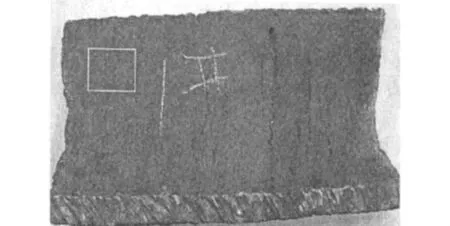
图1 水夹套封头开裂部位宏观形貌
此水夹套上封头材料是20g,水夹套制作按压力容器标准设计制作,设计参数见表1。
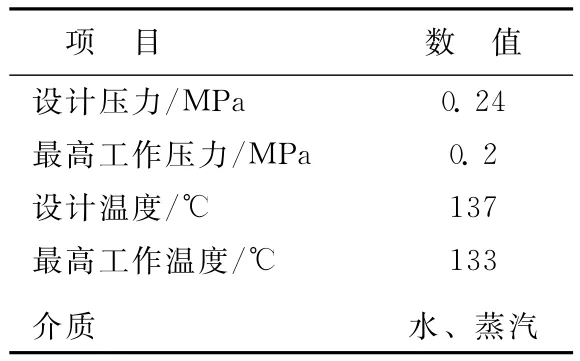
表1 水夹套设计参数
在造气炉实际操作运行中,测得蒸汽出口管下侧附近的测温点运行温度在125~135℃,炉膛底部运行温度在1 200~1 300℃,炉膛中上部温度在1 000~1 200℃,封头附近正常使用温度在700~800℃,不正常时可达1 000℃。
2 原因分析
对图1中的白色方框区域取样分析化学成分,并通过分析水夹套封头材料的化学成分,和20g标准进行对比,见表2。
从表2可以看出,封头的化学成分符合20g标准的要求,水夹套上封头不存在材料质量问题。

表2 化学成分分析与对比情况 %
对图1中白色方框区域进行金相组织分析,照片结果如图2所示。在光学显微镜和电子扫描镜下,观察裂纹前端形貌,裂纹没有明显的分叉现象,与应力腐蚀裂纹形貌不相符。应力腐蚀要在拉应力、敏感介质作用下一段时间才会发生,碳钢发生应力腐蚀的敏感介质环境主要有NaOH溶液,含有、H2S水溶液,海水,湿的CO、CO2等。尽管工艺过程或尿素分解废液中的尿素受热时有可能带入或生成少量的CO,使夹套封头顶部气相空间形成湿的CO、CO2环境,但是碳钢在该环境下的应力腐蚀裂纹主要出现在煤气储存装置或者煤气管道中,单纯的CO或CO2环境下碳钢不发生应力腐蚀开裂,而且必须还得有液态水存在的情况下。混合气中CO的分压越高,产生裂纹的极限应力就越低,裂纹生长的速度也越快。碳钢在该腐蚀环境下的应力腐蚀形貌与典型的应力腐蚀裂纹形貌相似,都是裂纹分叉。通过上述分析,可以排除夹套封头发生应力腐蚀开裂的可能。

图2 封头纵向截面金相组织
封头的金相组织中,珠光体已经完全球化,并且分散,球化程度达到最严重的5级,在晶界还发现少量的蠕变孔洞,可以初步断定封头在使用过程中存在超温使用的情况。在扫描电镜照片中,可以清晰地看到沿晶界呈颗粒状分布的珠光体组织,珠光体组织已经完全球化。在电镜照片中,可以看见许多沿晶界分布的蠕变孔洞和微裂纹。可以肯定夹套封头长期处于超温运行状态。
图3是水夹套蒸汽出气管结构(按压力容器标准设计),但水夹套制作时,要求制作厂家对此出口管短节不配置,而是到现场后,由本单位安装施工队根据管道布置情况进行配管。在水夹套上封头连续出现开裂情况后,对在用的14台造气炉进行测量,测量出口管进气端平面与封头内顶端距离(即空程),尺寸为27~220mm,大部分尺寸远远超过设计尺寸,尤其是已经出现上封头严重开裂的水夹套。
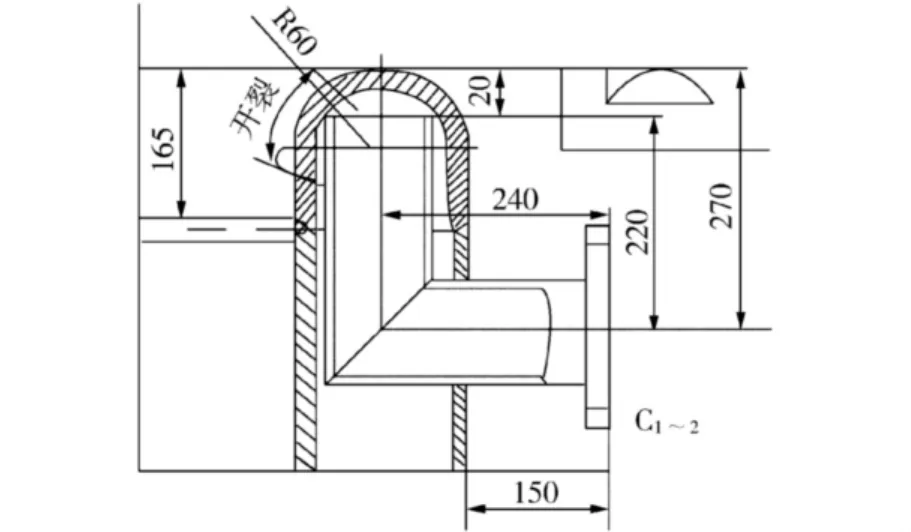
图3 蒸汽出口管局部视图
原设计空程尺寸是30mm,因空程尺寸加大,使在上封头处聚集的蒸汽不能及时排出,而蒸汽的传热效果远远差于水,造成局部过热。当蒸汽离去后,因溶液流入又会使该处温度下降,蒸汽泡的急剧生成与破坏,又使上封头表面温度急剧交变,长期处于超温运行状态。夹套上封头空程部分向火侧蒸汽排出时与新产生的水蒸气上升流入此处时金属表面的温差达10~15℃。由金相组织照片中珠光体组织球化程度如此严重,也可看出上封头在使用过程中存在超温使用的情况。
3 改进措施
通过对上封头开裂的现象进行如上分析,2010年3~4月我们对空程尺寸不符合设计要求的蒸汽出口管进行更换,严格保证空程尺寸。改造后,未再出现上封头开裂的现象,保证了夹套的使用周期。
猜你喜欢
轮胎工业(2024年3期)2024-05-02 00:23:16
航空制造技术(2022年5期)2022-07-15 08:01:00
武汉科技大学学报(2019年4期)2019-07-04 06:16:54
纯碱工业(2018年5期)2018-10-19 06:07:38
石油化工建设(2017年2期)2017-06-05 08:52:52
氮肥与合成气(2016年10期)2016-12-10 03:06:59
工业设计(2016年10期)2016-04-16 02:44:12
氮肥与合成气(2015年8期)2015-03-24 22:10:07
氮肥与合成气(2014年9期)2014-07-11 02:24:24
中国设备工程(2014年1期)2014-02-28 13:43:31