
合肥铁路枢纽南环线(114.75+229.50+114.75)m钢桁柔性拱焊接工艺试验研究
2011-01-24 01:27齐金朋
铁道标准设计 2011年7期
杨 峰,齐金朋
(中铁四局钢结构公司,合肥 230022)
1 钢梁结构设计简介[1]
沪汉蓉快速铁路引入合肥枢纽南环线新建工程,南淝河和经开区两座跨越合宁高速公路特大桥的主桥均采用(114.75+229.5+114.75)m三跨连续钢桁柔性拱结构。其结构设计特点如下。
(1)设计为三跨连续钢桁柔性拱结构,两边跨为平弦有竖杆三角桁式,中跨为平弦与拱桁组合结构。两片主桁,主桁弦杆及拱肋均采用焊接整体节点。
(2)主桁上、下弦杆均采用:内宽为850 mm或1 100 mm、内高为1 060 mm或1 260 mm的箱形截面;弦杆的最大板厚为48 mm;整体节点的节点板最大板厚为56 mm。
(3)主桁腹杆的截面基本形式采用H形截面,与主桁节点采用插入式连接;少量压力较大腹杆采用箱形截面,与主桁节点采用四面对(拼)接方式连接。
(4)拱肋采用:内宽为1 100 mm、内高为1 460~1 860 mm的箱形截面,最大板厚为48 mm。拱桁吊杆采用:内宽为860 mm,内高为1 100 mm的箱形截面,板厚为16 mm。吊杆上、下与拱肋、主桁上弦的整体节点采用四面对(拼)接方式连接。
(5)桥面系采用正交异性板整体结构,桥面板与下弦杆顶板的伸出肢焊接,横梁的腹板及下翼板与下弦杆伸出的连接板栓接。
(6)钢梁材质:主桁杆件采用Q370qD、Q370qE(板厚≥40 mm时)钢;上平纵联、横联及桥面系等均采用Q345qD钢;道砟槽范围内的桥面板采用321-Q345qD不锈钢复合板。
2 焊接工艺评定试验
2.1 焊接工艺评定试验的目的
为确保钢梁制造的焊接接头质量满足设计与规范的要求,同时兼顾提高焊接效率及降低钢梁制造成本的原则,针对本桥钢梁结构设计特点、所使用的钢材及对焊接接头的质量要求,选取钢梁典型的焊接接头进行焊接工艺评定试验,用于编制钢梁的焊接工艺[2]。
(1)选定适合本桥钢梁Q370qE、Q370qD、Q345qD、321-Q345qD的焊接材料。
(2)针对钢梁设计的各种焊接接头,选择合理的焊接工艺。其中包括:焊接坡口形式及尺寸、焊接方法、焊接位置、焊接工艺参数等。
2.2 焊接工艺评定试验的依据与标准
焊接工艺评定试验以“钢桁柔性拱设计图”和文献[3,4]为依据。
2.3 焊接工艺评定项目
2.3.1 全桥焊接接头的类型
依据“钢桁柔性拱设计图”将钢梁焊接接头归纳为:对接焊缝、熔透角焊缝、坡口角焊缝和T形角焊缝等4种类型。
(1)对接焊缝主要有:钢板接料的对接焊缝;桥面板的对接焊缝。
(2)熔透角焊缝主要有:下弦整体节点上的与横梁下盖板连接的接头板与节点板间的熔透角焊缝;下弦整体节点内侧的大节点板与桥面上水平板间的四周围焊熔透角焊缝。
(3)坡口角焊缝主要有:主桁弦杆、腹杆、拱肋的棱角焊缝;主桁弦杆、腹杆、拱肋内的纵向加劲肋坡口角焊缝;下弦整体节点上的与横梁腹板连接的接头板与节点板间的坡口角焊缝;上下弦整体节点内的与腹杆拼接的接头板与节点板间的坡口角焊缝;桥面板上的U形肋坡口角焊缝。
(4)T形角焊缝主要有:杆件的主角接焊缝;杆件内的隔板角接焊缝;横梁腹板与下翼板、桥面板间的角接焊缝等。
2.3.2 焊接工艺评定项目
根据钢梁结构特点、焊接接头的类型、钢梁制造与安装的工艺方案及本公司钢梁制造的经验,选取典型焊缝进行焊接工艺评定试验。全桥共做评定试板30组,其中:对接焊缝16组(其中不锈钢复合板4组)、熔透角焊缝4组、坡口角焊缝5组和角焊缝5组。
2.4 焊接工艺评定试验用的材料与设备
2.4.1 评定试验用钢板
评定采用的Q370qD、Q370qE、Q345qD钢板为本钢桥制造实际使用的钢板,均符合《桥梁用低合金高强度结构钢》(GB/T714-2008)及文献[2]的要求。采用的(3+14) mm的321-Q345qD不锈钢复合钢板,符合《不锈钢复合钢板和钢带》(GB/T8165-2008)和文献[3]中BI级规定的要求。评定用试板的轧制方向应与钢梁实际接头方向相同。
2.4.2 评定试验用焊接材料
依据试验用钢板,选择与其相匹配的焊接材料。焊接材料应符合表1要求。
2.4.3 评定试验用焊接设备
(1)埋弧自动焊:采用ZD5(D)-1250直流电源,配KZ-1型焊机。

表1 评定试验用焊接材料
(2)气体保护焊:采用KR500、KRⅡ500型焊机。
(3)焊条电弧焊:采用ZX7-500型焊机。
2.5 评定试验的焊缝质量要求
2.5.1 焊缝外观检查
焊缝进行外观检查,不得有裂纹、未熔合、夹渣、焊瘤等缺陷,外观质量符合文献1中的“表4.9.12”的规定。
2.5.2 焊缝无损检验
(1)对接焊缝和熔透角焊缝全长进行超声波探伤,质量等级为文献[3]中的Ⅰ级。不锈钢复合钢板基层对接焊缝全长进行超声波探伤,质量等级为文献[3]中的Ⅰ级;复层对接焊缝表面按JB/T4730.5进行渗透检测。
(2)坡口角焊缝全长进行超声波探伤,质量等级为文献[3]中的Ⅰ级。
(3)角焊缝全长进行超声波探伤,质量等级为文献[3]中的Ⅱ级。
(4)U肋坡口角焊缝进行磁粉探伤,质量等级为JB/T6061的Ⅱ级,断面检验的焊缝有效厚度满足设计要求。
2.5.3 接头力学性能要求
(1)焊缝强度:焊缝屈服强度和抗拉强度不低于母材标准值。
(2)焊缝金属伸长率:不低于母材标准值。
(3)接头韧性:符合《铁路桥梁钢结构设计规范》(TB10002.2—2005)要求。
(4)冷弯:对接接头弯曲180°,试样受拉面上的裂纹总长不大于试样宽度的15%,且单个裂纹长度不大于3 mm,判为合格。
(5)接头硬度不大于HV10350。
(6)复层不锈钢对接焊缝晶间腐蚀试验按《金属和合金的腐蚀 不锈钢不锈钢晶间腐蚀试验方法》(GB/T4334—2008)进行,试样在微沸的硫酸-硫酸铜溶液中煮16 h后进行弯曲180°试验,若试样受拉面上无因晶间腐蚀而产生的裂纹,则判为合格。
2.6 评定试验焊接工艺
2.6.1 评定试板
评定试板的钢板材质、接头形式、坡口形式及尺寸、焊接位置、焊接方法及焊接材料、代表的钢梁接头等列于表2~表5。表中尺寸单位为mm。

表2 对接接头试板
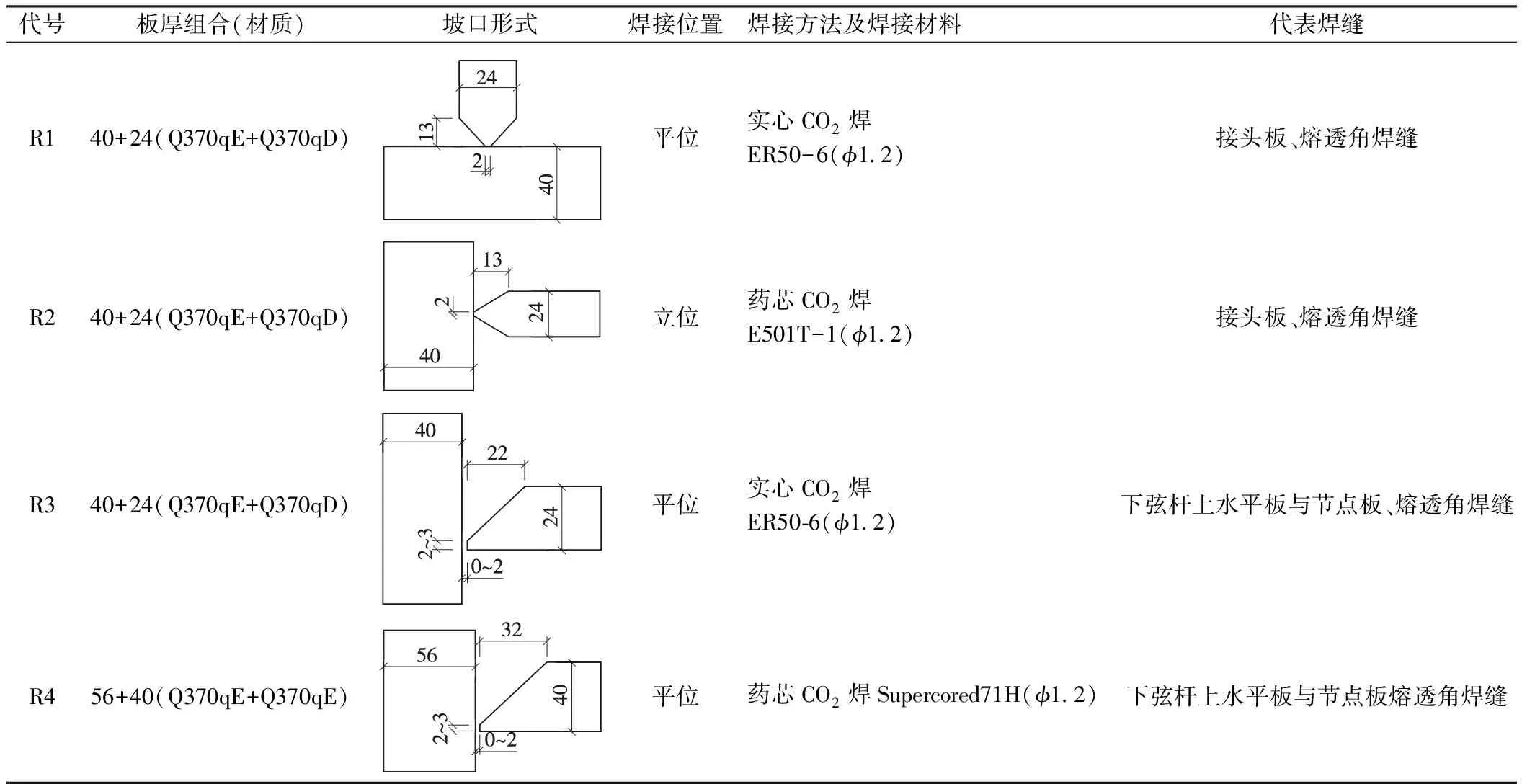
表3 熔透角接接头试板

表4 坡口角接接头试板

表5 角接接头试板
2.6.2 试板焊前预热温度(表6)

表6 试板焊前预热温度
2.6.3 试板的施焊
部分对接接头、熔透角接、坡口角接等接头试板的施焊状况列于表7~表9。
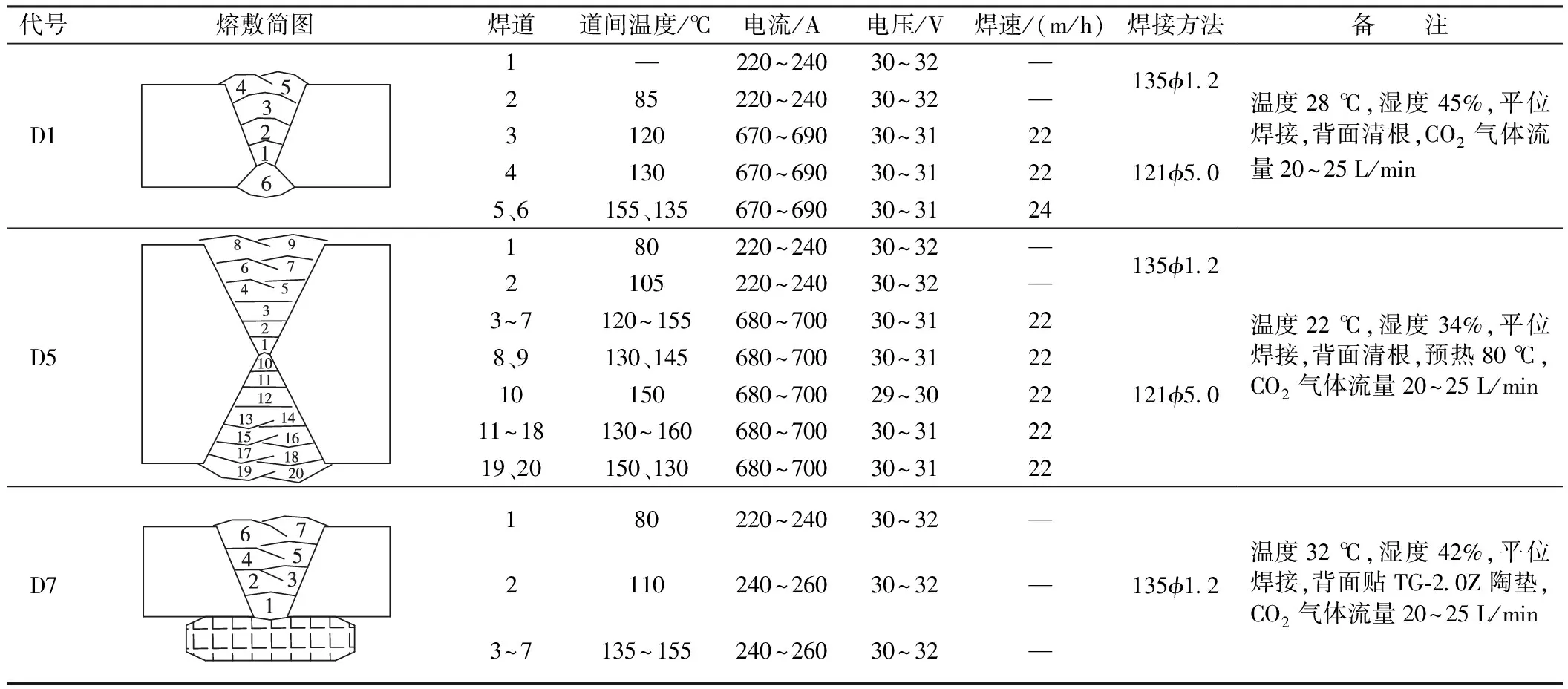
表7 对接接头试板的施焊状况
注:焊接方法“121”为埋弧自动焊;“135”为实芯CO2气体保护焊;“136”为药芯CO2气体保护焊。

表8 熔透角接接头试板施焊状况

表9 坡口角接接头试板施焊状况
2.7 焊评试验结果分析
所有接头试板焊后,依据文献[1]取样进行接头力学性能试验、硬度试验、接头断面腐蚀。接头焊缝力学性能、硬度试验的试验结果(汇总)列于表10、表11;试板的焊接接头断面照片(部分)列于表12,所有焊接接头熔合良好。

表10 接头(焊缝)强度、伸长率、硬度试验结果

表11 接头低温冲击功 J
2.8 结论
(1)Q345qD、Q370qD、Q370qE钢板对接焊缝、熔透角焊缝、坡口角焊缝和角焊缝的焊接工艺评定试验结果表明,接头焊缝外观及内部质量满足设计与规范要求;接头力学性能满足文献[3]及“合肥铁路枢纽南环线新建工程(114.75+229.50+114.75)m钢桁柔性拱钢梁制造规则”的要求。

表12 部分焊接接头断面照片
(2)桥面复合钢板321-Q345qD钢板焊接工艺评定试验结果表明,接头力学性能满足“合肥铁路枢纽南环线新建工程(114.75+229.50+114.75)m钢桁柔性拱钢梁制造规则”的要求。
(3)评定试板选定的焊接材料、焊接工艺(包括:坡口形式及尺寸、焊接方法及参数等)可行,适用于本桥钢梁制作与安装的焊接。其评定试板的焊接工艺经进一步修订、完善,可作为编制本桥钢梁制作与安装焊接工艺的依据。
[1] 田桂旺,杨 峰,齐金朋.合肥铁路枢纽南环线(114.75+229.50+114.75)m钢桁柔性拱钢梁制造工艺[J].铁道标准设计,2010(5):83-86.
[2] 夏 阳.新搓浦铁路中桥铁路40 m钢桁梁制造技术[J].铁道标准设计,2008(11):38-41.
[3] 中华人民共和国铁道部.TB10212—2009 铁路钢桥制造规范[S].北京:中国铁道出版社,2009.
[4] GB/T13148—2008.不锈钢复合钢板焊接技术条件[S].北京:中国标准出版社,2008.
[5] 中华人民共和国铁道部.TB10002.2—2005 铁路桥梁钢结构设计规范[S].北京:中国铁道出版社,2005.
[6] Q/725—1323—2010.铁路(公路)桥梁用不锈钢复合钢板[S].
[7] 李世斌,吴玉柱.香港昂船洲大桥现场焊接工艺综述[J].桥梁建设,2009(2):61-64.
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
实用口腔医学杂志(2020年6期)2020-12-04
工程建设与设计(2020年23期)2020-03-05
百姓生活(2019年5期)2019-06-13
压力容器(2019年1期)2019-03-05
故事林(2018年21期)2018-11-20
中国建筑金属结构(2018年4期)2018-05-23
焊接(2017年5期)2017-10-23
中央民族大学学报(自然科学版)(2016年2期)2016-06-27
